一种合模精准的注塑模具
1.本实用新型涉及模具,具体涉及一种合模精准的注塑模具。
背景技术:
2.注塑模具是一种生产注塑件的工具,也是赋予注塑件完整结构和精确尺寸的工具。汽车零件中有大量不规则形状的注塑件,如汽车线束卡扣,如图4所示,汽车线束卡扣塑件50由束线座501、束线活动扣件502、倒扣盘503、卡接连杆504和多个倒扣卡接叶片505构成,汽车线束卡扣塑件的外形尺寸为40.98mm
×
22.1mm
×
20 mm,产品壁厚平均约1.1mm,最大厚度约为3.5mm,最薄处为倒扣卡接叶片0.5 mm,体积为 1.6
×
10
3 mm2,塑件的尺寸较小,但结构比较复杂,塑件成型后要求:表面光滑、无毛刺,卡扣无损伤、卡接力达到预定目标值,且要有良好的机械强度和韧性等特性,其他部位无明显缺陷痕迹。为了保证注塑件的成型质量,在注塑模具的合模过程中必须确保下模与上模能够实现精准配合,需要在安装模具时对下模和上模的位置进行精准调整,但是,由于下模与上模在使用过程中承受的合模力较大,长期使用后下模、上模的安装结构容易出现磨损,合模时容易产生抖动,导致下模与上模合模时出现偏差,无法准确定位,严重影响了对注塑件的成型质量。
技术实现要素:
3.本实用新型所要解决的技术问题是提供一种合模精准的注塑模具,这种注塑模具在合模过程中能够确保下模与上模实现精准配合,有利于保证对注塑件的成型质量,有效延长注塑模具的使用寿命。采用的技术方案如下:
4.一种合模精准的注塑模具,包括上模和下模,下模设于上模的正下方并与上模相配合;其特征在于:所述注塑模具还包括导向定位结构,导向定位结构包括设于所述下模顶面上的多个定位插槽、设于所述上模底面上的多个定位插块、多个导向柱和多个导向套,各个导向柱均安装在所述下模上,各个导向套均安装在所述上模上并分别套接在相应的导向柱上;定位插块与定位插槽的数量相同且一一对应,各个定位插块分别与相应的定位插槽插接配合。
5.通常,上模构成注塑模具的型腔部分,下模构成注塑模具的型芯部分。
6.当注塑模具开始合模时,下模与上模相互靠近,通过各个导向柱与各个导向套之间的滑动配合,使下模顶面与上模底面准确、平稳地相互靠近,直至下模上的各个定位插块分别与下模上相应的定位插槽实现插接配合,最终实现分型面的准确闭合。上述注塑模具通过在下模与上模之间增设导向定位结构,构成下模与上模之间的二级导向,在合模过程中能够确保下模与上模实现精准配合,进一步避免合模抖动而导致下模与上模对位不准,大幅度提高合模的精度,有利于保证对注塑件的成型质量,有效延长注塑模具的使用寿命。
7.优选方案中,所述上模包括上模座、上模具、上模仁、唧咀和至少一个上模镶件组,上模具安装在上模座上,上模仁、唧咀均安装在上模具上,上模镶件组安装在上模仁上,各个所述导向套均安装在所述上模具上,上模仁底面的边沿部位设有多个向上凹陷的虎口,
虎口与上模具的内壁共同围成所述定位插槽;所述下模包括下模座、下模具、模脚、下模仁和至少一个下模镶件组,下模具通过模脚安装在下模座上,下模仁安装在下模具上,下模镶件组安装在下模仁上;各个所述导向柱均安装在下模具上,下模仁的顶面上设有多个所述的定位插块。上模仁和上模镶件组用于成型产品上半部分胶位,流道在上模镶件组及唧咀上经过;下模仁、下模镶件组用于成型产品下半部分,流道在下模镶件组上经过。当注塑模具完成合模时,上模镶件组与下模镶件组相互配合并共同围成用于成型注塑件的注塑件成型腔;完成合模后,可通过唧咀将注塑原料注入注塑件成型腔中进行注塑成型。
