眼科透镜成形的制作方法
眼科透镜成形
1.相关申请的交叉引用
2.本技术要求以下申请的优先权:
3.halahmi等人于2020年3月31日提交的,标题为“shaping an ophthalmic lens”的第63/002,388号美国临时专利申请,以及
4.halahmi等人于2020年3月31日提交的,标题为“stress-release procedure for an ophthalmic lens”的第63/002,393号美国临时专利申请。
5.上面引用的两个美国临时申请均通过引用并入本文。
6.本发明的实施例的领域
7.本发明的一些应用总体上涉及眼科透镜(ophthalmic lenses)。特别地,一些应用涉及使眼科透镜成形。
8.背景
9.眼科透镜通常由非晶粘弹性聚合物(其表现出弹性和塑性两种性质)制成。在具有纯弹性性质的理论材料中,应变作为应力的响应立即表现出来。在具有纯塑性性质的理论材料中,应力引起的应变以相对于施加到材料上的应力的延迟(从几毫秒到几年)表现出来。与塑性相关的现象有蠕变(creep)(其中只要向塑性材料施加应力,应变就会连续地变化)和松弛(其中只要塑性材料保持在预定尺寸并具有内部预加载应力,应力就会下降)。
10.当理论上的纯塑性材料被以正弦方式变化的应力加载时,所产生的应变被检测到,但在一个延迟之后才检测到,这可以被表征为相移。现实世界中的材料通常是粘弹性的(viscoelastic),同时表现出塑性性质和弹性性质。粘弹性材料表现出相移,但比理论上纯塑性材料的相移要小。图1表明了这一点,图1示出了正弦应力-时间曲线和所得到的正弦应变-时间曲线,应变-时间曲线相对于应力-时间曲线发生相移。
11.粘弹性材料对向材料施加机械能的响应可以通过它的储能模量(storage module)(e’)和它的损耗模量(loss module)(e”)来表征,这两个模量都与温度有关。材料的储能模量是对其弹性行为的度量,即施加到材料上的机械能在沿着聚合物链的键拉伸中储存(以便在恢复过程中进行释放)的程度。损耗模量是对材料塑性行为的度量,即施加到材料上的机械能由于聚合物链之间的内部摩擦而损失的程度(这些能量没有被储存和随后释放)。另一参数(其也与温度有关并且被称为材料的损耗角正切(tan delta))测量在任何温度下损耗模量与储能模量的比。因此,材料的损耗角正切是材料耗散和尺寸不稳定的趋势的度量。如所述,通常,上述所有三个参数(即储能模量、损耗模量和损耗角正切)随着材料温度的变化而变化。上述这些参数是通过使用动态机械分析(也称为“dma分析”)对材料进行分析来确定的。
12.老花眼是一种逐渐影响大多数40岁以上人群的疾病。这种疾病会导致清晰地聚焦在近距离物体上的能力逐渐恶化。老花眼通常用多焦点眼镜、渐进眼镜(progressive eyeglasses)或隐形眼镜治疗,因为激光辅助的原位角膜磨镶术(keratomileusis)(即lasik)和其他类型的手术不适合治疗这种疾病。
13.矫正透镜用于眼镜中以矫正老花眼和其他调节障碍。许多患有老花眼的人还患有
近视眼(即近视)。针对这些人的基本解决方案是使用多焦点眼镜透镜。多焦点眼镜透镜包含两个或更多个透镜焦度,其中每个焦度适用于处于相应距离的物体。双焦点眼镜包含两个透镜焦度;三焦点眼镜包含三个透镜焦度。渐进眼镜透镜的特征在于增加透镜焦度的梯度。梯度从佩戴者的距离处方开始,并在透镜的下部达到最大附加焦度或全读数附加值。透镜中间的附加值通常在中间范围内实现清晰的视觉,例如阅读计算机屏幕上的文本。透镜表面上的渐进焦度梯度的长度取决于透镜的设计,其中最终的附加焦度通常在0.50屈光度和3.50屈光度之间。规定的附加值取决于患者的老花眼程度。
14.实施例的概述
15.根据本发明的一些应用,一个或更多个透镜由基础透镜和粘附到基础透镜的附加透镜制成。对于一些应用,附加透镜是渐进透镜,而基础透镜是单焦点矫正透镜(例如,远视矫正透镜),其中附加透镜的光学设计使得在粘附到基础透镜时,组合透镜成为匹配期望处方的渐进透镜。
16.如上文背景部分所述,粘弹性材料对向材料施加机械能的响应可以通过它的储能模量(e’)和它的损耗模量(e”)来表征。材料的储能模量是对其弹性行为的度量,即施加到材料上的机械能在沿着聚合物链的键拉伸中储存(以在恢复过程中释放)的程度。损耗模量是对材料塑性行为的度量,即施加到材料上的机械能由于聚合物链之间的内部摩擦而损失的程度(这些能量没有被储存和随后释放)。另一个参数,被称为材料的损耗角正切,测量损耗模量与储能模量的比。因此,材料的损耗角正切是材料耗散和尺寸不稳定的趋势的度量。通常,上述所有三个参数(即储能模量、损耗模量和损耗角正切)随着材料温度的变化而变化。上述这些参数是通过使用动态机械分析(也称为“dma分析”)对材料进行分析来确定的。
17.通常,附加透镜由非晶粘弹性聚合物制成,并且根据上文所述的需要,最初被形成为呈现给定的透镜光学设计(例如,当粘附到基础透镜时,基础透镜和附加透镜的组合形成渐进透镜)。例如,附加透镜最初可以使用诸如注射成型、注射压缩成型、压缩成型、冲压、3d打印和/或铸造的形成工艺来形成。为了将附加透镜粘附到基础透镜,通常期望附加透镜经历进一步的成形工艺,以使附加透镜的曲率符合基础透镜的曲率。特别地,粘附到基础透镜的附加透镜的表面需要被成形为基本符合该附加透镜所粘附到的基础透镜的表面。应当注意,在一些情况下,附加透镜的曲率被制成略大于基础透镜的曲率,以促进本文所述的粘附过程。此外,应当注意,在一些情况下,并且特别是如果附加透镜的曲率和基础透镜的曲率彼此相似,则不必在粘附步骤之前使附加透镜成形。然而,发明人已经发现,附加透镜和基础透镜的组合的很大一部分通常需要如本文所述的成形技术被持久地应用于附加透镜。当眼科处方包括具有相关联的柱面轴值的柱面时尤其如此,柱面倾向于对基础透镜的凹曲率产生影响。
18.注意,使附加透镜重新成形以使附加透镜的曲率符合基础透镜的曲率的替代方案是最初将附加透镜成形为使得附加透镜具有所期望的光学设计并且还被成形为符合基础透镜的形状。然而,这将极大地增加零售商或光学实验室需要储备的附加透镜的数量,因为有必要储备具有给定光学设计但具有不同曲率的附加透镜的单独库存单元,以便符合相应的不同形状的基础透镜。(如上所述,当眼科处方包括具有相关联的柱面轴值的柱面时尤其如此,柱面倾向于对基础透镜的凹曲率产生影响。)替代地,这将意味着附加透镜将不得不(基于患者的光学要求和基础透镜的选择)以定制的方式制造,在这种情况下,使用基础透
镜和附加透镜而不是使用传统制造技术制造渐进透镜的许多优点将会丧失。
19.由于透镜的预定子区域非常精确(在微米的厚度差水平上),透镜成形非常具有挑战性。以不受控制的方式使渐进透镜成形有破坏透镜的光学值的风险。期望的是,在附加透镜以上述方式成形之后,附加透镜不仅在重新成形并粘附到基础透镜之后将其在预定的、临床重要的子区域处的光学设计保持在iso标准之内,而且在透镜的预定的、临床重要的子区域保持大致相同的残余柱面量(residual cylinder quantities)。此外,通常,期望在透镜的预定子区域实现透镜保持(retention)其原始光学设计在公差内,而眼科透镜不保持显著的内应力(该类型的应力可能导致附加透镜破裂,或在附加透镜寿命期间经历应力开裂)。对于一些应用,通过应用本文所述的透镜成形工艺,当保持透镜光学设计并且不向透镜引入显著应力时(如上所述),附加透镜的曲率可以改变超过正/负1屈光度(例如,超过正/负2屈光度),和/或改变高达正/负4屈光度(例如,高达正/负3屈光度)。
20.本技术的发明人已经发现,如果附加透镜在损耗角正切大于0.8(或在一些情况下大于0.5或0.3)的温度下进行成形,这通常会对透镜光学设计造成不可逆的损害。这是因为当透镜在这样的温度下在应力下进行成形时,透镜的变形通常引起塑性变形,使得当透镜返回到环境温度时,具有透镜的光学设计的部件丢失,并且可能出现不想要的柱面。另一方面,发明人已经发现,如果附加透镜在损耗角正切低于0.2(并且在一些情况下低于0.5或低于0.3)的温度下进行成形,这允许附加透镜保持其透镜光学设计,但在透镜中留下内应力,这些应力后来可能发展成裂纹或透镜由于应力而失去透明度的区域。例如,透镜可能由于内应力与热循环、热冲击、机械冲击或环境应力(例如,由于化学清洁材料和/或身体分泌的流体)组合而形成裂纹。聚合物(特别是非晶聚合物)的缓慢裂解现象是众所周知的,而且由于脂肪(例如,人的脂肪或油脂,来自手部或面部)、油、清洁剂和肥皂在附加透镜的生命周期中可能与附加透镜接触而进一步加速。与在损耗角正切低于0.2(并且在一些情况下低于0.5或低于0.3)的温度下使附加透镜成形相关联的附加风险是附加透镜将倾向于恢复到其原始形状,这将导致附加透镜与基础透镜分离。
