用于处理塑料预成型件的设备和灭菌装置的制作方法
1.本实用新型涉及用于对容器、特别是塑料容器并且特别是塑料预成型件灭菌的设备。
背景技术:
2.在现有技术中使用这种塑料预成型件,以加温并随后成型为塑料容器,例如塑料瓶。
3.在此,从现有技术中已知用于对塑料预成型件灭菌的不同的处理方式。因此,例如已知的是:借助于辐射、即例如电子辐射或x射线辐射或 uv辐射对塑料预成型件进行灭菌。在另一设计中,用进行灭菌的物质、即例如过乙酸或过氧化氢对塑料预成型件进行处理。
4.为此目的,在现有技术中已知:将容器置于运输星形件上并且在运输星形件处在其运输期间加载灭菌介质。在此,在现有技术中,例如依次使用多个运输星形件。在此,通常设有第一运输星形件,在第一运输星形件处处理塑料预成型件,随第一运输星形件之后是另一运输星形件,另一运输星形件仅运输塑料预成型件,并且随另一运输星形件之后是又一运输星形件,在又一运输星形件处进行对塑料预成型件的运输和加载。该处理方式在技术上已经得到证明,但在容器处理设施内需要相对大量的空间。
技术实现要素:
5.因此,本实用新型所基于的目的是:减少用于这种设施的空间和/或结构空间。还应创建如下可能性:更有效地设计这种处理。
6.根据本实用新型的用于处理塑料预成型件的设备包括:用于加温塑料预成型件的加温装置,其中加温装置具有用于运输塑料预成型件的运输装置以及至少一个用于加温塑料预成型件的加热装置。此外,该设备包括在塑料预成型件的运输方向上设置在加温装置下游的、用于将塑料预成型件成型为塑料容器的成型装置,以及用于对塑料预成型件灭菌的灭菌装置。
7.根据本实用新型,灭菌装置具有至少一个第一灭菌单元,第一灭菌单元具有可转动的第一运输承载件和多个设置在第一运输承载件处的用于保持塑料预成型件的第一保持装置以及多个用于对塑料预成型件加载可流动介质的第一加载装置。
8.此外,灭菌装置具有第二灭菌单元,第二灭菌单元在塑料预成型件的运输方向上连接于第一灭菌装置,并且第二灭菌单元具有可转动的第二运输承载件和多个设置在第二运输承载件处的用于保持塑料预成型件的第二保持装置。此外,第二灭菌单元具有多个用于对塑料预成型件加载可流动介质的第二加载装置,其中塑料预成型件可以直接从第一灭菌单元转移到第二灭菌单元。
9.因此,在本实用新型的范围中提出:灭菌装置构造成,使得塑料预成型件可以直接从第一灭菌单元转移到第二灭菌单元。这尤其意味着:塑料预成型件例如从第一灭菌单元的第一保持装置直接转移到第二灭菌单元的第二保持装置,相反地,在现有技术中,塑料预
成型件首先从第一灭菌单元转移到运输装置并且又从运输装置转移到第二灭菌单元。
10.第一加载装置用以加载塑料预成型件的可流动介质优选地是灭菌和/ 或清洁介质。特别地,可流动介质是液体介质,并且特别是具有液态h2o2 的空气混合物或是h2o2工艺气体。然而,也可以使用过乙酸。
11.第二加载装置用以加载塑料预成型件的可流动介质优选地是灭菌和/ 或清洁介质。特别地,可流动介质是液体介质并且特别是过氧化氢或过乙酸。
12.在本实用新型的范围中涉及的是灭菌单元。然而,需要指出的是:除了灭菌单元之外或代替灭菌单元,还可以是清洁单元,清洁单元对塑料预成型件加载清洁介质。优选地是灭菌单元。在灭菌装置整体中,还可以为清洁装置,然而优选为灭菌装置。
13.在此可行的是:第一和第二灭菌单元对容器加载相同的灭菌介质和/ 或清洁介质。然而,也会可行的是:第一和第二灭菌单元对塑料预成型件加载相同的灭菌介质和/或清洁介质。
14.加温装置有利地是红外加温装置并且特别是红外炉。加温装置的加热元件或加热装置优选地以固定方式设置并且塑料预成型件被运输经过加热装置。然而,加温装置也可以是通过加载微波辐射加温塑料预成型件的微波炉。
15.此外,加温装置具有用于关于纵向方向转动塑料预成型件的转动装置。以这种方式,实现更均匀的加温。