8.通常,所述上模仁、上模镶件组、下模仁、下模镶件组的材质均采用预硬塑料模具钢assab 718,它具有优秀的机械性能、可加工性、高的淬透性、良好的电加工性能、皮纹加工性和极佳的抛光性能,且特别适用于大批量生产的塑料模具,其出厂硬度为b290~310。
9.更优选方案中,所述上模镶件组与所述上模仁之间通过多个第一定位销连接;所述下模镶件组与所述下模仁之间通过多个第二定位销连接。这样,可使上模镶件组、下模镶件组的定位更加精准。
10.更优选方案中,所述上模镶件组包括上模流道镶件、上模叶片座镶件和多个上模叶片镶件;上模流道镶件安装在所述上模仁上,上模流道镶件上开设有与所述唧咀相通的上模流道,上模流道镶件还开设有第一束线座成型槽、第一束线活动扣件成型槽,第一束线座成型槽与上模流道末端相通,第一束线活动扣件成型槽与第一束线座成型槽的一侧相通;上模叶片座镶件安装在上模流道镶件的边缘上,上模叶片座镶件与上模流道镶件之间的间隙构成第一倒扣盘成型槽,第一倒扣盘成型槽与第一束线座成型槽的另一侧相通;上模叶片座镶件开设有第一连杆叶片成型槽和多个沿第一连杆叶片成型槽长度方向排列的第一叶片插槽,第一连杆叶片成型槽与第一倒扣盘成型槽相通,各个上模叶片镶件安装在相应的第一叶片插槽中,相邻两个上模叶片镶件构成第一倒扣卡接叶片成型槽;所述下模镶件组包括下模流道镶件、下模叶片座镶件和多个下模叶片镶件;下模流道镶件安装在所述下模仁上,下模流道镶件上开设有下模流道,下模流道镶件还开设有第二束线座成型槽、第二束线活动扣件成型槽,第二束线座成型槽与下模流道末端相通,第二束线活动扣件成型槽与第二束线座成型槽的一侧相通;下模叶片座镶件安装在下模流道镶件的边缘上,下模叶片座镶件与下模流道镶件之间的间隙构成第二倒扣盘成型槽,第二倒扣盘成型槽与第二束线座成型槽的另一侧相通;下模叶片座镶件开设有第二连杆叶片成型槽和多个沿第二连杆叶片成型槽长度方向排列的第二叶片插槽,第二连杆叶片成型槽与第二倒扣盘成型槽相通,各个下模叶片镶件安装在相应的第二叶片插槽中,相邻两个下模叶片镶件构成第二倒扣卡接叶片成型槽。采用这种结构,这种注塑模具能够用于完成对汽车线束卡扣塑件的注塑成型;在下模和上模完成合模后,第一束线座成型槽、第二束线座成型槽、第一束线活动扣件成型槽、第二束线活动扣件成型槽、第一倒扣盘成型槽、第二倒扣盘成型槽、第一连杆叶片成型槽、第二连杆叶片成型槽、各个第一叶片插槽和各个第二叶片插槽共同围成用于成型汽车线束卡扣塑件的塑件成型腔;随后,通过唧咀将注塑原料注入上模流道和下模流道中,再流入第一束线座成型槽、第二束线座成型槽、第一束线活动扣件成型槽、第二束线活动扣件成型槽、第一倒扣盘成型槽、第二倒扣盘成型槽、第一连杆叶片成型槽、第二连杆叶片成型槽、各个第一叶片插槽和各个第二叶片插槽中,成型出汽车线束卡扣塑件的束线座、束线活动扣件、倒扣盘、卡接连杆和各个倒扣卡接叶片,实现对汽车线束卡扣塑件的
注塑成型。
11.进一步优选方案中,所述第一束线座成型槽、第一束线活动扣件成型槽均设有至少一个所述的第一针孔,所述第二束线座成型槽、第二束线活动扣件成型槽均设有至少一个所述的第二针孔。
12.进一步优选方案中,所述第一倒扣卡接叶片成型槽设有至少一个所述的第一针孔,所述第二倒扣卡接叶片成型槽设有至少一个所述的第二针孔。
13.本实用新型与现有技术相比,具有如下优点:
14.这种注塑模具通过在下模与上模之间增设导向定位结构,构成下模与上模之间的二级导向,在合模过程中能够确保下模与上模实现精准配合,进一步避免合模抖动而导致下模与上模对位不准,大幅度提高合模的精度,有利于保证对注塑件的成型质量,有效延长注塑模具的使用寿命。
附图说明