21.因此,根据本发明的一些应用,附加透镜在制造附加透镜的材料具有大于0.2和/或小于0.8的损耗角正切的温度下进行成形。对于一些应用,附加透镜在制造附加透镜的材料具有0.2-0.5或0.2-0.3的损耗角正切的温度下进行成形。替代地或附加地,附加透镜在制造附加透镜的材料具有0.3-0.8或0.5-0.8的损耗角正切的温度下进行成形。此外,通常,使附加透镜成形的温度比损耗角正切/温度曲线的峰值低至少5摄氏度(例如,至少10摄氏度)。通常,在上述损耗角正切范围内,材料保持其原始透镜光学设计,同时仅保持低残余应力。
22.因此,根据本发明的一些应用,提供了一种与基础眼镜透镜一起使用的方法,该方法包括:
23.由非晶粘弹性材料形成附加透镜,使得附加透镜具有光学设计;
24.通过以下步骤改变附加透镜的曲率,使得附加透镜的曲率符合基础眼镜透镜的曲率,而不导致附加透镜的光学设计的损失:
25.将附加透镜加热到非晶粘弹性材料的损耗角正切在0.2与0.8之间的温度;以及
26.当附加透镜处于非晶粘弹性材料的损耗角正切在0.2与0.8之间的所述温度时,使附加透镜成形为使得附加透镜的曲率符合基础眼镜透镜的曲率;以及
27.随后,将附加透镜粘附到基础眼镜透镜,附加透镜的光学设计使得在粘附到基础眼镜透镜时,被粘附的基础眼镜透镜和附加透镜提供具有期望的光学处方的组合透镜。
28.在一些应用中,加热附加透镜包括将附加透镜加热到非晶粘弹性材料的损耗角正切在0.2与0.8之间的温度,并且加热到比非晶粘弹性材料的损耗角正切处于其峰值的温度更低的温度。
29.在一些应用中,加热附加透镜包括将附加透镜加热到非晶粘弹性材料的损耗角正切在0.2与0.8之间的温度,并且加热到比非晶粘弹性材料的损耗角正切处于其峰值的温度低至少5摄氏度的温度。
30.在一些应用中,由非晶粘弹性材料形成附加透镜包括由非晶热塑性材料形成附加透镜。
31.在一些应用中,将附加透镜加热到非晶粘弹性材料的损耗角正切在0.2与0.8之间的温度包括促进附加透镜的成形,而该附加透镜不保持显著的内应力。
32.在一些应用中,基础眼镜透镜包括单焦点光学矫正透镜,并且将附加透镜粘附到基础眼镜透镜包括形成提供期望的光学处方的组合渐进透镜。
33.在一些应用中,使附加透镜成形包括,当附加透镜处于非晶粘弹性材料的损耗角正切在0.2与0.8之间的所述温度时,在0.1秒至1小时的时间段内使附加透镜成形。
34.在一些应用中,由非晶粘弹性材料形成附加透镜以使附加透镜具有光学设计包括:使用形成工艺来由非晶粘弹性材料形成附加透镜,该形成工艺选自由以下项组成的组:注射成型、注射压缩成型、压缩成型、冲压、3d打印、铸造及其任意组合。
35.在一些应用中,将附加透镜加热到非晶粘弹性材料的损耗角正切在0.2与0.8之间的温度包括将附加透镜加热到非晶粘弹性材料的损耗角正切在0.3与0.8之间的温度。
36.在一些应用中,将附加透镜加热到非晶粘弹性材料的损耗角正切在0.3与0.8之间的温度包括将附加透镜加热到非晶粘弹性材料的损耗角正切在0.5与0.8之间的温度。
37.在一些应用中,将附加透镜加热到非晶粘弹性材料的损耗角正切在0.2与0.8之间的温度包括将附加透镜加热到非晶粘弹性材料的损耗角正切在0.2与0.5之间的温度。
38.在一些应用中,将附加透镜加热到非晶粘弹性材料的损耗角正切在0.2与0.5之间的温度包括将附加透镜加热到非晶粘弹性材料的损耗角正切在0.2与0.3之间的温度。
39.在一些应用中,附加透镜涂覆有功能涂层,并且改变附加透镜的曲率使得附加透镜的曲率符合基础眼镜透镜的曲率包括:改变功能涂层的曲率而不导致功能涂层的功能的损失。
40.在一些应用中,改变功能涂层的曲率而不导致功能涂层的功能的损失包括改变功能涂层的曲率而不向附加透镜引入显著应力。
41.在一些应用中,改变功能涂层的曲率而不导致功能涂层的功能的损失包括改变功能涂层的曲率而不向功能涂层引入显著应力。
42.在一些应用中,将附加透镜加热到非晶粘弹性材料的损耗角正切在0.2与0.8之间的温度包括将附加透镜加热到制成功能涂层的材料的损耗角正切在0.2与0.8之间的温度。
43.在一些应用中,附加透镜涂覆有硬涂层,并且改变功能涂层的曲率而不导致功能涂层的功能的损失包括改变硬涂层的曲率而不向硬涂层引入显著应力。
44.在一些应用中,附加透镜涂覆有硬涂层,并且改变功能涂层的曲率而不导致功能
涂层的功能的损失包括改变硬涂层的曲率而不向附加透镜引入显著应力。
45.在一些应用中,附加透镜涂覆有硬涂层,并且改变功能涂层的曲率而不导致功能涂层的功能的损失包括改变硬涂层的曲率而不使硬涂层开裂。
46.在一些应用中,附加透镜涂覆有选自由以下项组成的组中的功能涂层:硬涂层、抗反射涂层、超疏水涂层、抗静电涂层、清洁涂层、蓝光滤光器、反射涂层、抗uv涂层、光致变色涂层、偏振涂层及其任意组合。
47.在一些应用中,使附加透镜成形包括,当附加透镜处于非晶粘弹性材料的损耗角正切在0.2与0.8之间的所述温度时,对附加透镜施加每平方厘米0.01-100kg的压力。
48.在一些应用中,使附加透镜成形包括,当附加透镜处于非晶粘弹性材料的损耗角正切在0.2与0.8之间的所述温度时,对附加透镜施加每平方厘米0.2-1kg的压力。
49.在一些应用中,使附加透镜成形使得附加透镜的曲率符合基础眼镜透镜的曲率包括:将附加透镜的曲率改变超过正/负2屈光度。
50.在一些应用中,使附加透镜成形使得附加透镜的曲率符合基础眼镜透镜的曲率包括将附加透镜的曲率改变高达正/负4屈光度。
51.在一些应用中,该方法还包括在将附加透镜粘附到基础眼镜透镜之后,对附加透镜施加热处理,以释放来自附加透镜的应力。
52.在一些应用中,该方法还包括在将附加透镜粘附到基础眼镜透镜之后,对组合透镜施加压力处理,以去除可能位于附加透镜与基础透镜之间的任何空置体积。
53.在一些应用中,该方法还包括,在将附加透镜粘附到基础眼镜透镜之后,对组合透镜施加压力处理,以去除可能设置在附加透镜与基础透镜之间的任何气泡。
54.在一些应用中,使附加透镜成形包括,当附加透镜处于非晶粘弹性材料的损耗角正切在0.2与0.8之间的所述温度时,使用由相对软的材料制成的压力施加表面将附加透镜压入模具中。
55.在一些应用中,当附加透镜处于非晶粘弹性材料的损耗角正切在0.2与0.8之间的所述温度时使附加透镜成形包括:经由压力施加表面直接加热附加透镜。
56.在一些应用中,压力施加表面包括垫,并且经由压力施加表面直接加热附加透镜包括使用设置在垫内的加热流体直接加热附加透镜。
57.在一些应用中,经由压力施加表面直接加热附加透镜包括经由耦合到压力施加表面的螺旋加热元件直接加热附加透镜。
58.在一些应用中,螺旋加热元件的相邻绕组之间的间隙从螺旋的中心向螺旋的外部减小。
59.在一些应用中,压力施加表面由硬度小于90肖氏a的材料制成。
60.在一些应用中,压力施加表面由硬度在20肖氏a与85肖氏a之间的材料制成。
61.根据本发明的一些应用,还提供了一种方法,该方法包括:
62.将第一透镜粘附到第二透镜,以形成具有给定光学设计的组合透镜,该粘附包括:
63.将第一透镜和第二透镜放置在对应的第一压力室和第二压力室中,其中在第一透镜与第二透镜之间设置有粘合剂层,第一压力室和第二压力室中的每一个内的压力是独立可控的;
64.使第一透镜的凸面与粘合剂层接触,使得第一透镜的凸面的中心区域最先接触粘
合剂层,并且第一透镜的凸面与粘合剂层之间的接触随后从第一透镜的凸面的中心区域向外辐射,直到第一透镜的凸面被粘合剂层覆盖;以及
65.使第二透镜的凹面与粘合剂层接触,使得第二透镜的凹面的中心区域最先接触粘合剂层,并且第二透镜的凹面与粘合剂层之间的接触随后从第二透镜的凹面的中心区域向外辐射,直到第二透镜的凹面被粘合剂层覆盖。
66.在一些应用中,该粘附还包括,当使第一透镜的凸面与粘合剂层接触时,将第一压力室内的压力降至低于环境压力。
67.在一些应用中,该粘附还包括,当使第二透镜的凹面与粘合剂层接触时,将第二压力室内的压力降至低于环境压力。
68.在一些应用中,使第一透镜的凸面与粘合剂层接触,使得第一透镜的凸面的中心区域首先接触粘合剂层包括:通过在第一压力室与第二压力室之间施加压力差,使粘合剂层形成面向第一透镜的凸面的凸曲线。