16.在另一有利的实施方式中,成型装置是吹塑机,并且尤其是拉伸吹塑机。优选地,成型装置具有多个成型站,塑料预成型件被输入成型站中并且在那里借助于加压介质、特别是借助于吹塑空气、但是可能也借助于相应的饮料而被成型为容器。
17.在另一优选的实施方式中,成型装置具有多个杆状体(所谓的拉伸杆),杆状体可引入塑料预成型件中,以便将塑料预成型件沿纵向方向进行拉伸。成型装置的成型站优选地还具有所谓的吹塑喷嘴,吹塑喷嘴优选地可以贴靠塑料预成型件的嘴部,以便以这种方式将其膨胀。
18.用于保持塑料预成型件的上述保持装置特别是夹持夹,夹持夹将塑料预成型件保持在预设的区域中、例如保持在其的所谓的承载环的下方或上方。
19.在一个优选的实施方式中,塑料预成型件可以直接从第一灭菌单元的第一保持装置转移到第二灭菌单元的第二保持装置。
20.在本技术的范围中,灭菌装置被理解为用于对容器进行灭菌和/或清洁的整个装置。灭菌单元是这些装置的单个组合体,也就是说,尤其是运输星形件与设置在其处的保持装置和加载装置。
21.在一个优选的实施方式中,灭菌单元构成为处理星形件,即其优选具有可转动的承载件,保持装置和/或加载装置设置在承载件处。在此可行的是:灭菌装置设有专用的喷嘴,喷嘴用灭菌剂和尤其是用氧化氢填充和/ 或填注塑料预成型件的内部。
22.在另一有利的实施方式中,灭菌装置沿塑料预成型件的运输方向设置在加温装置和成型装置之间。这意味着:塑料预成型件首先在炉中被加温,并且然后在这种加温状态下被灭菌,并且然后还被成型、例如吹制为塑料容器。
23.还可以考虑的是:灭菌装置设置在加温装置之前,也就是说,塑料预成型件首先被灭菌并且然后被加温。
24.本实用新型还涉及一种用于对塑料容器并且尤其是塑料预成型件灭菌的灭菌装置,其中灭菌装置包括至少一个第一灭菌单元,第一灭菌单元具有可转动的第一运输承载件和多个设置在第一运输承载件处的用于保持塑料预成型件的第一保持装置以及多个用于对塑料预成型件加载可流动介质的第一加载装置,并且灭菌装置包括第二灭菌单元,第二灭菌单元在塑料预成型件的运输方向上连接于第一灭菌单元,并且第二灭菌单元具有可转动的第二运输承载件和多个设置在第二运输承载件处的用于保持塑料预成型件的第二保持装置以及多个用于对塑料预成型件加载可流动介质的第二加载装置。
25.根据本实用新型,塑料预成型件可以直接从第一灭菌单元转移到第二灭菌单元。
26.此外可行的是:设有可转动的第一承载件,保持装置设置在第一承载件处,以及可转动的第二承载件,加载装置设置在第二承载件处。两个可转动的承载件优选地可绕相同的旋转轴线转动。两个运输承载件优选地也彼此平行。
27.在另一优选的实施方式中,将一输送线路与每个加载装置相关联,输送线路将灭菌介质输送给加载装置。在另一有利的实施方式中,该设备包括分配装置,分配装置将灭菌介质分配到各个输送线路和/或各个加载装置上。
28.在另一有利的实施方式中,分配装置构成为旋转分配器,旋转分配器始于储库将灭菌介质分配给各个加载装置。
29.在一个优选的实施方式中,每个第一保持装置与刚好一个第一加载装置相关联和/或每个第二保持装置与刚好一个第二加载装置相关联。在此,保持装置优选地设置在加载装置下方。
30.在另一优选的实施方式中,第一加载装置因此围绕与第一保持装置相同的转动轴线运转。第二加载装置还优选地分别围绕与第二加载装置相同的转动轴线运转。
31.第一和/或第二灭菌单元优选地具有至少10个、优选地至少20个并且优选地至少30个加载装置和/或保持装置。在另一优选的实施方式中,第一和/或第二灭菌单元具有最多100个、优选最多90个并且优选最多80个加载装置和/或保持装置。
32.在另一优选的实施方式中,第一加载装置和/或第二加载装置设置在可转动的承载件处。在此,其可以是相同的可转动的承载件,保持装置也设置在该承载件处。然而,加载装置优选地设置在与保持装置不同的可转动的承载件中。