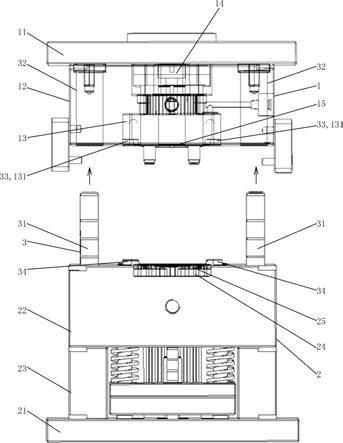
15.图1是本发明优选实施例注塑模具的结构示意图。
16.图2是图1所示注塑模具中上模的仰视图。
17.图3是图1所示注塑模具中下模的俯视图。
18.图4是汽车线束卡扣塑件的结构示意图。
具体实施方式
19.如图1-图4所示,这种合模精准的注塑模具,包括上模1、下模2和导向定位结构3,下模2设于上模1的正下方并与上模1相配合;导向定位结构3包括多个导向柱31、多个导向套32、设于上模1底面上的多个定位插槽33和设于下模2顶面上的多个定位插块34,各个导向柱31均安装在下模2上,各个导向套32均安装在上模1上并分别套接在相应的导向柱31上;定位插块34与定位插槽33的数量相同且一一对应,各个定位插块34分别与相应的定位插槽33插接配合。
20.在本实施例中,上模1包括上模座11、上模具12、上模仁13、唧咀14和多个上模镶件组15,上模具12安装在上模座11上,上模仁13、唧咀14均安装在上模具12上,上模镶件组15安装在上模仁13上,各个导向套32均安装在上模具12上,上模仁13底面的边沿部位设有多个向上凹陷的虎口131,虎口131与上模具12的内壁共同围成定位插槽33;下模2包括下模座21、下模具22、模脚23、下模仁24和多个下模镶件组25,下模具22通过模脚23安装在下模座21上,下模仁24安装在下模具22上,下模镶件组25安装在下模仁24上;各个导向柱31均安装在下模具22上,下模仁24的顶面上设有多个所述的定位插块34。上模1构成注塑模具的型腔部分,上模仁13和上模镶件组15用于成型产品上半部分胶位,流道在上模镶件组15及唧咀14上经过;下模2构成注塑模具的型芯部分,下模仁24、下模镶件组25用于成型产品下半部分,流道在下模镶件组25上经过。当注塑模具完成合模时,上模镶件组15与下模镶件组25相互配合并共同围成用于成型注塑件的注塑件成型腔;完成合模后,可通过唧咀14将注塑原料注入注塑件成型腔中进行注塑成型。
21.上模仁13、上模镶件组15、下模仁24、下模镶件组25的材质均采用预硬塑料模具钢assab 718,它具有优秀的机械性能、可加工性、高的淬透性、良好的电加工性能、皮纹加工
性和极佳的抛光性能,且特别适用于大批量生产的塑料模具,其出厂硬度为b290~310。
22.上模镶件组15与上模仁13之间通过多个第一定位销16连接;下模镶件组25与下模仁24之间通过多个第二定位销26连接。这样,可使上模镶件组15、下模镶件组25的定位更加精准。
23.上模镶件组15包括上模流道镶件151、上模叶片座镶件152和多个上模叶片镶件153;上模流道镶件151安装在上模仁13上,上模流道镶件151上开设有与唧咀14相通的上模流道1511,上模流道镶件151还开设有第一束线座成型槽1512和第一束线活动扣件成型槽1513,第一束线座成型槽1512与上模流道1511末端相通,第一束线活动扣件成型槽1513与第一束线座成型槽1512的一侧相通;上模叶片座镶件152安装在上模流道镶件151的边缘上,上模叶片座镶件152与上模流道镶件151之间的间隙构成第一倒扣盘成型槽154,第一倒扣盘成型槽154与第一束线座成型槽1512的另一侧相通;上模叶片座镶件152开设有第一连杆叶片成型槽1521和多个沿第一连杆叶片成型槽1521长度方向排列的第一叶片插槽1522,第一连杆叶片成型槽1521与第一倒扣盘成型槽154相通,各个上模叶片镶件153安装在相应的第一叶片插槽1522中,相邻两个上模叶片镶件153构成第一倒扣卡接叶片成型槽155;下模镶件组25