热流道结构的制作方法
1.本实用新型涉及热流道技术领域,特别涉及一种热流道结构。
背景技术:
2.对于热流道注塑模具,特别是多腔成型的热流道注塑模具,其不可避免的每一腔至少要有一个加热射嘴结构;热嘴通过发热管高温加热塑料熔化,使其能够注射到模具型腔内成型产品,而模具型腔又要快速冷却定型产品;在热嘴结构与模具型腔之间必须存在一些空间使熔化了的塑料能够注入产品腔内定型成为产品,在此空间内的塑料为已高温熔化且长期受高压,这就要求射嘴结构的热嘴套与模具型腔之间的配合必须长期非常紧密,才能使塑料在高温高压的情况下不致于漏胶到热嘴套外环的空间内(有发热管),造成非常糟糕的破坏,会损坏发热管且不能正常生产。
3.长期以来,为了保证不漏胶,热嘴套前端及外环与模具型腔注胶孔内侧做成零对零或者过盈的配合才能确保不漏胶;这样的设计在模具较新且装拆次数较少时,也相对有效,但当模具使用到一定的时候或此位置需要多次拆装过以后,因为热嘴套和模具型腔都是较硬的钢材做成,硬碰硬就会造成磨损或者缺损或者破裂,有损后就会造成漏胶,使生产不正常、模具寿命缩短、维修困难费用高等情况;特别对于多腔成型的瓶盖模具,长期以来一直存在着此痛点,没有很好的解决办法。因此目前需要研发出一种结构简单、易于拆装及不漏胶的热流道结构。
技术实现要素:
4.本实用新型所要解决的技术问题是克服现有技术的不足,提供了一种结构简单、易于拆装及不漏胶的热流道结构,利用了金属热胀冷缩差异化的原理,能够避免漏胶,提高了生产效率与品质,增加了模具的使用寿命,降低了维修保养成本,特别适用于多腔成型的瓶盖、提手模具。
5.本实用新型所采用的技术方案是:本实用新型包括模具,所述模具上设有腔室及模具型腔,所述腔室中设有注胶孔及加热热嘴结构,所述腔室通过所述注胶孔与所述模具型腔相连通,所述加热热嘴结构包括与所述注胶孔配合的热嘴,所述热嘴上套接有热嘴套,所述热嘴套上套接有密封环,所述密封环密封在所述热嘴套与所述腔室内壁之间,所述密封环的热膨胀系数大于所述热嘴套及所述腔室内壁的热膨胀系数。
6.进一步,所述密封环的材质为铜,所述热嘴套及所述模具内壁的材质均为钢。
7.进一步,所述密封环与所述热嘴套之间为间隙配合,所述密封环与所述腔室之间为间隙配合。
8.进一步,所述密封环的截面呈方形、圆形、t形、u形中的其中一种。
9.本实用新型的有益效果是:
10.相对于现有技术的不足,在本实用新型中,通过所述密封环的热膨胀系数大于所述热嘴套及所述腔室内壁的热膨胀系数的设置,使得所述密封环在非工作状态时能够易于
拆卸及不易磨损,且在工作状态时能够形成过盈的紧密配合,从而具有良好的密封效果而不会漏胶;当所述密封环使用至一定周期寿命时,能够易于更换所述密封环以进一步减少漏胶风险,使得本实用新型具有结构简单、易于拆装及不漏胶的优点。
11.进一步,由于铜的热膨胀系数大于钢的热膨胀系数,使得所述密封环具有良好的密封效果而不会漏胶,且铜质的所述密封环的硬度低于钢质的所述热嘴套及钢质的所述腔室内壁,使得所述密封环配合设置在所述热嘴套及所述腔室内壁之间时,能够避免损伤与所述热嘴套及所述腔室的接触面,从而起到较好的保护效果。
12.进一步,所述密封环与所述热嘴套之间为间隙配合以及所述密封环与所述腔室之间为间隙配合的设置使得所述密封环在常温下能够易于拆装。
附图说明
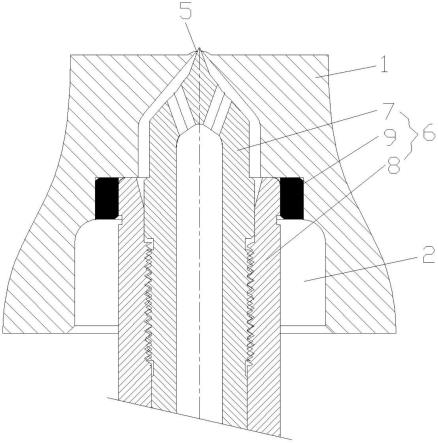
13.图1是本实用新型的剖视图;
14.图2是密封环的平面结构示意图。
15.附图标记如下:
16.1、模具;2、腔室;5、注胶孔;6、加热热嘴结构;7、热嘴;8、热嘴套;9、密封环。
具体实施方式
17.如图1至图2所示,在本实施例中,本实用新型包括模具1,所述模具1上设有腔室2及模具型腔,所述腔室2中设有注胶孔5及加热热嘴结构6,所述腔室2通过所述注胶孔5与所述模具型腔相连通,所述加热热嘴结构6包括与所述注胶孔5配合的热嘴7,所述热嘴7上套接有热嘴套8,所述热嘴套8上套接有密封环9,所述密封环9密封在所述热嘴套8与所述腔室2内壁之间,所述密封环9的热膨胀系数大于所述热嘴套8及所述腔室2内壁的热膨胀系数,例如所述热嘴套8及所述腔室2内壁均为钢质,或者所述密封环9为铜质或者热膨胀系数更高的材料制作而成。所述热嘴7为针阀式热嘴或尖嘴式热嘴。