33.在另一优选的实施方式中,灭菌装置包括第三灭菌单元,第三灭菌单元具有可转动的第三运输承载件和多个设置在第三运输承载件处的、用于保持塑料预成型件的第三保持装置以及多个用于对塑料预成型件加载可流动的灭菌介质的第三加载装置。
34.优选地,所述第三灭菌单元连接于第二灭菌单元。特别优选地,塑料预成型件可以直接从第二灭菌单元转移到第三灭菌单元和/或更准确地从第二灭菌单元的第二保持装置转移到第三灭菌单元的第三保持装置。
35.在另一优选的实施方式中,第一加载装置关于塑料预成型件的纵向方向设置在第一位置中,并且第二加载装置关于塑料预成型件的纵向方向设置在第二位置中,并且优选地第一位置和第二位置不同或者是不同的。
36.第一和第二加载装置和/或第一和第二加载装置的组成部分因此优选地设置在不同的高度和位置处。以这种方式,第一和第二加载装置(特别是在塑料预成型件从第一灭菌单元转移到第二灭菌单元的转移区域中)不会彼此碰撞。因此,加载装置的元件优选地设置
在不同的高度处。
37.在另一优选的实施方式中,第三灭菌单元的第三加载装置和/或第三保持装置也设置在塑料预成型件的与第二灭菌单元的第二加载装置和/或第二保持装置不同的高度处(在纵向方向上)。
38.在另一优选的实施方式中,第一加载装置和/或第二加载装置和/或第三加载装置具有用于将灭菌剂分配到塑料预成型件/容器的嘴部区域上的分配元件,其中分配元件优选地具有比待灭菌的容器或塑料预成型件的嘴部横截面更大的横截面。
39.以这种方式,塑料预成型件尤其在其嘴部的区域中可以在内部和外部进行灭菌。尤其优选地,分配元件具有圆形横截面。在另一优选的实施方式中,分配元件钟状地构成(具有朝塑料预成型件的方向上的开口)。
40.在另一优选的实施方式中,分配元件具有偏转元件,以便将灭菌剂引入塑料预成型件的内部中。
41.在另一优选的实施方式中,第一加载装置和/或第二加载装置可以相对于待灭菌的塑料预成型件在塑料预成型件的纵向方向上移动。以这种方式可行的是:将加载装置例如引导得更靠近塑料预成型件的嘴部,以便因此更有效地设计灭菌剂的加载。在此,这可以通过沿塑料预成型件的纵向方向移动加载装置或也通过移动塑料预成型件本身来进行,此外,也可以考虑将这两种运动结合。
42.在另一优选的实施方式中,第一保持装置关于塑料预成型件的纵向方向设置在第一位置中,并且第二保持装置关于塑料预成型件的纵向方向设置在第二位置中,并且第一位置和第二位置不同。因此例如可行的是:塑料预成型件首先由其承载环下方的第一保持装置夹持,并且然后由承载环上方的第二保持装置夹持。
43.以这种方式也防止:造成保持装置的碰撞(在塑料预成型件的转移区域中。此外,第三保持装置(即第三灭菌单元的保持装置)优选地也相对于第二灭菌单元的第二保持装置设置在另一高度位置中。以这种方式也可以在第二保持装置和第三保持装置之间不造成碰撞。
44.此外,灭菌单元优选地具有至少一个阀装置并且优选地具有多个阀装置。优选地,将至少一个阀装置与每个加载装置相关联,使得可单独控制向每个单独的塑料预成型件输送可流动介质。在此,阀装置可以设置在加载装置的一区域中,但是也可以设置在其他区域中,例如设置在转动分配器附近。
45.在另一优选的实施方式中,灭菌装置具有洁净室,塑料预成型件在洁净室中被运输。在此,洁净室将塑料预成型件在其灭菌期间的运输路径相对于(未灭菌的)环境分隔。在此可行的是:所有灭菌单元都设置在洁净室内。然而,用于加温塑料预成型件的加温装置优选地设置在洁净室之外。
46.在此,洁净室可具有两个可相对于彼此移动的、对洁净室限界的壁部。
47.在另一优选的实施方式中,灭菌装置具有至少一个分度间距延迟装置 (teilungsverzugseinrichtung),比如尤其是分度间距延迟星形件,分度间距延迟星形件适合于且旨在:改变和尤其增加运输的塑料预成型件之间的分度间距。第一分度间距延迟装置优选地在塑料预成型件的运输方向上设置在第一灭菌单元之前。
48.在另一优选的实施方式中,该设备具有第二分度间距延迟装置并且优选地具有第