69.在一些应用中,使第二透镜的凹面与粘合剂层接触,使得第二透镜的凹面的中心区域首先接触粘合剂层包括:在第一透镜的凸面被粘合剂层覆盖之后,使第一透镜和粘合剂层与第二透镜朝向彼此移动,使得其上设置有粘合剂层的第一透镜的凸面的中心区域与第二透镜的凹面的中心区域接触,并且第一透镜的凸面的曲率大于第二透镜的凹面的曲率。
70.在一些应用中,该方法还包括使用选自由以下项组成的组中的至少一种技术来去除被困在第一透镜与粘合剂层之间的任何气泡:施加空气压力、施加机械压力、热压处理(autoclaving)及其任意组合。
71.在一些应用中,该方法还包括使用选自由以下项组成的组中的至少一种技术来去除被困在第二透镜与粘合剂层之间的任何气泡:施加空气压力、施加机械压力、热压处理及其任意组合。
72.在一些应用中,该方法还包括使用选自由以下项组成的组中的至少一种技术来去除位于第一透镜与粘合剂层之间的任何空置体积:施加空气压力、施加机械压力及其任意组合。
73.在一些应用中,该方法还包括使用选自由以下项组成的组中的至少一种技术来去除位于在第二透镜与粘合剂层之间的任何空置体积:施加空气压力、施加机械压力及其任意组合。
74.在一些应用中,粘合剂层的厚度在20微米与300微米之间。
75.在一些应用中,粘合剂层的厚度在50微米与200微米之间。
76.在一些应用中,该方法还包括,在粘附期间的一个或更多个阶段,加热选自由以下项组成的组中的至少一个元件:基础透镜、附加透镜、粘合剂层、第一压力室、第二压力室及其任意组合。
77.在一些应用中,加热至少一个元件包括将至少一个元件加热到在25摄氏度与75摄氏度之间的温度。
78.在一些应用中,加热至少一个元件包括加热至少一个元件持续0.1秒至1小时的时间段。
79.根据本发明的一些应用,还提供了一种装置,用于将具有至少一个凸面的第一透
镜粘附到具有至少一个凹面的第二透镜,以形成具有给定光学设计的组合透镜,该装置包括:
80.第一压力室和第二压力室,第一压力室被配置为容纳第一透镜,第二压力室被配置为容纳第二透镜,第一压力室和第二压力室中的每一个内的压力是独立可控的;
81.粘合剂层,该粘合剂层设置在第一压力室与第二压力室之间;
82.一个或更多个机械推动元件;以及
83.计算机处理器,该计算机处理器被配置为:
84.驱动机械推动元件中的一个,以使第一透镜的凸面与粘合剂层接触,使得第一透镜的凸面的中心区域最先接触粘合剂层,并且第一透镜的凸面与粘合剂层之间的接触随后从第一透镜的凸面的中心区域向外辐射,直到第一透镜的凸面被粘合剂层覆盖;以及
85.驱动机械推动元件中的一个,以使第二透镜的凹面与粘合剂层接触,使得第二透镜的凹面的中心区域最先接触粘合剂层,并且第二透镜的凹面与粘合剂层之间的接触随后从第二透镜的凹面的中心区域向外辐射,直到第二透镜的凹面被粘合剂层覆盖。
86.在一些应用中,计算机处理器被配置为,当驱动机械推动元件中的一个以使第一透镜的凸面与粘合剂层接触时,将第一压力室内的压力降至低于环境压力。
87.在一些应用中,计算机处理器被配置为,当驱动机械推动元件中的一个以使第二透镜的凹面与粘合剂层接触时,将第二压力室内的压力降至低于环境压力。
88.在一些应用中,计算机处理器被配置为,通过在第一压力室与第二压力室之间施加压力差来使粘合剂层形成面向第一透镜的凸面的凸曲线。
89.在一些应用中,该装置与第一透镜和第二透镜一起使用,第一透镜和第二透镜被成形为使得第一透镜的凸面的曲率大于第二透镜的凹面的曲率,并且计算机处理器被配置为,在第一透镜的凸面被粘合剂层覆盖之后,使第一透镜和粘合剂层与第二透镜朝向彼此移动,使得其上设置有粘合剂层的第一透镜的凸面的中心区域与第二透镜的凹面的中心区域接触。
90.在一些应用中,计算机处理器被配置为,通过在第一压力室内施加空气压力来去除被困在第一透镜与粘合剂层之间的任何气泡以及被设置在第一透镜与粘合剂层之间的任何空置体积。
91.在一些应用中,计算机处理器被配置为,通过在第二压力室内施加空气压力来去除被困在第二透镜与粘合剂层之间的任何气泡以及被设置在第二透镜与粘合剂层之间的任何空置体积。
92.在一些应用中,一个或更多个机械推动元件被配置为,通过施加机械压力来去除被困在第一透镜与粘合剂层之间的任何气泡以及被设置在第一透镜与粘合剂层之间的任何空置体积。
93.在一些应用中,一个或更多个机械推动元件被配置为,通过施加机械压力来去除被困在第二透镜与粘合剂层之间的任何气泡以及被设置在第二透镜与粘合剂层之间的任何空置体积。
94.在一些应用中,该装置还包括加热室和/或压力室,加热室和/或压力室被配置为去除被困在附加透镜与粘合剂层之间的任何气泡、被困在第二透镜与粘合剂层之间的任何气泡、被设置在第一透镜与粘合剂层之间的任何空置体积、以及被设置在第二透镜与粘合
剂层之间的任何空置体积。
95.在一些应用中,粘合剂层的厚度在20微米与300微米之间。
96.在一些应用中,粘合剂层的厚度在50微米与200微米之间。
97.在一些应用中,该装置还包括加热部件,加热部件被配置为在粘附期间的一个或更多个阶段加热选自由以下项组成的组中的至少一个元件:基础透镜、附加透镜、粘合剂层、第一压力室、第二压力室及其任意组合。
98.在一些应用中,加热部件被配置为将至少一个元件加热到在25摄氏度与75摄氏度之间的温度。
99.在一些应用中,加热部件被配置为加热至少一个元件持续0.1秒至1小时的时间段。
100.在一些应用中,机械推动元件中的至少一个由硬度小于90肖氏a的材料制成。
101.在一些应用中,机械推动元件中的至少一个由硬度在20肖氏a与85肖氏a之间的材料制成。
102.根据以下结合附图的对本发明的实施例的详细描述,本发明将得到更充分地理解,在附图中:
103.附图简述
104.图1是示出由正弦载荷加载并以延迟的正弦位移进行响应的粘弹性材料的应力-时间曲线和应变-时间曲线的曲线图,如在现有技术中已知的和上文在背景部分中所描述的;
105.图2是根据本发明的一些应用的一副眼镜的示意图,该眼镜包含一个或更多个透镜,该一个或更多个透镜由基础透镜和粘附到基础透镜的附加透镜组成;
106.图3a和图3b是根据本发明的一些应用的,示出制造附加透镜的相应典型材料的储能模量、损耗模量和损耗角正切随温度变化的曲线图;
107.图4是根据本发明的一些应用的,概括通常执行的步骤的流程图;
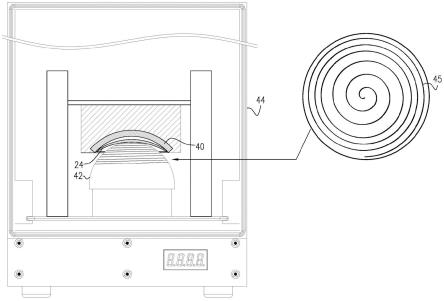
108.图5和图6是根据本发明的一些应用的用于在透镜被加热到给定温度时使透镜成形的装置的示意图;
109.图7a、图7b、图7c和图7d是根据本发明的一些应用的用于将附加透镜粘附到基础透镜的粘附过程的各个步骤的示意图;
110.图8是根据本发明的一些应用的室的示意图,该室用于在附加透镜和基础透镜彼此粘附之后向组合的附加透镜和基础透镜施加热和/或压力;以及
111.图9a和图9b是演示如何在根据本发明的一些应用制造的透镜上执行公差测量的曲线图。
具体实施方式
112.现参考图2,图2是根据本发明的一些应用的一副眼镜18的示意图,该眼镜18包括眼镜架21内的一个或更多个组合透镜20,组合透镜由基础透镜22和粘附到基础透镜的附加透镜24组成。对于一些应用,组合透镜20是渐进透镜,其中基础透镜22是单焦点矫正透镜(例如,远视矫正透镜),并且附加透镜24的光学设计使得在粘附到基础透镜22时,组合透镜20成为匹配期望的处方的渐进透镜。通常,附加透镜24耦合到基础透镜22的内表面(即,当
组合透镜20被合并到由用户佩戴的眼镜中时,基础透镜22的更靠近用户眼睛的表面,并且该表面通常是凹的)。替代地,附加透镜24耦合到基础透镜22的外表面(即,当组合透镜20被合并到由用户佩戴的眼镜中时,基础透镜22的离用户眼睛更远的表面,并且该表面通常是凸的)。注意到,在图1的放大部分中,在附加透镜的外缘与眼镜架21之间示出了间隙。通常,这种间隙实际上不存在,并且出于说明目的,这种间隙仅在图1中示出,以便示出附加透镜24和基础透镜22。