18.相对于现有技术的不足,在本实用新型中,所述热嘴7通过注胶孔5朝所述模具型腔进行注胶,所述密封环9配置于阻隔热熔胶的外漏,在常温时,所述密封环9能够易于装配及拆取;在高温生产时,由于所述密封环9的热膨胀系数大于所述热嘴套8及所述腔室2内壁的热膨胀系数的设置,从而利用热胀冷缩的原理,使得所述密封环9的膨胀大于所述热嘴套8及所述腔室2内壁的膨胀,使所述密封环9能够在所述热嘴套8与所述腔室2的内壁之间形成过盈的紧密配合,达到非常好的密封效果,因此,通过所述密封环9的热膨胀系数大于所述热嘴套8及所述腔室2内壁的热膨胀系数的设置,使得所述密封环9在非工作状态时能够易于拆卸及不易磨损,且在工作状态时能够形成过盈的紧密配合,从而具有良好的密封效果而不会漏胶;当所述密封环9使用至一定周期寿命时,能够易于更换所述密封环9以进一步减少漏胶风险,使得本实用新型具有结构简单、易于拆装及不漏胶的优点。
19.在本实施例中,所述密封环9的材质为铜,所述热嘴套8及所述腔室2内壁的材质均为钢。由于铜的热膨胀系数大于钢的热膨胀系数,使得所述密封环9具有良好的密封效果而不会漏胶,且铜质的所述密封环9的硬度低于钢质的所述热嘴套8及钢质的所述腔室2内壁,使得所述密封环9配合设置在所述热嘴套8及所述腔室2内壁之间时,能够避免损伤与所述热嘴套8及所述腔室2的接触面,从而起到较好的保护效果。
20.在本实施例中,所述密封环9与所述热嘴套8之间为间隙配合,所述密封环9与所述腔室2之间为间隙配合。所述密封环9与所述热嘴套8之间为间隙配合以及所述密封环9与所述腔室2之间为间隙配合的设置使得所述密封环9在常温下能够易于拆装。
21.在本实施例中,所述密封环9的截面呈方形、圆形、t形、u形中的其中一种。
22.虽然本实用新型的实施例是以实际方案来描述的,但是并不构成对本实用新型含义的限制,对于本领域的技术人员,根据本说明书对其实施方案的修改及与其他方案的组合都是显而易见的。
技术特征:
1.一种热流道结构,其特征在于:其包括模具(1),所述模具(1)上设有腔室(2)及模具型腔,所述腔室(2)中设有注胶孔(5)及加热热嘴结构(6),所述腔室(2)通过所述注胶孔(5)与所述模具型腔相连通,所述加热热嘴结构(6)包括与所述注胶孔(5)配合的热嘴(7),所述热嘴(7)上套接有热嘴套(8),所述热嘴套(8)上套接有密封环(9),所述密封环(9)密封在所述热嘴套(8)与所述腔室(2)内壁之间,所述密封环(9)的热膨胀系数大于所述热嘴套(8)及所述腔室(2)内壁的热膨胀系数。2.根据权利要求1所述的热流道结构,其特征在于:所述密封环(9)的材质为铜,所述热嘴套(8)及所述模具(1)内壁的材质均为钢。3.根据权利要求1所述的热流道结构,其特征在于:所述密封环(9)与所述热嘴套(8)之间为间隙配合,所述密封环(9)与所述腔室(2)之间为间隙配合。4.根据权利要求1-3任一项所述的热流道结构,其特征在于:所述密封环(9)的截面呈方形、圆形、t形、u形中的其中一种。
技术总结
本实用新型公开了一种热流道结构,旨在提供一种结构简单、易于拆装及不漏胶的热流道结构。本实用新型包括模具,所述模具上设有腔室及模具型腔,所述腔室中设有注胶孔及加热热嘴结构,所述腔室通过所述注胶孔与所述模具型腔相连通,所述加热热嘴结构包括与所述注胶孔配合的热嘴,所述热嘴上套接有热嘴套,所述热嘴套上套接有密封环,所述密封环密封在所述热嘴套与所述腔室内壁之间,所述密封环的热膨胀系数大于所述热嘴套及所述腔室内壁的热膨胀系数。本实用新型应用于热流道的技术领域。本实用新型应用于热流道的技术领域。本实用新型应用于热流道的技术领域。
技术研发人员:傅少裘 伍华杰
受保护的技术使用者:珠海加林包装制品有限公司
技术研发日:2021.12.02
技术公布日:2022/6/9
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1