包括下模流道镶件251、下模叶片座镶件252和多个下模叶片镶件253;下模流道镶件251安装在下模仁24上,下模流道镶件251上开设有下模流道2511,下模流道镶件251还开设有第二束线座成型槽2512、第二束线活动扣件成型槽2513,第二束线座成型槽2512与下模流道2511末端相通,第二束线活动扣件成型槽2513与第二束线座成型槽2512的一侧相通;下模叶片座镶件252安装在下模流道镶件251的边缘上,下模叶片座镶件252与下模流道镶件251之间的间隙构成第二倒扣盘成型槽254,第二倒扣盘成型槽254与第二束线座成型槽2512的另一侧相通;下模叶片座镶件252开设有第二连杆叶片成型槽2521和多个沿第二连杆叶片成型槽2521长度方向排列的第二叶片插槽2522,第二连杆叶片成型槽2521与第二倒扣盘成型槽254相通,各个下模叶片镶件253安装在相应的第二叶片插槽2522中,相邻两个下模叶片镶件253构成第二倒扣卡接叶片成型槽255;第一束线座成型槽1512、第一束线活动扣件成型槽1513均设有至少一个第一针孔101,第二束线座成型槽2512、第二束线活动扣件成型槽2513均设有至少一个第二针孔201;第一倒扣卡接叶片成型槽155设有至少一个第一针孔101,第二倒扣卡接叶片成型槽255设有至少一个第二针孔201。
24.下面简述一下本注塑模具的工作原理:
25.当注塑模具开始合模时,下模2与上模1相互靠近,通过各个导向柱31与各个导向套32之间的滑动配合,使下模2顶面与上模1底面准确、平稳地相互靠近,直至下模2上的各个定位插块34分别与下模2上相应的定位插槽33实现插接配合,最终实现分型面的准确闭合。上述注塑模具通过在下模2与上模1之间增设导向定位结构,构成下模2与上模1之间的二级导向,在合模过程中能够确保下模2与上模1实现精准配合,进一步避免合模抖动而导致下模2与上模1对位不准,大幅度提高合模的精度,有利于保证对注塑件的成型质量。
26.在下模2和上模1完成合模后,上模镶件组15与下模镶件组25相配合并共同围成用于成型汽车线束卡扣塑件50的塑件成型腔(塑件成型腔由第一束线座成型槽1512、第二束线座成型槽2512、第一束线活动扣件成型槽1513、第二束线活动扣件成型槽2513、第一倒扣盘成型槽154、第二倒扣盘成型槽254、第一连杆叶片成型槽1521、第二连杆叶片成型槽2521、各个第一叶片插槽1522和各个第二叶片插槽2522构成);随后,通过唧咀14将pa66注
塑材料注入上模流道1511和下模流道2511中,再流入第一束线座成型槽1512、第二束线座成型槽2512、第一束线活动扣件成型槽1513、第二束线活动扣件成型槽2513、第一倒扣盘成型槽154、第二倒扣盘成型槽254、第一连杆叶片成型槽1521、第二连杆叶片成型槽2521、各个第一叶片插槽1522和各个第二叶片插槽2522中,成型出汽车线束卡扣塑件50的束线座501、束线活动扣件502、倒扣盘503、卡接连杆504和多个倒扣卡接叶片505,实现对汽车线束卡扣塑件50的注塑成型。
27.此外,需要说明的是,本说明书中所描述的具体实施例,其各部分名称等可以不同,凡依本实用新型专利构思所述的构造、特征及原理所做的等效或简单变化,均包括于本实用新型专利的保护范围内。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离本实用新型的结构或者超越本权利要求书所定义的范围,均应属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1