一种提高扩散焊运水应用循环周期的注塑模具的制作方法
1.本实用新型涉及模具技术领域,具体为一种提高扩散焊运水应用循环周期的注塑模具。
背景技术:
2.模具的用途广泛可以用于制造大部分的零部件,而扩散焊模具这是将多个预制的模块零件焊接在一起,降低生产工艺的难度同时一定程度的加快模具生产,同时大部分的扩散焊注塑模具在生产时会在模具的内部加入运水机构,通过运水机构的设置加快形腔内工件的冷却速度从而加快成型速度,使用方便被大多数生产厂家所使用。
3.现有的扩散焊运水循环注塑模具通常是将运水机构放置于模具块的内部由扩散焊焊接呈一体,但模具块通常为损耗件使用过久后内部形腔和导向结构磨损严重从而需要进行更换,否则容易导致两个模具块之间的精度出现误差导致工件质量受到影响,而运水机构的使用寿命相较于模具而言更长,运水机构与模具块焊接固定导致在模具块磨损后要将运水机构一同更换,成本较高使用较为不便,且现有的扩散焊运水循环注塑模具由于运水机构的设置使形腔的底部通常结构密集,从而导致下料机构难以安装在模具块内,导致模具在下料时难以将工件取出,下料速度缓慢使用较为不便。
技术实现要素:
4.基于此,本实用新型的目的是提供一种提高扩散焊运水应用循环周期的注塑模具,以解决更换成本较高和不便下料的技术问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种提高扩散焊运水应用循环周期的注塑模具,包括模具块,所述模具块设置有两个,所述模具块的底部连接有底座,所述底座的一侧贯穿有运水管,所述运水管的两端分别连接有分流阀和合流阀,所述运水管的顶部连接有冷却头,所述底座的外表面和背部均设置有更换组件,所述模具块的内部下方连接有导热块,所述导热块的顶部设置有下料组件。
6.通过采用上述技术方案,下料组件通过模具块合并时插块进入插槽内驱动下料板向下移动将第一弹簧压缩,同时通过异形密封圈的设置增加结构密封性以避免工件溶液渗漏,更换组件通过旋转蜗杆使涡轮和蜗杆啮合驱动双向丝杆旋转,从而使两个限位块相互远离,当限位块上的斜坡与滑槽相接触时限位块受力缩回收纳盒内将第二弹簧压缩,之后直接将模具块和底座分离便可。
7.进一步的,所述下料组件包括分别开设于一个模具块顶部两侧的两个插槽和分别设置于另一个模具块底部两侧的两个插块,所述导热块的顶部设置有下料板,所述下料板的底部两侧均连接有第一弹簧,所述下料板的外表面连接有异形密封圈。
8.通过采用上述技术方案,在两个模具块合并时插块进入插槽内驱动下料板向下移动将第一弹簧压缩,同时通过异形密封圈的设置增加结构密封性以避免工件溶液渗漏,工件成型后通过两个模具块分离使插块从插槽中移出从而使第一弹簧失去压力驱动下料板
向上移动将工件顶出。
9.进一步的,所述更换组件包括分别连接于模具块外表面和背部的固定架,且所述底座的外表面和背部均连接有固定架,所述固定架的背部开设有固定槽,两个所述固定架之间设置有固定块,所述固定块的外表面贯穿有蜗杆,所述固定块的内部连接有双向丝杆,所述双向丝杆的外部套接有涡轮,所述双向丝杆的一侧连接有两个收纳盒,两个所述收纳盒的内部均连接有第二弹簧,两个所述第二弹簧的外表面均连接有限位块。
10.通过采用上述技术方案,在将模具块和底座拆卸时通过旋转蜗杆使涡轮和蜗杆啮合驱动双向丝杆旋转,从而使两个限位块相互远离,当限位块上的斜坡与滑槽相接触时限位块受力缩回收纳盒内将第二弹簧压缩,之后直接将模具块和底座分离便可。