113.尽管参考上面的示例描述了本发明的一些应用(其中,基础透镜22是单焦点矫正透镜(例如,远视矫正透镜),并且附加透镜24的光学设计使得在粘附到基础透镜22时,组合透镜20成为匹配期望的处方的渐进透镜),但本技术的范围包括将本文描述的透镜成形技术应用于基础透镜22和附加透镜24的其他组合。例如,本文描述的透镜成形技术可以应用于提供特定光学功能(例如,偏振、单焦点附加处方等)的附加透镜,并且该附加透镜被配置为粘附到具有渐进特性的基础透镜。替代地,本文描述的透镜成形技术应用于附加透镜,该附加透镜被配置为附加到具有非光学矫正特性的基础透镜(例如,安全护目镜或游泳护目镜的透镜)。对于一些应用,本文描述的透镜成形技术应用于涂覆有功能涂层(例如下文描述的功能涂层中的任何一个)的平面(plano)附加透镜。替代地,本文描述的透镜成形技术应用于提供光学功能(例如,单焦点光学矫正功能、渐进光学矫正功能等)的附加透镜,并且该附加透镜被配置为粘附到提供防晒保护(例如,uv保护和/或偏振)的基础透镜。此外,尽管本文参考附加透镜描述了透镜成形技术的一些应用,但本技术的范围包括将本文描述的成形工艺应用于具有透镜设计的任何眼科透镜。如下文进一步详细描述的,通常,本文描述的技术被配置为促进眼科透镜的重新成形,使得透镜不仅在被重新成形并粘附到基础透镜22之后,将其在预定的、临床重要子区域处的光学设计保持在iso标准之内,而且在透镜的预定的临床重要子区域保持大致相同的残余柱面量。此外,通常,在透镜的预定的子区域实现透镜保持其原始光学设计在公差内,而不使眼科透镜保持显著的内应力(该类型的应力可能导致附加透镜破裂,或在附加透镜寿命期间经历应力开裂)。下面参考图5a和图5b描述进一步的细节,该细节与在透镜的预定的子区域,透镜保持其原始光学设计在公差内有关。
114.现在参考图3a和图3b,根据本发明的一些应用,图3a和图3b是示出制造附加透镜24的典型材料的储能模量(曲线30)、损耗模量(曲线32)和损耗角正切(曲线34)随温度的变化的曲线图。通常,附加透镜24由非晶粘弹性聚合物(例如,非晶热塑性聚合物)制成,其表现出弹性性质和塑性性质。进一步地,通常,附加透镜由均聚物和共聚物的聚甲基丙烯酸甲酯(pmma)基团的聚合物(例如,冲击改性的pmma聚合物)制成。更进一步地,通常,选择制造附加透镜的材料,使得在组合透镜20的使用期间附加透镜可能暴露到的整个环境温度范围内,附加透镜保持其光学设计。因此,通常,材料是在-10摄氏度至60摄氏度的温度范围内不发生形状变化或开裂的材料。
115.图3a中所示的曲线是在聚甲基丙烯酸甲酯(pmma)上,根据astm编号d 5023(塑料的标准试验方法:动态机械性能:弯曲(三点弯曲)),使用动态机械分析(也称为“dma分析”)测量的,其中使用tga q800 ta仪器在0-200℃的温度范围内进行分析。对于一些应用,附加透镜由聚碳酸酯聚合物制成。图3b中所示的曲线也是在聚碳酸酯透镜上,根据astm编号d 5023(塑料的标准试验方法:动态机械性能:弯曲(三点弯曲)),使用动态机械分析测量的,其中使用tgaq800 ta仪器在0-200℃的温度范围内进行分析。
116.图3a和图3b所示曲线的形状是用于根据本发明的一些应用所使用的非晶粘弹性聚合物的特定示例。然而,本技术的范围包括使用任何非晶粘弹性聚合物(例如,任何非晶热塑性聚合物,和/或任何pmma聚合物、聚碳酸酯聚合物、聚氨酯和/或环烯烃聚合物),并应用本文描述的透镜成形技术。使用的其它聚合物具有与图3a和图3b所示曲线不同的储能模量曲线、损耗模量曲线和损耗角正切曲线。然而,参考图3a和图3b描述的一般原理适用于其他非晶粘弹性聚合物。因此,本文描述的透镜成形技术的一般原理通常应用于其他非晶粘弹性聚合物,但针对这些材料使用适当的温度。
117.如上文背景部分所述,粘弹性材料对向材料施加机械能的响应可以通过它的储能模量(e’)和它的损耗模量(e”)来表征。材料的储能模量是对其弹性行为的度量,即施加到材料上的机械能在沿着聚合物链的键拉伸中储存(以便在恢复过程中释放)的程度。损耗模量是对材料塑性行为的度量,即施加到材料上的机械能由于聚合物链之间的内部摩擦而损失的程度(这些能量没有被储存和随后释放)。另一个参数(其被称为材料的损耗角正切)测量在任何温度下损耗模量与储能模量的比。因此,材料的损耗角正切是材料耗散和尺寸不稳定的趋势的度量。通常,上述所有三个参数(即储能模量、损耗模量和损耗角正切)随着材料温度的变化而变化,如图3a的曲线30、曲线32和曲线34所示。如上所述,上述这些参数是通过使用动态机械分析(也称为“dma分析”)对材料进行分析来确定的。
118.通常,根据上文描述的需要,附加透镜24最初被形成为呈现给定的透镜光学设计(例如,使得在粘附到基础透镜22时,基础透镜和附加透镜的组合形成渐进透镜)。例如,附加透镜最初可以使用诸如注射成型、注射压缩成型、压缩成型、冲压、3d打印和/或铸造的形成工艺来形成。为了将附加透镜24粘附到基础透镜22,通常期望附加透镜经历进一步的成形工艺,以使其曲率符合基础透镜的曲率。特别地,粘附到基础透镜的附加透镜的表面需要被成形为符合该附加透镜的表面粘附到的基础透镜的表面。注意到,在一些情况下,附加透镜的曲率被制成略大于基础透镜的曲率,以便于下文参考图7a-图7d描述的粘附过程。此外,注意到,在一些情况下,并且特别是如果附加透镜的曲率和基础透镜的曲率彼此相似,则不必在粘附步骤之前使附加透镜成形。然而,发明人已经发现,附加透镜和基础透镜的组合的很大一部分通常需要如本文所述的成形技术被持久地应用于附加透镜。当眼科处方包括具有相关联的柱面轴值的柱面时,尤其如此,柱面倾向于对基础透镜的凹曲率产生影响。
119.使附加透镜重新成形以使附加透镜的曲率符合基础透镜的曲率的替代方案是最初将附加透镜成形为使该附加透镜具有所期望的光学设计并且还被成形为符合基础透镜的形状。然而,这将极大地增加零售商或光学实验室需要储备的附加透镜的数量,因为有必要储备具有给定光学设计但具有不同曲率的附加透镜的单独库存单元,以便符合相应的不同形状的基础透镜。(如上所述,当眼科处方包括具有相关联的柱面轴值的柱面时尤其如此,柱面倾向于对基础透镜的凹曲率产生影响。)替代地,这将意味着附加透镜将不得不(基于患者的光学要求和基础透镜的选择)以定制的方式制造,在这种情况下,使用基础透镜和附加透镜而不是使用传统制造技术制造渐进透镜的许多优点将会丧失。
120.由于透镜的预定的子区域非常精确(在微米的厚度差水平上),透镜成形是非常具有挑战性的。以不受控制的方式使渐进透镜成形有破坏透镜光学值的风险。期望的是,在附加透镜以上述方式成形之后,附加透镜不仅在重新成形并粘附到基础透镜22之后将其在预定的、临床重要子区域处的光学设计保持在iso标准之内,而且在透镜的预定的、临床重要
子区域保持大致相同的残余柱面量。此外,通常,期望在透镜的预定的子区域实现透镜保持其原始光学设计在公差内,而眼科透镜不保持显著的内应力(该类型的应力可能导致附加透镜破裂,或在附加透镜寿命期间经历应力开裂)。(附加透镜在透镜的预定的子区域应保持其原始光学设计的公差水平的细节将在下文中参考图9a-图9b进行更详细的描述。)基于上述考虑,在附加透镜的初始形成之后,将如本文所述的透镜成形工艺通常地应用于附加透镜24。
121.对于一些应用,通过应用本文所述的透镜成形工艺,在保持透镜光学设计并且不在透镜中引入显著应力的情况下(如上所述),附加透镜的曲率可以改变超过正/负1屈光度(例如,超过正/负2屈光度),和/或高达正/负4屈光度(例如,高达正/负3屈光度)。
122.再次参考图3a和图3b,如上所述,曲线30示出了储能模量随温度的变化,并且曲线32示出了损耗模量随温度的变化。再次注意到,如图3a和图3b中所示的曲线对应于可以制造附加透镜的材料的特定示例的储能模量、损耗模量和损耗角正切。然而,参考图3a和图3b所描述的一般原理通常适用于可以制造附加透镜的任何非晶粘弹性聚合物。
123.如上所述,损耗角正切是损耗模量与储能模量之间的比。首先参考图3a,曲线34示出了损耗角正切随温度的变化,其在达到峰值之前急剧上升,并且然后急剧下降。类似地,参考图3b,可以观察到曲线34(其示出了损耗角正切随温度的变化)在达到峰值之前急剧上升,并且然后急剧下降。如图所示,通常用于附加透镜的材料在它们的损耗角正切/温度曲线中通常只有一个峰值。
124.本技术的发明人已经发现,如果附加透镜24在损耗角正切大于0.8(或在一些情况下大于0.5或0.3)的温度下进行成形,这通常会对透镜光学设计造成不可逆的损害。这是因为当透镜在这样的温度下在应力下进行成形时,透镜的变形通常引起塑性变形,使得当透镜返回到环境温度时,具有透镜的光学设计的部件丢失,并且可能出现不想要的柱面。另一方面,发明人已经发现,如果附加透镜24在损耗角正切低于0.2(并且在一些情况下低于0.3或0.5)的温度下进行成形,这允许附加透镜保持其透镜光学设计,但在透镜中留下内应力,这些内应力后来可能发展成裂纹或透镜由于应力而失去透明度的区域。例如,透镜可能由于内应力与热循环、热冲击、机械冲击或环境应力(例如,由于化学清洁材料和/或身体分泌的流体)组合而形成裂纹。聚合物(特别是非晶聚合物)的缓慢裂解现象是众所周知的,而且由于脂肪(例如,人的脂肪或油脂,来自手部或面部)、油、清洁剂和肥皂在附加透镜的生命周期中可能与之接触而进一步加速。与在损耗角正切低于0.2(并且在一些情况下低于0.5或低于0.3)的温度下使附加透镜成形相关联的附加风险是附加透镜将倾向于恢复到其原始形状,这将导致附加透镜与基础透镜分离。
