一种蜂窝夹层结构复合材料零件灌封装置的制作方法
1.本实用新型涉及一种蜂窝夹层结构复合材料零件灌封装置。
背景技术:
2.蜂窝夹层结构复合材料零件是由上、下两块高强度的复合材料面板夹着一层蜂窝夹芯制成的复合材料零件,因其具有质量轻、弯曲强度与刚度大、抗失稳能力强、耐疲劳老化、吸音隔音及隔热性能好等优点,目前已经被广泛应用。特别是航空航天领域,蜂窝夹层结构复合材料己大量应用于飞机结构,如机翼、机身、尾翼、雷达罩及地板、内饰等,窝夹层结构以其优越的性能成为该领域不可缺少的结构材料之一。
3.当复合材料蜂窝夹层结构件的蜂窝区存在装配关系时,为防止夹层结构件损伤,同时提高零件的力学性能,需要对蜂窝区进行灌封。而对蜂窝夹层结构件蜂窝区的灌封,由于蜂窝的孔格较多,且部分零件存在曲率,导致灌封区域难以被完全填充;另外由于灌封裹入气体,导致灌封胶内部易产生较多的孔隙,影响蜂窝夹层结构件的灌封和装配的质量。
技术实现要素:
4.针对上述存在的问题,本实用新型提供一种蜂窝夹层结构复合材料零件灌封装置及方法,采用灌装辅助装置及钻制排气孔的方式,解决蜂窝夹层灌封难以被完全填充和因裹入空气导致孔隙的问题。具体技术方案如下:
5.本实用新型提供的蜂窝夹层结构复合材料零件灌封装置,包括待灌封的蜂窝夹层结构复合材料零件和灌封成型辅助工装;所述待灌封的蜂窝夹层结构复合材料零件位于灌封成型辅助工装上,所述灌封成型辅助工装用于调节待灌封的蜂窝夹层结构复合材料零件的状态,将其灌封区调整为水平。
6.前述的蜂窝夹层结构复合材料零件灌封装置,所述待灌封的蜂窝夹层结构复合材料零件为已固化零件,其包括上蒙皮、蜂窝夹芯和下蒙皮;所述上蒙皮上设有灌封开孔和排气孔。
7.前述的蜂窝夹层结构复合材料零件灌封装置,还包括挡胶条,所述挡胶条设置在待灌封的蜂窝夹层结构复合材料零件灌封区上表面的四周,且其高度超过灌封区水平面的高度。
8.优选的,前述的蜂窝夹层结构复合材料零件灌封装置,所述挡胶条包括密封胶条和包裹在密封胶条上的挡胶条隔离膜。
9.前述的蜂窝夹层结构复合材料零件灌封装置,所述排气孔为若干个,其等距地分布在灌封区外边缘10mm范围内。
10.优选的,前述的蜂窝夹层结构复合材料零件灌封装置,所述排气孔的直径小于3mm。
11.前述的蜂窝夹层结构复合材料零件灌封装置,所述灌封成型辅助工装包括辅助工装座和辅助支撑杆;所述辅助支撑杆为伸缩杆,其设置在辅助工装座上用于支撑调节待灌
封的蜂窝夹层结构复合材料零件的灌封区状态。
12.采用本实用新型提供的蜂窝夹层结构复合材料零件灌封装置灌封方法,包括如下步骤:
13.s1:根据需求加工并固化待灌封的蜂窝夹层结构复合材料零件;
14.s2:在待灌封的蜂窝夹层结构复合材料零件的上蒙皮上钻制灌封开孔和排气孔,并按要求去除待灌封的蜂窝夹层结构复合材料零件灌封区的蜂窝夹芯;
15.s3:在待灌封的蜂窝夹层结构复合材料零件的灌封区外边缘粘贴挡胶条;
16.s4:将待灌封的蜂窝夹层结构复合材料零件放置在灌封成型辅助工装,并通过调节辅助支撑杆将待灌封的蜂窝夹层结构复合材料零件的灌封区调整至水平;
17.s5:通过灌封开孔向将待灌封的蜂窝夹层结构复合材料零件的灌封区内缓慢均匀地填充灌封胶;
18.s6:在待灌封的蜂窝夹层结构复合材料零件上蒙皮的排气孔两侧粘贴密封胶条,并在排气孔上依次铺放排气孔隔离膜、透气毡和真空袋,然后进行抽真空;
19.s7:抽真空完毕后,去除封装材料,进行灌封胶固化,并在灌封胶固化后,加工出用于装配的通孔。