二分度间距延迟星形件,分度间距延迟星形件同样适合于且旨在:改变和尤其增加运输的塑料预成型件的分度间距。第二分度间距延迟装置优选地在塑料预成型件的运输方向上设置在最后的灭菌单元,例如第三灭菌单元之后。
49.本技术还涉及一种用于对塑料容器和尤其塑料预成型件进行灭菌的方法,其中借助于第一灭菌装置对塑料预成型件进行灭菌,第一灭菌装置具有至少一个第一灭菌单元,第一灭菌单元具有可转动的第一运输承载件和多个设置在第一运输承载件处的、保持塑料预成型件的第一保持装置以及对塑料预成型件加载可流动介质的多个第一加载装置。
50.此外,灭菌装置具有第二灭菌单元,第二灭菌单元在塑料预成型件通过第一灭菌单元灭菌之后对其进行灭菌,并且第二灭菌单元具有可转动的第二运输承载件和多个设置在第二运输承载件处的、保持塑料预成型件第二保持装置以及多个对塑料预成型件加载可流动介质的第二加载装置。
51.根据本实用新型,塑料预成型件直接从第一灭菌单元转移到第二灭菌单元。
52.因此,方法方面还提出:将塑料预成型件直接从第一灭菌单元或从第一灭菌单元的第一保持装置转移到第二灭菌单元的第二保持装置。
53.在一个优选的方法中,塑料预成型件首先在加温装置中加温。随后,优选地改变并且特别是增加塑料预成型件的分度间距。
54.然后,借助于第一灭菌单元对塑料预成型件进行灭菌,并且特别是用 h2o2工艺气体对其进行处理或加载。在此,塑料预成型件例如可以在其承载环下方被夹持。在另一步骤中,借助第二灭菌单元对塑料预成型件进行处理,这优选同样借助h2o2工艺气体进行。在此,塑料预成型件优选地在其承载环上方被夹持。
55.然后,优选地借助第三灭菌单元处理塑料预成型件,其中在此还又优选地用h2o2工艺气体进行处理。在此,塑料预成型件优选地又在其承载环下方被夹持。
56.随后,又借助于第二分度间距延迟装置进一步改变并且尤其进一步增加塑料预成型件的分度间距,特别以便在另一步骤中将塑料预成型件转移给成型装置,例如特别是拉伸吹塑机。
附图说明
57.从所附的附图中得出其他的优点和实施方式。
58.其中示出:
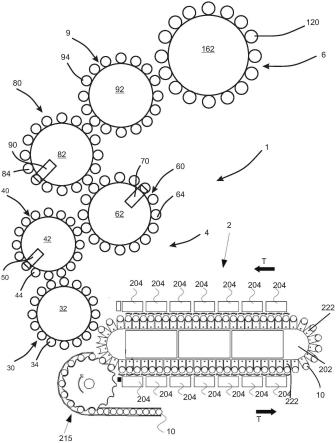
59.图1示出用于处理容器的设备的示意图;
60.图2示出灭菌单元的示意图;
61.图3示出加载装置的视图;
62.图4示出转移区域中的两个加载装置的截面图;
63.图5示出塑料预成型件从一个灭菌单元到另一灭菌单元的转移的另一视图。
具体实施方式
64.图1示出用于制造容器的设备1的视图。在此,首先借助于输送装置 215、例如单循环星形件将塑料预成型件10输送给整体用2表示的炉。炉 2具有多个加热装置204,加热装置沿着塑料预成型件的运输路径固定地设置。塑料预成型件10借助于运输装置202和保持
元件222被引导经过加热装置204并且在此被加温。
65.分度间距延迟星形件30形式的第一运输装置连接于所述加温装置2。分度间距延迟星形件增加各个塑料预成型件之间的分度间距、即各个塑料预成型件彼此间的间距。分度间距延迟星形件具有可转动的承载件,在承载件处设置有多个用于保持塑料预成型件的保持装置34。在此,保持装置优选地是可移动的,使得改变并且尤其扩大或增加塑料预成型件10之间的分度间距。分度间距延迟星形件在此优选已经设置在未示出的洁净室内,并且优选地也是灭菌模块的组成部分。塑料预成型件优选地由分度间距延迟星形件顺时针运输。
66.整体用4表示的灭菌装置连接于所述第一运输装置。在此,灭菌装置具有第一灭菌单元40。第一灭菌单元40具有可转动的第一承载件42,在第一承载件处设置有多个用于保持塑料预成型件的第一保持装置44。附加地,设有多个第一加载装置(整体用50表示),第一加载装置对塑料预成型件加载灭菌介质,比如过氧化氢。塑料预成型件优选地由第一灭菌单元 40逆时针运输。