125.因此,根据本发明的一些应用,附加透镜24在制造附加透镜的材料具有大于0.2和/或小于0.8的损耗角正切的温度下进行成形。对于一些应用,附加透镜在制造附加透镜的材料具有0.2-0.5或0.2-0.3的损耗角正切的温度下进行成形。替代地或附加地,附加透镜在制造附加透镜的材料具有0.3-0.8或0.5-0.8的损耗角正切的温度下进行成形。
126.注意到,材料的损耗角正切通常在损耗角正切/温度曲线的急剧上升部分和损耗角正切/温度曲线的急剧下降部分内的上述范围内。该材料通常被加热到该材料的损耗角正切/温度在损耗角正切/温度曲线的上升部分内的上述范围内的温度,即低于损耗角正切/温度曲线首次通过0.8(例如,首次通过0.5或首次通过0.3)的温度。换句话说,附加透镜
24通常在以下温度下进行成形:(a)低于制造附加透镜的材料的损耗角正切/温度曲线的峰值的温度;(b)制造附加透镜的材料的损耗角正切大于0.2和/或小于0.8(例如,0.2-0.8、0.2-0.5、0.2-0.3、0.3-0.8或0.5-0.8)的温度。通常,在上述损耗角正切范围内,材料保持其原始透镜光学设计,同时仅保持低残余应力。
127.对于一些应用,附加透镜被加热到上述范围内的温度,该温度另外比制造附加透镜的材料的损耗角正切/温度曲线的峰值低至少5摄氏度(例如,至少10摄氏度)。换句话说,附加透镜24通常在以下温度下进行成形:(a)比制造附加透镜的材料的损耗角正切/温度曲线的峰值低至少5摄氏度(例如,至少10摄氏度)的温度,以及(b)制造附加透镜的材料的损耗角正切大于0.2和/或小于0.8(例如,0.2-0.8、0.2-0.5、0.2-0.3、0.3-0.8或0.5-0.8)的温度。通常,在上述损耗角正切范围内,材料保持其原始透镜光学设计,同时仅保持低残余应力。
128.注意到,虽然附加透镜被加热到的温度受到上述限制的约束,但在损耗角正切/温度曲线的峰值处损耗角正切的实际值不是约束。换句话说,附加透镜通常被加热到制造附加透镜的材料具有大于0.2和/或小于0.8的损耗角正切的温度,而与损耗角正切/温度曲线峰值处的损耗角正切的值无关。
129.现在参考图4,图4是根据本发明的一些应用概括为了组合附加透镜24和基础透镜22(例如,两者都在图2中示出)而通常执行的步骤的流程图。
130.在第一步骤60中,根据上文描述的需要,形成附加透镜24,以呈现给定的透镜光学设计(例如,使得在粘附到基础透镜22时,基础透镜和附加透镜的组合形成渐进透镜)。例如,附加透镜最初可以使用诸如注射成型、注射压缩成型、压缩成型、冲压、3d打印和/或铸造的形成工艺来形成。
131.在第二步骤62中,通过在一定时间段内对附加透镜施加压力(如下文更详细地描述),使得附加透镜的曲率符合基础透镜22的曲率,从而使附加透镜重新成形。通常,在此步骤期间,附加透镜被加热到如上所述的温度。也就是说,通常,在该步骤期间,将附加透镜加热到使制造附加透镜的材料具有大于0.2和/或小于0.8(例如,0.2-0.8、0.2-0.5、0.2-0.3、0.3-0.8或0.5-0.8)的损耗角正切的温度。进一步地,通常,在该步骤期间,将附加透镜加热到以下温度(a):低于制造附加透镜的材料的损耗角正切/温度曲线的峰值的温度,以及(b)制造附加透镜的材料的损耗角正切大于0.2和/或小于0.8(例如,0.2-0.8、0.2-0.5、0.2-0.3、0.3-0.8或0.5-0.8)的温度。更进一步地,通常,在该步骤期间,将附加透镜加热到以下温度:(a)比制造附加透镜的材料的损耗角正切/温度曲线的峰值低至少5摄氏度(例如,至少10摄氏度)的温度,以及(b)制造附加透镜的材料的损耗角正切大于0.2和/或小于0.8(例如,0.2-0.8、0.2-0.5、0.2-0.3、0.3-0.8或0.5-0.8)的温度。如上所述,在上述损耗角正切范围内,制造附加透镜的材料通常保持其原始透镜光学设计,同时仅保持低残余应力。
132.下面参考图5和图6进一步详细描述步骤62。对于一些应用,当附加透镜被加热到上述温度范围时,附加透镜被压入模具40(例如,模子,如图5和图6所示)中,例如,使用压力施加元件42(也如图5和图6所示)压入,该压力施加元件通常由软材料制成。对于一些应用,基础透镜22本身被用作模具。对于一些应用,模具和压力施加元件设置在炉44(也在图5和图6中示出)内,在炉44中附加透镜被加热到上述温度范围。注意到,在一些情况下,附加透镜的曲率被成形为略大于基础透镜的曲率,以便于下文参考图7a-图7d描述的粘附过程。此
外,注意到,在一些情况下,并且特别是如果附加透镜的曲率和基础透镜的曲率彼此相似,则不必在粘附步骤之前对附加透镜进行成形。然而,发明人已经发现,附加透镜和基础透镜的组合的很大一部分通常需要如本文所述的成形技术被应用于附加透镜。
133.在第三步骤64,一旦附加透镜被重新成形,则例如使用压敏粘合剂、光固化液体粘合剂、光固化压敏粘合剂和/或不同的粘合剂将附加透镜粘附到基础透镜。下面参考图7a-图7d进一步详细描述步骤64。
134.对于一些应用,应用可选的第四步骤66。对于这样的应用,在附加透镜被粘附到基础透镜之后,对组合透镜进行附加热处理,以便进一步去除可能存在于附加透镜和/或整个组合结构中的任何残余应力。替代地或附加地,将压力施加到组合结构,以确保附加透镜和基础透镜完全彼此接触,而在两者之间没有任何空间或气泡。参考图8,在下文中更详细地描述步骤66。
135.现在参考图5,图5是根据本发明的一些应用的正进行成形的附加透镜24的示意图,同时该附加透镜24被加热到制造附加透镜的材料具有大于0.2和/或小于0.8的损耗角正切的温度。如上文所述,通常,根据上文所述的需要,附加透镜24被最初形成为呈现给定的透镜光学设计(例如,使得在粘附到基础透镜22时(如图2所示),基础透镜和附加透镜的组合形成渐进透镜)。例如,附加透镜最初可以使用诸如注射成型、注射压缩成型、压缩成型、冲压、3d打印和/或铸造的形成工艺来形成。为了将附加透镜24粘附到基础透镜22,附加透镜通常需要经历进一步的成形工艺,以使其曲率符合基础透镜的曲率。
136.对于一些应用,当附加透镜24被加热到落在上述温度范围内的温度时,对附加透镜应用进一步的成形工艺,使得附加透镜的曲率符合基础透镜22(其可以是非球面透镜)的曲率。对于一些应用,进一步的成形工艺包括例如使用通常由软材料制成的压力施加元件42将附加透镜压成模具40(例如,模子)。通常,软材料是硬度小于90肖氏a(例如,在20肖氏a与85肖氏a之间)的弹性体。替代地或附加地,软材料是塑料、弹性体泡沫、多孔塑料、多孔弹性体、充液袋、充气袋、多层或单层和/或凝胶。对于一些应用,软材料是硅酮弹性体、聚氨酯弹性体、热塑性弹性体、硫化弹性体和/或热塑性硫化物(tpv)中的一种或更多种。对于一些应用,压力施加元件是包括一种或更多种上述材料的圆顶形垫。对于一些应用,垫有一个可供选择的形状。对于一些应用(未示出),基础透镜22本身(示出于图2)被用作模具。
137.对于一些应用,模具和压力施加元件设置在炉44内,在炉44内,附加透镜被加热到落在上文所述温度范围内的温度。对于一些应用,附加透镜的曲率被制成略大于基础透镜的曲率,以便于下文参考图7a-图7d描述的粘附过程。如上所述,在一些情况下,并且特别是如果附加透镜的曲率和基础透镜的曲率彼此相似,则不必在粘附步骤之前对附加透镜进行成形。然而,发明人已经发现,附加透镜和基础透镜的组合的很大一部分通常需要如本文所述的成形技术被应用于附加透镜。
138.通常,在成形工艺中施加到附加透镜的压力大于每平方厘米0.01kg(例如,大于每平方厘米0.2kg)和/或小于每平方厘米100kg(例如,小于每平方厘米1kg),例如,每平方厘米0.01-100kg,或每平方厘米0.2-1kg。通常,施加小于前述范围的压力不足以导致透镜的成形,而施加大于前述范围的压力可能导致对透镜(和/或透镜上的涂层,例如下文所述的那些涂层)的损坏。对于一些应用,加热和压力被施加到附加透镜的持续时间超过0.1秒和/或小于1小时,例如0.1秒-1小时。通常,在小于前述范围的时间段内施加压力将不足以引起