20.优选的,前述的蜂窝夹层结构复合材料零件灌封方法,步骤s2中,所述按要求去除待灌封的蜂窝夹层结构复合材料零件灌封区的蜂窝夹芯为采用
“┴”
型或“l”型机加刀具去除。
21.优选的,前述的蜂窝夹层结构复合材料零件灌封方法,步骤s6中,所述抽真空为采用不完全抽真空,真空度不超过0.08mpa,当所有排气孔被灌封胶封堵时,抽真空停止。
22.本实用新型的有益效果:
23.1)本实用新型在距离灌封区域外边缘一定范围内等距地钻制排气孔,保证排出裹入的空气;
24.2)本实用新型用
“┴”
型或“l”型刀具去除蜂窝夹层结构件灌封区的蜂窝,使灌封区的蜂窝去除成为了可能,并且降低了蜂窝加工的难度,提高了加工的质量。
25.3)本实用新型只在制件的上蒙皮上加工了灌封开口,保留了下蒙皮,极大的提高了灌封效率和灌封质量;
26.4)本实用新型使用辅助调节工装调节制件放置状态,防止制件灌封区水平公差偏差较大,难以完全填充;
27.5)本实用新型在灌封区开口外边缘粘贴挡胶条,提高灌封胶的液面高度,保证灌封胶完全填充;
28.6)本实用新型对排气孔进行抽真空,排除气孔和气泡并促进灌封胶流动。
29.因此本实用新型的蜂窝灌封方法可以实现大尺寸蜂窝芯零件的高质量、高合格率制备,为后续制造合格的蜂窝夹层结构复合材料零件奠定基础。
附图说明
30.图1为本实用新型待灌封的蜂窝夹层结构复合材料零件结构示意图;
31.图2为本实用新型的灌封区示意图;
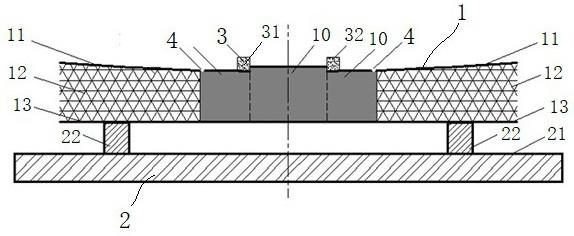
32.图3为本实用新型的灌封装置剖面示意图;
33.图4为本实用新型的排气孔密封示意图。
34.图中:1、待灌封的蜂窝夹层结构复合材料零件;10、灌封区;101、灌封开孔; 11、上蒙皮;12、蜂窝夹芯;2、灌封成型辅助工装;21、辅助工装座;22、辅助支撑杆;3、挡胶条;31、密封胶条;32、挡胶条隔离膜;4、排气孔;41、排气孔隔离膜;42、透气毡;43、真空袋;5、通孔。
具体实施方式
35.下面将结合实施例及附图,对本实用新型的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型较佳实施例,而不是全部的实施例,亦并非是对本实用新型作其它形式的限制,任何熟悉本专业的技术人员可能利用所揭示的技术内容加以变更或改型等同变化。但是凡是未脱离本实用新型技术方案内容,依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与改型,仍属于本实用新型技术方案的保护范围。
36.实施例1
37.本实施例是对蜂窝夹层结构复合材料零件需要装配打孔的区域进行灌封。首先,本实施例提供一种灌封装置,如图1至图4所示,包括待灌封的蜂窝夹层结构复合材料零件1和灌封成型辅助工装2;所述待灌封的蜂窝夹层结构复合材料零件1位于灌封成型辅助工装2上,所述灌封成型辅助工装2用于调节待灌封的蜂窝夹层结构复合材料零件1的状态,将其灌封区10调整为近似水平,防止制件灌封区水平公差偏差较大,难以完全填充。
38.本实施例所述的蜂窝夹层结构复合材料零件灌封装置,还包括挡胶条3,所述挡胶条3设置在待灌封的蜂窝夹层结构复合材料零件1灌封区10上表面的四周,且其高度超过灌封区10水平面的高度,以提高灌封胶的液面高度,保证灌封胶完全填充。所述挡胶条3包括密封胶条31和隔离膜32,隔离膜32包裹在密封胶条31上防止密封胶条31与灌封胶粘连。