11.进一步的,所述插块与插槽相适配,且所述下料板与模具块滑动连接。
12.通过采用上述技术方案,在两个模具块合并时插块进入插槽内驱动下料板向下移动将第一弹簧压缩,同时通过异形密封圈的设置增加结构密封性以避免工件溶液渗漏。
13.进一步的,所述固定块的一侧上方和一侧下方均开设有滑槽,且所述限位块的顶部呈斜坡状,所述限位块的顶部与滑槽相适配。
14.通过采用上述技术方案,在将模具块和底座拆卸时通过旋转蜗杆使涡轮和蜗杆啮合驱动双向丝杆旋转,从而使两个限位块相互远离,当限位块上的斜坡与滑槽相接触时限位块受力缩回收纳盒内将第二弹簧压缩。
15.进一步的,所述冷却头设置有多个,且多个所述冷却头呈矩形阵列状分布。
16.通过采用上述技术方案,通过运水机构的设置使冷却液进入冷却头内与形腔进行热交换工作,从而有效加快形腔内工件的冷却速度从而加快成型速度。
17.进一步的,两个所述限位块均与收纳盒滑动连接,且两个所述收纳盒均与双向丝杆螺纹连接。
18.通过采用上述技术方案,涡轮和蜗杆啮合驱动双向丝杆旋转,从而使两个限位块相互远离,当限位块上的斜坡与滑槽相接触时限位块受力缩回收纳盒内将第二弹簧压缩,之后直接将模具块和底座分离便可。
19.综上所述,本实用新型主要具有以下有益效果:
20.1、本实用新型通过固定块、双向丝杆、收纳盒、第二弹簧、限位块和固定槽,在将模具块和底座拆卸时通过旋转蜗杆使涡轮和蜗杆啮合驱动双向丝杆旋转,从而使两个限位块相互远离,当限位块上的斜坡与滑槽相接触时限位块受力缩回收纳盒内将第二弹簧压缩,之后直接将模具块和底座分离便可,模具块与底座两者可分离从而便于单独对模具块进行更换,以便于减少模具更换时所需的成本;
21.2、本实用新型通过插块、插槽、下料板、异形密封圈和第一弹簧,在两个模具块合并时插块进入插槽内驱动下料板向下移动将第一弹簧压缩,同时通过异形密封圈的设置增加结构密封性以避免工件溶液渗漏,工件成型后通过两个模具块分离使插块从插槽中移出从而使第一弹簧失去压力驱动下料板向上移动将工件顶出,方便快速下料。
附图说明
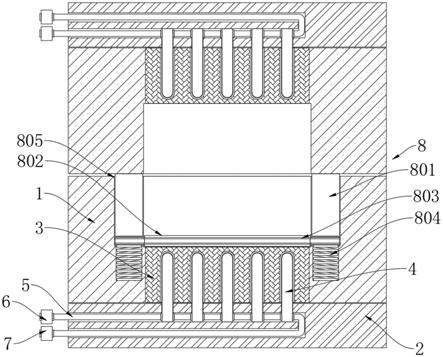
22.图1为本实用新型的剖面结构示意图;
23.图2为本实用新型的侧剖结构示意图;
24.图3为本实用新型的固定块侧剖结构示意图;
25.图4为本实用新型的收纳盒侧面结构示意图。
26.图中:1、模具块;2、底座;3、导热块;4、冷却头;5、运水管;6、分流阀;7、合流阀;8、下料组件;801、插块;802、下料板;803、异形密封圈;804、第一弹簧;805、插槽;9、更换组件;901、固定块;902、固定架;903、蜗杆;904、涡轮;905、双向丝杆;906、收纳盒;907、第二弹簧;908、限位块;909、固定槽。
具体实施方式
27.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。下面通过参考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
28.下面根据本实用新型的整体结构,对其实施例进行说明。