透镜的重新成形,而在大于前述范围的时间段内施加压力会引起透镜光学设计的损失(例如,由于蠕变)。
139.注意到,由于透镜的重新成形是在低于损耗角正切曲线峰值的温度下进行的,在一些情况下,即使在执行了上述工艺之后,附加透镜的形状也略微恢复到其原始形状。通常,即使在这种情况下,下文所述过程(例如参考图7a-图7d描述的粘附过程)的后续步骤也确保附加透镜以持久的方式符合基础透镜的形状。
140.通常,在成形工艺之后,在将透镜从成形工艺中透镜被放置的模具(例如,模子)中移除之前冷却透镜。一旦附加透镜被成形,则例如使用压敏粘合剂、光固化液体粘合剂、光固化压敏粘合剂和/或不同的粘合剂将附加透镜粘附到基础透镜。对于一些应用,使用下面参考图7a-图7d描述的粘附过程将附加透镜粘附到基础透镜。注意到,由于在将附加透镜粘附到基础透镜之前对附加透镜进行了重新成形,所以可以在附加透镜被粘附到基础透镜之前测试经重新成形的附加透镜的特性。在这种情况下,如果发现重新成形工艺已经将特定附加透镜的光学设计的保真度降至超出必要的公差水平,则可以拒绝使用附加透镜,而不导致基础透镜也被拒绝使用。
141.对于一些应用,附加透镜涂覆有功能涂层,例如硬涂层、抗反射涂层、超疏水涂层、抗静电涂层、清洁涂层(即,被配置为排斥液体、灰尘等的涂层)、蓝光过滤器、反射涂层、抗uv涂层、光致变色涂层、偏振涂层和/或其任意组合。根据相应的应用,通常使用本领域已知的技术,涂层以液体、气体和/或固体形式被施加到附加透镜。通常,在对附加透镜应用成形工艺之前,将涂层施加到附加透镜,并且选择制造涂层的材料,使得当附加透镜被加热到上述温度范围并且成形工艺被应用于附加透镜时,涂层也变得可以以下方式变形:不导致功能涂层的功能丧失,不向涂层引入显著应力(该类型的应力可能导致涂层破裂或在涂层寿命期间经历应力开裂),或者不使涂层向附加透镜本身引入显著应力(该类型的应力可能导致附加透镜破裂或在附加透镜寿命期内经历应力开裂)。因此,功能涂层的曲率也可以改变,而不导致功能涂层的功能丧失。对于一些应用,附加透镜被加热到的温度使得在该温度下,制造功能涂层的材料的损耗角正切大于0.2和/或小于0.8(例如,0.2-0.8、0.2-0.5、0.2-0.3、0.3-0.8或0.5-0.8)。
142.对于一些应用,功能涂层是硬涂层,并且制造硬涂层的材料的选择以及成形工艺使得硬涂层在不使硬涂层开裂的情况下被重新成形,而不在硬涂层中引入显著的应力(该类型的应力可能导致硬涂层破裂或在硬涂层寿命期间经历应力开裂),并且不使硬涂层向附加透镜本身引入显著的应力(该类型的应力可能导致附加透镜破裂或在附加透镜寿命期间经历应力开裂)。
143.通常,涂层被选择为使得其在眼镜的透镜在使用期间通常可能经受的温度范围内(例如从-10摄氏度到60摄氏度)不会发生形状变化或开裂。
144.通过以上述方式选择制造涂层的材料,可以在组合透镜20的制造中的第一点将涂层施加到附加透镜,并且然后可以在透镜组合透镜20的制造中的不同点对透镜和涂层应用成形工艺。例如,可以在批量生产附加透镜的一个制造点将涂层施加到附加透镜24,然后可以在销售点对透镜和涂层应用成形工艺。对于一些这样的应用,组合透镜20是在销售点根据患者的处方通过将基础透镜22(其是单焦点光学矫正透镜)与附加透镜24(其为基础透镜提供附加光学矫正功能)组合而制造的渐进透镜。例如,基础透镜可以是单焦点光学矫正透
镜,并且附加透镜可以为基础透镜提供附加光学矫正功能,使得基础透镜和附加透镜的组合提供与患者处方匹配的渐进透镜(例如,如arieli的美国9,995,948中一般描述的那样,该美国9,995,948通过引用并入本文)。
145.对于一些应用,附加透镜24是涂覆有一个或更多个功能涂层的平面透镜。对于一些这样的应用,涂覆的平面透镜被施加到作为渐进透镜的基础透镜22。例如,基础透镜22可以是使用直接对透镜堆焊(direct-to-lens surfacing)制造工艺(例如,自由模具制造工艺)制造的渐进透镜。通常,这种渐进透镜是以定制的方式制造的,以匹配给定患者的处方。当使用直接对透镜堆焊制造工艺制造渐进透镜时,渐进透镜的表面(通常是后表面)在制造工艺期间被切割。通常,功能涂层只能在切割完成后被施加到该表面,因为如果功能涂层要在切割完成前被施加到该表面,涂层将因切割而被破坏。使用常规技术在切割表面上施加功能涂层通常会延迟这种透镜的制造工艺,这是由于所使用的耗时的化学工艺(并且只能在透镜被切割以匹配患者处方后施加)。这给渐进透镜的制造带来了瓶颈,这反过来意味着这种透镜通常是在实验室以外的地方制造的,而不是在眼镜厂现场制造的。对于本发明的一些应用,使用上面描述的技术,预涂有一个或更多个功能涂层的平面附加透镜被成形为精确地符合基础渐进透镜的切割表面的曲率。通常,然后使用下面参考图7a-图7d描述的技术将平面附加透镜粘附到基础渐进透镜的切割表面。
146.注意到,通常,渐进透镜的表面(特别是,使用直接对透镜堆焊制造工艺制造的渐进透镜的切割表面)具有高度复杂的曲率。然而,使用本文描述的技术,附加透镜可以被重新成形,以便基本上符合切割表面的曲率,而不会向附加透镜或功能涂层引入实质应力(和任何由此产生的光学畸变)。对于一些应用,与上段中描述的技术大致相似的技术被应用于使用除直接对透镜堆焊制造工艺之外的制造工艺制造的基础渐进透镜。
147.现参考图6,图6是根据本发明的一些替代应用的正进行成形的附加透镜24的示意图,同时该附加透镜24被加热到制造附加透镜的材料具有大于0.2和/或小于0.8的损耗角正切的温度。除了下面所述的差异之外,与图6中所示的装置结合使用的装置和方法大体上类似于上文参考图5所述的装置和方法。
148.尽管图5示出了设置在模具40上方的压力施加元件42,使得该压力施加元件在向下方向上朝向模具推动附加透镜,但对于一些应用,压力施加元件42设置在模具40下方,使得压力施加元件在向上方向上朝向模具推动附加透镜,如图6所示。
149.对于一些应用,模具40的曲率大于附加透镜要被成形成的曲率。因此,附加透镜被重新成形的程度通常由压力施加元件施加到附加透镜上的压力量来控制,而不是限于模具的特定曲率。这在图6中示意性地示出,图6示出了附加透镜24与模具40之间的间隙,在附加透镜的中心处,即使在附加透镜被重新成形之后也是如此。通常,这相对于如果附加透镜要通过推压使得附加透镜与模具完全接触来进行成形,减少了附加透镜与模具之间的接触,从而减少了由附加透镜与模具之间的接触可能造成的潜在损坏。此外,单一模具因此能够用于产生宽范围的附加透镜曲率。
150.如上所述,典型地,在成形步骤期间,附加透镜设置在炉44内,以便使附加透镜的温度保持在落在上述温度范围内的温度。对于一些应用,作为在成形工艺期间加热附加透镜的炉的替代或补充,对附加透镜进行直接加热以保持对附加透镜要被加热到的温度的精确控制。对于一些应用,经由压力施加元件42对附加透镜进行直接加热。例如,如图所示,电
加热元件45可以嵌入压力施加元件内。替代地或附加地,加热的流体可以设置在压力施加元件内。对于一些应用,通过被加热的模具40(通常由玻璃制成),对附加透镜进行直接加热。替代地或附加地,使用红外辐射对附加透镜进行直接加热。
151.如上段所述,对于一些应用,电加热元件45嵌入在压力施加元件内,并且被配置成在成形步骤期间直接加热附加透镜。对于一些应用,加热元件的形状为螺旋形,如图所示。此外,对于一些应用,螺旋被成形为使得螺旋的相邻绕组之间的间隙从螺旋的中心朝向螺旋的外部减小。通常,加热元件的这种形状在附加透镜的整个表面上提供相对均匀的加热。对于一些应用,使用不同的技术(例如,如上所述,使用设置在压力施加元件内部的加热流体)以相对均匀的方式对附加透镜进行直接加热。
152.注意到上述特征,例如使用压力施加元件对附加透镜进行直接加热,以及参考压力施加元件42描述的材料、形状和设计,可以合并到本文描述的其他部件中,例如,如图5所示的压力施加元件42和/或图7a-图7d所示的推动元件80。
153.现在参考图7a、图7b、图7c和图7d,它们是根据本发明的一些应用的用于将附加透镜24粘附到基础透镜22的粘附过程的各个步骤的示意图。通常,在图7a-图7d中所示的步骤在附加透镜已经被重新成形以使其曲率符合基础透镜的曲率之后执行。通常,附加透镜限定至少一个凸面,并且基础透镜限定至少一个凹面,并且附加透镜的凸面粘附到基础透镜的凹面。对于一些应用,当(例如,使用上文描述的技术)使附加透镜重新成形时,使附加透镜的凸面的曲率略大于基础透镜的凹面的曲率,以便于参考图7a-图7d描述的技术(特别是参考图7c描述的步骤)。