67.第二灭菌单元60连接于第一灭菌单元40。第二灭菌单元60同样具有可转动的第二运输承载件62以及多个同样用于保持塑料预成型件的第二保持装置64。此外,第二灭菌单元60具有多个第二加载装置70(仅示出一个),第二加载装置同样对塑料预成型件加载(尤其可流动的)灭菌介质。塑料预成型件优选地由第二灭菌单元60顺时针运输。
68.第三灭菌单元80连接于第二灭菌单元60。第三灭菌单元同样具有第三运输承载件82以及多个设置在第三运输承载件82处的第三保持装置 84。此外,在此又设有多个第三加载装置90(仅示出一个),第三加载装置同样对塑料预成型件加载灭菌介质。塑料预成型件优选地由第三灭菌单元80逆时针运输。
69.优选地,呈第二分度间距延迟星形件9形式的另一运输装置9连接于第三灭菌单元80。第二分度间距延迟星形件同样具有可转动的承载件92,多个用于保持塑料预成型件的保持装置94设置在承载件处。第二分度间距延迟星形件同样增加塑料预成型件之间的分度间距。第二分度间距延迟星形件9在此同样还可以是灭菌装置4的组成部分并且还同样可以设置在洁净室(未示出)中。塑料预成型件优选由第二分度间距延迟星形件9顺时针运输。
70.成型装置6,比如尤其是拉伸吹塑机连接于灭菌装置4。成型装置同样具有运输承载件162以及还有多个成型站120,成型站分别将塑料预成型件——在此通过加载压缩空气——成型为塑料容器。
71.图2示出灭菌单元40、60、80的视图。灭菌单元在此可以基本上同样地构成。灭菌单元40、60、80在此具有多个加载装置50、70、90。将灭菌剂分别经由输送线路32输送给加载装置。附图标记34表示分配装置,例如转动分配器,转动分配器将灭菌介质分配到各个加载装置50、70、90。
72.附图标记51表示仅部分示出的运输星形件,将各个加载装置固定在运输星形件处。在此可行的是:运输星形件又固定在图1所示的承载件42、 62、82中,然而也可行的是:设有另外的单独的、尤其盘形的承载件,但是承载件在图2中未示出。
73.图3示出第一加载单元50。第一加载单元在连接件54中具有输送线路54,输送线路设置在连接件58处并且输送线路经由偏转装置56将灭菌介质输送给分配装置52。分配装置将灭菌介质引导至塑料预成型件的嘴部区域。
74.图4示出塑料预成型件10的示意图,塑料预成型件在转移区域中被引导,在转移区域中塑料预成型件从灭菌单元,例如第一灭菌单元40转移到另外的灭菌单元。在此,附图标记l涉及塑料预成型件的纵向方向。可识别的是:在纵向方向l上,两个加载装置50和70彼此错开地上下设置,使得加载装置不会相互碰撞。与两个灭菌单元相关联的保持装置44 和64也处于不同的高度(错开地设置),使得灭菌单元可以一方面在其承载环10a下方夹持并且另一方面在其承载环的上方夹持塑料预成型件10。以该方式,也不会造成保持装置的碰撞。
75.此外,加载装置50或70可以在运行中沿纵向方向l移位,但特别地在所示的转移区域之外的区域中移位。在此要考虑的是:在转移区域外设有两个加载装置中的仅一个以及两个保持装置中的仅一个。例如,为了将加载装置引向塑料预成型件,可以升高塑料预成型件10,或者相反地可以降低加载装置50或70。
76.图5示出塑料预成型件从一个灭菌单元到另一灭菌单元的转移的另一图示。在此,又示出两个承载件51,分别将加载装置50、70设置在承载件处。可识别的是:在转移区域中不造成加载装置之间的碰撞。
77.申请人保留要求保护在本技术文件中公开的特征作为本实用新型实质内容的权利,只要所述特征单独地或组合地相对于现有技术是新颖的。此外,需要指出的是,在各个附图中也描述了本身能够有利的特征。本领域技术人员应当直接地认识到,附图中描述的特定的特征在没有采用附图中其他特征的情况下也可以是有利的。此外,本领域技术人员认识到,通过更多在各个或不同附图中示出的特征的组合也能够获得优点。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1