39.本实施例所述的待灌封的蜂窝夹层结构复合材料零件1为已固化零件,其包括上蒙皮11、蜂窝夹芯12和下蒙皮;所述上蒙皮11上设有灌封开孔101和排气孔4。所述排气孔4为若干个,其等距地分布在灌封区10外边缘10mm范围内,其直径小于3mm,保证排出裹入的空气,避免灌封胶内部易产生较多的孔隙,保证蜂窝夹层结构件的灌封和装配的质量。
40.本实施例中,所述灌封成型辅助工装2包括辅助工装座21和辅助支撑杆22;所述辅助支撑杆22为伸缩杆,其设置在辅助工装座21上用于支撑调节待灌封的蜂窝夹层结构复合材料零件1的灌封区10状态。
41.本实施例所述的蜂窝夹层结构复合材料零件灌封的方法具体包括如下步骤:
42.s1:根据需求加工并固化灌封的蜂窝夹层结构复合材料零件,即为待灌封的蜂窝夹层结构复合材料零件1。
43.s2:在待灌封的蜂窝夹层结构复合材料零件1的上蒙皮11上钻制灌封开孔101和排气孔4,排气孔4为若干个,其等距地分布在灌封区10外边缘10mm范围内,其直径小于3mm,保证排出裹入的空气。按要求采用
“┴”
型或“l”型机加刀具去除待灌封的蜂窝夹层结构复合材料零件1灌封区10的蜂窝夹芯12。
44.s3:在待灌封的蜂窝夹层结构复合材料零件1的灌封区10外边缘粘贴挡胶条3。
45.s4:将待灌封的蜂窝夹层结构复合材料零件1放置在上述的灌封成型辅助工装2上,并通过调节辅助支撑杆22将待灌封的蜂窝夹层结构复合材料零件1的灌封区10调整至
水平。
46.s5:通过灌封开孔101向将待灌封的蜂窝夹层结构复合材料零件1的灌封区10内缓慢均匀地填充灌封胶。
47.s6:在待灌封的蜂窝夹层结构复合材料零件1上蒙皮11的排气孔4两侧粘贴密封胶条31,并在排气孔4上依次铺放排气孔隔离膜41、透气毡42和真空袋43,然后采用不完全抽真空方式进行抽真空;真空度不超过0.08mpa,当所有排气孔4被灌封胶封堵时,抽真空停止。
48.s7:抽真空完毕后,去除封装材料,进行灌封胶固化,并在灌封胶固化后,加工出用于装配的通孔5即可。
49.本实用新型在距离灌封区域外边缘一定范围内等距地钻制排气孔,保证排出裹入的空气;采用
“┴”
型或“l”型刀具去除蜂窝夹层结构件灌封区的蜂窝,使灌封区的蜂窝去除成为了可能,并且降低了蜂窝加工的难度,提高了加工的质量。本实用新型方法只在制件的上蒙皮上加工了灌封开口,保留了下蒙皮,极大的提高了灌封效率和灌封质量。本实用新型使用辅助调节工装调节制件放置状态,防止制件灌封区水平公差偏差较大,难以完全填充,同时本实用新型在灌封区开口外边缘粘贴挡胶条,提高灌封胶的液面高度,保证灌封胶完全填充;另外,本实用新型对排气孔进行抽真空,排除气孔和气泡并促进灌封胶流动。
50.总体而言,本实用新型的蜂窝灌封方法可以实现大尺寸蜂窝芯零件的高质量、高合格率制备,为后续制造合格的蜂窝夹层结构复合材料零件奠定基础。
51.对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的得同要件的含义和范围内的所有变化囊括在本实用新型内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
52.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1