154.对于一些应用,如图7a所示,附加透镜24被保持在第一室71中,而基础透镜22被保持在第二室72中。对于一些应用,室71和室72中的每一个都起到炉的作用,因为每个室的温度可以被控制。替代地,室不被加热。通常,室71经由第一管70耦合到真空压力源,并且室71经由第二管75耦合到相同的或替代的真空压力源,使得每个室内的压力可以相互独立地进行控制。
155.通常,薄的柔性粘合剂层73(其通常是压敏粘合剂,其两侧都是粘合剂)保持在两个室之间。例如,如室的横截面图所示,粘合剂层73可以通过实心板79保持在第一室与第二室之间。通常,粘合剂层具有均匀的厚度,其厚度通常大于20微米(例如,大于50微米)和/或小于300微米(例如,小于200微米)(例如20-300微米,或50-200微米)。对于一些应用,根据图7a-图7d中所示的步骤,通过控制室内的压力并使透镜向粘合剂层移动,附加透镜通过粘合剂层73粘附到基础透镜,而不会在透镜中的任一个与粘合剂层之间留下明显的气泡或其他空间。通常,在该过程的大部分期间,在每个室中产生真空压力(例如,1毫巴与1巴之间的负压),以将压力降至低于环境压力。在过程的某些阶段,室中一个或两个室的压力可以增大或减小,如下文所述。对于一些应用,在粘附过程期间的一个或更多个阶段,对透镜中的一个或两个、和/或粘合剂层、和/或压力室中的一个或两个进行加热。
156.附加透镜的凸面具有中心区域76。如图7b所示,对于一些应用,在室71和室72之间产生压力差,该压力差使得粘合剂层形成面向附加透镜的凸面的凸曲线,使得粘合剂层的中心区域74比粘合剂层和附加透镜的凸面上的任何其他两点更靠近附加透镜的凸面的中心区域76。如上所述,通常,室71和室72内的压力相互独立地控制。对于一些应用,在此阶段,使室71中的压力低于室72中的压力,以便使粘合剂层以上述方式弯曲。
157.当粘合剂层朝向附加透镜弯曲时,例如使用机械推动元件80使附加透镜和粘合剂层朝向彼此。对于一些应用,机械推动元件80具有与上文参考图5-图6所示的压力施加元件42所描述的那些基本相似的形状、尺寸和/或功能。对于一些应用,如图所示,推动元件是使用活塞81液压控制的圆顶形推动元件。通常,粘合剂层73和附加透镜24首先在它们各自的中心区域74和76处彼此接触。当附加透镜继续被带向粘合剂层时,附加透镜与粘合剂层之间的接触从附加透镜的凸面的中心区域76向外辐射,直到附加透镜的凸面被粘合剂层完全覆盖。注意到,对于一些应用,粘合剂层没有被制成朝向附加透镜弯曲。然而,由于附加透镜的凸面的凸曲率,附加透镜与粘合剂层之间的第一接触点通常在附加透镜的中心处。通常,通过使附加透镜首先在其中心接触粘合剂层,并且然后使附加透镜与粘合剂层之间的接触向外辐射,气泡从附加透镜与粘合剂层之间被挤出,从而基本上防止气泡被困在附加透镜与粘合剂层之间。
158.对于一些应用,在使附加透镜和粘合剂层彼此相向之前,至少在第一室71中建立真空压力(即,使第一室内的压力小于环境压力),以便从粘合剂层与附加透镜之间去除气泡。在第一室内建立真空压力通常被执行,而不管在该阶段是否在第一室与第二室之间建立压力差(即,为了使粘合剂层弯曲,如上文所述)。对于一些应用,在将粘合剂层粘附到附加透镜之后,为了去除仍然可能已经被困在附加透镜与粘合剂层之间的任何较小的气泡,和/或可能位于附加透镜与粘合剂层之间的任何空置体积,室71和/或室72内的压力增大(例如,增大到环境压力)。压力的增大通常导致可能已经被困在附加透镜与粘合剂层之间的任何小气泡从附加透镜与粘合剂层之间渗出,并通过向粘合剂层施加压力导致可能位于附加透镜与粘合剂层之间的任何空置体积被去除。
159.参考图7c和图7d,在将粘合剂层73粘附到附加透镜24之后,(例如,使用机械推动元件80)使附加透镜和粘合剂层朝向基础透镜22。对于一些应用,在使附加透镜和粘合剂层朝向基础透镜之前,至少在第二室72中建立真空压力(即,使第二室内的压力小于环境压力),以便从粘合剂层与基础透镜之间去除气泡。如上所述,通常,在附加透镜的重新成形期间,附加透镜的要粘附到粘合剂层的表面的凸曲率被制成大于基础透镜的要粘附到粘合剂层的表面的凹曲率。因此,附加透镜和基础透镜的各自形状通常是这样的,即粘合剂层(在此阶段符合附加透镜的形状)与基础透镜之间的第一接触点位于基础透镜22的凹面的中心区域77处(如图7c所示)。当附加透镜继续被推向基础透镜时,粘合剂层与基础透镜之间的接触从基础透镜的凹面的中心向外辐射,直到基础透镜的凹面被粘合剂层完全覆盖(如图7d所示)。通常,通过使基础透镜首先在其中心接触粘合剂层,并且然后使基础透镜与粘合剂层之间的接触向外辐射,气泡从基础透镜与粘合剂层之间被挤出,从而基本上防止气泡被困在基础透镜与粘合剂层之间。
160.对于一些应用,为了去除仍然可能已经被困在基础透镜与粘合剂层之间的任何较小的气泡,和/或可能位于附加透镜与粘合剂层之间的任何空置体积,室71和/或72内的压力被增大(例如,增大到环境压力)。压力的增大通常导致可能已经被困在基础透镜与粘合剂层之间的任何小气泡渗出,并导致可能位于附加透镜与粘合剂层之间的任何空置体积被去除。替代地或附加地,将机械压力施加到组合透镜的一侧或两侧(例如,使用机械推动元件80和/或被配置成推动基础透镜22的外表面的附加推动元件施加),以便使可能已经被困在附加透镜与粘合剂层之间和/或基础透镜与粘合剂层之间的任何小气泡渗出,和/或以便
去除可能位于附加透镜与粘合剂层之间和/或基础透镜与粘合剂层之间的任何空置体积。另外,替代地或附加地,组合透镜被转移到单独的室,该室用于向组合透镜的一侧或两侧施加热和压力(例如,如图8所示)。
161.如上文所述,对于一些应用,室71和室72中的每一个用作炉,因为每个室的温度可以被控制。对于一些应用,室内的附加元件,例如推动元件80,可以是温度可控的。对于一些应用,在参考图7a-图7d描述的一个或更多个步骤期间,加热基础透镜、附加透镜、粘合剂层、第一压力室和/或第二压力室。例如,上述元件中的一个或更多个可以被加热到在25摄氏度与75摄氏度之间的温度。
162.注意到,尽管图7a-图7d示出了首先将粘合剂层施加到附加透镜并随后将粘合剂层施加到基础透镜,但本技术的范围包括首先将粘合剂层施加到基础透镜并随后将粘合剂层施加到附加透镜。类似地,尽管图7a-图7d中示意性示出的布置示出了被设置在粘合剂层与基础透镜下面的附加透镜,但本技术的范围包括执行大体类似的技术,但使用被设置在粘合剂层与附加透镜下面的基础透镜,和/或使用彼此并排设置的基础透镜、粘合剂层和附加透镜,和/或不同的布置。
163.对于一些应用,由计算机处理器82执行参考图7a-图7d描述的一个或更多个步骤,该计算机处理器82被配置为控制压力室中的压力,和/或控制机械元件(例如,机械推动元件)的运动。通常,本文描述的由计算机处理器82执行的操作根据所使用的存储器技术,将存储器的物理状态转换成具有不同的磁极性、电荷等,该存储器是与计算机处理器通信的真实物理制品。计算机处理器通常是用计算机程序指令编程的硬件设备,以产生专用计算机。例如,当被编程以执行本文所描述的技术时,计算机处理器通常充当专用的透镜粘附计算机处理器。
164.现参考图8,图8是根据本发明的一些应用的室90的示意图,在附加透镜24已经粘附到基础透镜22之后,组合透镜20被转移到该室90。通常,将热和/或压力施加到室90内的组合透镜。对于一些应用,如图所示,组合透镜放置在容器92内。上盖94被配置为覆盖容器,以形成密封的内室,组合透镜设置在该内室内。密封件96(例如,o形环)通常设置在上盖与容器之间,以便密封它们之间的接合部(interface)。对于一些应用,一旦密封的内室已经形成,压力就被施加到组合透镜的外表面,例如通过经由进气管97将空气泵入到密封的内室中施加压力。通常,施加压力以使得可能已经被困在附加透镜与基础透镜之间(例如,在附加透镜与粘合剂层之间和/或在基础透镜与粘合剂层之间)的任何小气泡渗出,和/或以便去除可能位于附加透镜与基础透镜之间(例如,在附加透镜与粘合剂层之间和/或在基础透镜与粘合剂层之间)的任何空置体积。
165.对于一些应用,室90是炉,从而控制室内的温度。替代地或附加地,与组合透镜接触的一个或更多个表面(例如,容器92和/或上盖94的内表面)用于直接向组合透镜施加热,例如以控制在此阶段期间组合透镜被加热到的温度。另外,替代地或附加地,加热用于对组合透镜施加压力的空气,以控制在此阶段期间组合透镜被加热到的温度。通常,组合透镜被加热到一定温度,以消除一个或两个透镜中的任何残余应力,该残余应力可能导致透镜随着时间的推移退化。