29.一种提高扩散焊运水应用循环周期的注塑模具,如图1和2所示,包括模具块1,模具块1设置有两个,模具块1的底部连接有底座2,底座2的一侧贯穿有运水管5,运水管5的两端分别连接有分流阀6和合流阀7,运水管5的顶部连接有冷却头4,底座2的外表面和背部均设置有更换组件9,模具块与底座两者可分离从而便于单独对模具块进行更换,以便于减少模具更换时所需的成本,模具块1的内部下方连接有导热块3,导热块3的顶部设置有下料组件8,方便快速下料,冷却头4设置有多个,且多个冷却头4呈矩形阵列状分布,有效加快工件冷却速度。
30.参阅图1和2,下料组件8包括分别开设于一个模具块1顶部两侧的两个插槽805和分别设置于另一个模具块1底部两侧的两个插块801,导热块3的顶部设置有下料板802,下料板802的底部两侧均连接有第一弹簧804,下料板802的外表面连接有异形密封圈803,插块801与插槽805相适配,且下料板802与模具块1滑动连接,方便快速下料。
31.参阅图2、3和4,更换组件9包括分别连接于模具块1外表面和背部的固定架902,且底座2的外表面和背部均连接有固定架902,固定架902的背部开设有固定槽909,两个固定架902之间设置有固定块901,固定块901的外表面贯穿有蜗杆903,固定块901的内部连接有双向丝杆905,双向丝杆905的外部套接有涡轮904,双向丝杆905的一侧连接有两个收纳盒906,两个收纳盒906的内部均连接有第二弹簧907,两个第二弹簧907的外表面均连接有限位块908,固定块901的一侧上方和一侧下方均开设有滑槽,且限位块908的顶部呈斜坡状,限位块908的顶部与滑槽相适配,两个限位块908均与收纳盒906滑动连接,且两个收纳盒906均与双向丝杆905螺纹连接,模具块与底座两者可分离从而便于单独对模具块进行更换,以便于减少模具更换时所需的成本。
32.本实施例的实施原理为:首先,在将模具块1和底座2拆卸时工作人员旋转蜗杆903使涡轮904和蜗杆903啮合驱动双向丝杆905旋转从而使两个限位块908相互远离,当限位块908上的斜坡与滑槽相接触时限位块908受力缩回收纳盒906内将第二弹簧907压缩,之后工作人员直接将模具块1和底座2分离便可,在将模具块1和底座2安装时工作人员先将两者合并,之后工作人员将固定块901放置于两个固定架902之间的位置,放置好固定块901后工作人员反方向旋转蜗杆903使涡轮904旋转从而使双向丝杆905反向旋转,双向丝杆905旋转后驱动两个收纳盒906相向移动,两个收纳盒906相向移动后使限位块908的位置与滑槽的位
置相对应从而使第二弹簧907失去压力驱动限位块908进入固定槽909内,之后通过双向丝杆905持续旋转使两个限位块908持续相向移动从而将两个固定架902拉拢,在两个模具块1生产工件合并时插块801进入插槽805内驱动下料板802向下移动将第一弹簧804压缩,同时通过异形密封圈803的设置增加结构密封性以避免工件溶液渗漏,工件成型两个模具块1分离后使插块801从插槽805中移出从而使第一弹簧804失去压力驱动下料板802向上移动将工件顶出,之后工作人员直接将工件拿起便可。
33.尽管已经示出和描述了本实用新型的实施例,但本具体实施例仅仅是对本实用新型的解释,其并不是对实用新型的限制,描述的具体特征、结构、材料或者特点可以在任何一个或多个实施例或示例中以合适的方式结合,本领域技术人员在阅读完本说明书后可在不脱离本实用新型的原理和宗旨的情况下,可以根据需要对实施例做出没有创造性贡献的修改、替换和变型等,但只要在本实用新型的权利要求范围内都受到专利法的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1