166.公差测量
167.如上文所述,通常期望的是,在以上文所述的方式成形了附加透镜24之后,附加透
镜不仅在被重新成形并粘附到基础透镜22之后将其在预定测量区域处的光学设计保持在iso标准之内,而且在透镜的预定的、临床重要区域保持大致相同的残余柱面量。附加透镜的光学设计的保持通常使用以下技术来测量:
168.假定个体患者的视力矫正处方包含规定量的以屈光度为单位的球面矫正、以屈光度为单位的柱面矫正、以度数为单位的规定柱面轴方向和以屈光度为单位的焦度附加值,需要对附加透镜进行重新成形以符合基础透镜22的曲率。基础透镜通常具有球面或非球面的前表面、复曲面(toric)、球面非复曲面或非球面的后表面、特定的中心厚度和特定的折射率。基础透镜通常被选择为使其光学球面和柱面处方接近患者的目标处方,以达到iso标准。附加透镜通常以这样的方式粘附到基础透镜,即在透镜彼此粘附之前,基础透镜相对于附加透镜旋转由患者的柱面轴处方指定的角度,以达到iso标准内的精度。粘附通常使得组合透镜20在以正确取向组装到框架中时具有以下性质:
169.·
当在透镜20的距离基准位置用经iso调节的测量设备测量时,透镜20的球面值与患者的目标球面rx值之间的差在iso标准内。
170.·
当在透镜20的距离基准位置用经iso调节的测量设备测量时,透镜20的柱面值与患者的目标柱面rx值之间的差在iso标准内。
171.·
当在透镜20的距离基准位置用经iso调节的测量设备测量时,透镜20的柱面轴值与患者的目标柱面轴rx值之间的差在iso标准内。
172.·
当用经iso调节的测量设备测量时,透镜20的附加值(在透镜20的近基准位置测量的平均焦度值(mean-power value))与患者的目标附加值rx值之间的差在iso标准内。
173.熟悉眼科透镜设计技术的人都知道,在评估眼科透镜的光学性能时,常用的方法是将整个眼科透镜区域划分为许多小的子区域,并分别研究每个子区域的残余球面、柱面和柱面轴值。这些子区域通常在空间范围上测量大约四毫米,并且可以是圆形形状,或矩形形状。透镜在每个这样的子区域的残余球面和柱面是通过测量透镜在每个子区域的光学性质,并从这些值中减去患者的rx而得到的值。由于患者rx和透镜的光学矫正性质不是标量或矢量,可以使用以下公式来数学计算这些值:
[0174][0175]
这里,m
l
(x,y)是透镜的在以位置(x,y)为中心的子区域测量的球面柱面矩阵,s(x,y)是透镜的针对所述子区域测量的球面焦度,c(x,y)是透镜的针对所述子区域测量的柱面,并且ax(x,y)是透镜的针对所述子区域测量的柱面轴。
[0176]
类似地,患者的rx可以用rx球面柱面矩阵
[0177]
来表示。
[0178]
以下述方式获取所述透镜子区域相对于患者rx的残余球面和柱面值:
[0179]
a.计算残余球面柱面矩阵m
res
(x,y)=m
l
(x,y)-m
rx
。
[0180]
b.求矩阵m
res
的特征值(eigen value)及对应的特征方向。
[0181]
c.在柱面负约定(cylinder minus convention)中,所述子区域的残余球面值是矩阵的最大正特征值(most positive eigenvalue),残余柱面值是最小正特征值与最大正特征值之差,并且柱面轴是最大正特征值的特征方向。
[0182]
目前市面上有许多渐进透镜设计,由几个不同的透镜设计供应商设计。当参考透镜被设计用来矫正的患者的rx时,这些透镜设计在它们的许多子区域上的残余光学性质值上彼此不同。区分渐进透镜设计的最常见参数是焦度渐进的长度。广义上,该值度量平均焦度从距离基准位置处的远视值上升到其目标附加值沿通道需要多少毫米。
[0183]
根据本发明的一些应用,附加透镜在被重新成形并粘附到基础透镜22之后,不仅在预定的测量位置保持其光学设计(如上所述),而且在透镜的预定的、临床重要区域保持大致相同的残余柱面量。
[0184]
特别地,存在可以应用于附加透镜24和由附加透镜和基础透镜22组成的组合透镜20的测量过程。这些过程测量透镜的大部分子区域上的光学性质。从这些测量结果中,可以很容易地为每个透镜计算出残余性质的图(map),并且然后在不同的区域中使用不同的数量度量(quantity metric)将一个图与另一个图进行比较。相对于具有零球面和柱面矫正的患者计算附加透镜的残余性质,而相对于具有给定目标rx的患者计算组合透镜的残余性质,基础透镜通常对该目标rx进行矫正。例如,可以用以下方式定义一个数量度量:计算从残余柱面曲线图的绝对值的最接近通道的局部极小值,在等于近视参考点的y坐标的y坐标处,向左和向右,直到达到残余柱面的0.5d绝对值的阈值必须经过的以毫米为单位的距离。然后,当针对附加透镜的残余柱面进行计算(在重新成形之前)和针对组合透镜20的残余柱面的绝对值进行计算时,可以比较这两个距离的总和。类似地,这样的计算可以在比y坐标高(更靠近拟合点)2毫米、4毫米、6毫米和8毫米的情况下进行。通常,当为附加透镜(在重新成形之前)和组合透镜20的测量图计算这样的数量度量时,当本文所述的技术已经应用于附加透镜时,已经发现对于具有在-2d与+2d之间的球面焦度和在负柱面格式下在-2与0之间的柱面值的透镜,差异不超过10%。
[0185]
现在参考图9a和图9b,图9a和图9b是展示上述原理的曲线图。在图9a中,在重新成形之前,在被测量的附加透镜的残余柱面(虚线曲线)和平均焦度附加值(实线曲线)的近视参考点处示出了水平横切。可以计算出从柱面曲线图绝对值的最接近通道的局部最小值向左向右,直到达到0.5d不想要的柱面的阈值必须经过的以毫米为单位的距离。这些点在曲线图中标记为点50。这些两个点之间的距离可以作为用于评估所述透镜在棱镜参考点区域内的残余柱面的数量度量。类似地,可以测量由附加透镜24和基础透镜22组成的组合透镜20,并且可以用相同的数量度量来评估这一点。这在图9b中示出。如上文所述,通常,当为附加透镜(在重新成形之前)和组合透镜20的测量图计算这样的数量度量时,当本文所述的技术已经应用于附加透镜时,已经发现对于具有在-2d与+2d之间的球面焦度和在负柱面格式下在-2与0之间的柱面值的透镜,差异不超过10%。
[0186]
熟悉本领域的人知道,当用映射设备测量时,高rx单视透镜也可能在远离透镜的光学中心的子区域处表现出显著的残余球面和柱面值。对于具有相对高rx(球面小于-2d或大于+2d,和/或柱面小于-2d)的透镜,必须使用改进的方法来评估组合透镜20相对于附加透镜和基础透镜的光学性能,该方法由以下步骤组成:
[0187]
1.测量预成型附加透镜在附加透镜的各子区域的残余光学性质,并计算每个子区域的球面柱面矩阵m
add
(x,y)。
[0188]
2.测量基础透镜在基础透镜的各子区域的残余光学性质,并计算每个子区域的球面柱面矩阵m
bl
(x,y)。
[0189]
3.计算理论球面柱面矩阵m
th
(x,y)=m
bl
(x,y)+m
add
(x,y),该矩阵表示针对每个子区域的基础透镜的残余性质和附加透镜的残余性质之和。
[0190]
4.将每个子区域处的m
th
(x,y)的残余柱面c
th
(x,y)计算为m
th
(x,y)的最小正特征值与最大正特征值之差。
[0191]
5.将以这种方式获得的c
th
(x,y)柱面的绝对值绘制在图上。
[0192]
6.在透镜的各个子区域测量组合透镜的残余光学性质,并计算每个子区域的球面柱面矩阵m
cl
(x,y)。
[0193]
7.将每个子区域处的m
cl
(x,y)的残余光学柱面c
cl
(x,y)计算为m
cl
(x,y)的最小正特征值与最大正特征值之差。
[0194]
8.将以这种方式获得的残余柱面c
cl
(x,y)绘制在图上。
[0195]
9.在近基准位置的y处计算c
th
(x,y)的绝对值和c
cl
(x,y)的绝对值的上述数量度量,并且y坐标高出(更靠近拟合点)2毫米、4毫米、6毫米和8毫米。
[0196]
通常,当为附加透镜(在重新成形之前)和组合透镜20的测量图计算这样的数量度量时,当本文描述的技术已经应用于附加透镜时,已经发现差异不超过10%。
[0197]
本领域技术人员应认识到,本发明不限于在上文中已特别地示出和描述的内容。而是,本发明的保护范围包括在上文中描述的各种特征的组合与子组合,以及在阅读前面描述时本领域技术人员将会想到的不属于现有技术的本发明的变化和修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1