一种彩印编织袋的复合接膜工艺的制作方法
1.本发明涉及编织袋加工技术领域,特别是指一种彩印编织袋的复合接膜工艺。
背景技术:
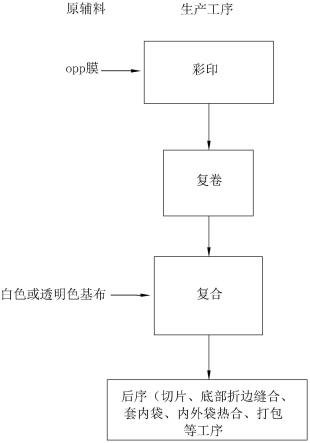
2.塑编行业中彩印编织袋,需要通过彩印、复卷以及复合工序。彩印工序形成在表面印有文字、图片的彩膜,彩膜可起到标识作用;复卷工序将印刷好的膜卷每卷6000-7000米通过再次复卷,达到将残次品剔除以及多个膜卷合并为12000-14000米/每卷;复合工序为将彩膜和白色或透明基布在熔融聚丙烯、聚乙烯粘结料的作用下粘合,形成彩印编织袋。现阶段在塑编行业的复合工序普遍存在因机台调试、膜卷接续产生的较大损耗,其中在塑编行业彩印编织袋的复合过程中因彩膜接续至再次恢复正常生产需要经过:机台降速做接膜准备、人工接膜(将该卷膜的尾部与下一卷膜的头部对接)、膜卷走正(人工判断是否膜卷走平并左右两侧与基布对齐)、跟踪光标对点(正背面彩膜图案对齐)、恢复正常生产(机台速度由接膜的降速恢复至正常生产速度)。从降速开始至机台速度恢复正常的过程会持续8-10分钟的时间,这期间会导致约50-80米的损失(该损失俗称花料);如遇更换不同产品则膜卷和基布卷要同时更换,这期间的损失约在80-100米。这些损耗由于表面存有彩印膜(油墨、油墨稀释剂残留物),故只能生产附加值更低的颜色袋,重新造粒加工后市场价值约3800-4000元/吨,重新回收造粒后价值较低,材料损失大。
技术实现要素:
3.本发明的目的:为了克服现有技术的缺陷,本发明提供了一种彩印编织袋的复合接膜工艺,可以有效将原复合工序产生的价值较低的花料(颜色料)直接转换为利用价值更高、应用范围更广的白料(无颜色),并且可以有效减少印刷工序彩膜的浪费,可以大大节约企业的生产成本。
4.本发明的技术方案:一种彩印编织袋的复合接膜工艺,其特征在于,具有复合加工机台和加工材料:彩膜、与彩膜等宽的白膜,以及白色或透明的基布,工艺具有:白膜赋码、赋标工序,以及彩膜复卷工序、白膜并入工序和接膜复合工序,通过白膜赋码、赋标工序对白膜进行赋码、赋标作业,码可将白膜上设有的定长对接段标记出,在白膜对接段上的标可与复合加工机台上设置的探测器配合使用,用于实现机台的恢复正常输送速度;通过彩膜复卷工序将多个彩膜卷复卷、合并后形成合并膜卷;然后通过白膜并入工序将赋码、赋标的白膜对接段并入到在彩膜复卷工序中生产的合并膜卷的头部上;再通过接膜复合工序实现对两个合并膜卷的接膜并继续复合作业,复合加工机台进行输送,该工序具有以下步骤:(1)将复合加工机台做降速接膜准备,(2)在机台降速下,将机台上合并膜卷的尾部与新的合并膜卷头部的白膜对接段进行对接,(3)然后将新的合并膜卷上白膜对接段与基布复合,复合时将白膜对接段走正,使其两侧边与基布对齐,(4)
在之后的输送过程中,机台上的探测器感应到白膜对接段上的标,并发出机台恢复正常输送速度信号;(5)新的合并膜卷上彩膜与基布复合。
5.本发明区别于现有技术,具有以下有益效果:该专利通过前期白膜赋码、赋标工序对与彩膜相同宽度的opp白膜进行赋码和赋标,码的作用是为了对定长对接段标记;标可与复合加工机台上设置的探测器配合使用,实现机台的恢复正常输送速度,利用白膜提前完成对点并使机台恢复正常速度;在彩膜复卷工序给膜卷外层并入50-80米经过赋码和赋标的白膜后再进入复合工序,复合工序仍按照正常膜卷接续生产,利用50-80米白膜完成前期的走正、对点、恢复正常速度的这个不可避免过程。
6.经过试验和实践使用,该专利技术及方法可以有效将原复合工序产生的价值较低的花料(颜色料)直接转换为利用价值更高、应用范围更广的白料(无颜色),转化率高达90%以上,重新造粒加工后与全新聚丙烯料的物理性能相近,各项物理指标及内在质量未受到较大降低,可以当做次新料使用、可以正常应用于各种编织袋的拉丝生产,再次重复利用、价值与全新聚丙烯相同可达到8500-9000元/吨;并且还可以有效减少印刷工序彩膜的浪费(每万米可以节约50-80米彩膜),还可减少复合工序基布浪费,可以大大节约企业的生产成本。
7.优选的,码为数字码,用以将白膜上各对接段按顺序计数标记。用于准确计算并入彩膜卷的白膜数量。
8.优选的,白膜上的标为uv喷码机或者色带喷码机完成,也可以是铝箔贴纸。根据实际需要确定。
9.优选的,白膜对接段长为50-100m,每个白膜对接段的末端均具有有一个标。
10.优选的,在白膜连接段的侧边设有铝箔贴纸,在复合加工机台上设有金属感应对准器,在接膜复合工序的步骤(3)中通过金属感应对准器对准感应到白膜连接段的侧边设有铝箔贴纸后,再进行合并膜卷上白膜对接段与基布复合作业。通过白膜连接段侧边的铝箔贴纸与金属感应对准器配合,确保白膜连接段走正,并且铝箔贴纸可撕掉,不对白膜产生色料影响。
11.优选的,还包括切割工序和白膜回收工序,将白膜并入工序中与白膜对接段对接的合并膜卷头部上赋上铝箔贴纸,复合加工机台上还设有金属探测器,以及在其感应到所述铝箔贴纸时可进行切割作业的切刀机构,铝箔贴纸位于对接段上标的后侧;通过切割工序在金属探测器感应到与基布复合的合并膜卷头部上的铝箔贴纸时,切刀机构实现对铝箔贴纸前侧的白膜对接段与基布的空白复合段进行切割作业;通过白膜回收工序将切割后的白膜对接段与基布的空白复合段区分回收后并重新造粒利用。通过切割工序对空白复合段进行切割作业,白膜回收工序对空白复合段回收利用。
12.优选的,彩膜上相邻两印刷区之间的空白处设置铝箔贴纸,通过切割工序,在金属探测器感应到彩膜上的铝箔贴纸时,切刀机构实现对彩膜复合片切割作业。切割操作方便,既可以对空白复合段切割,又可以对彩膜复合片切割。
13.优选的,在接膜复合工序中:白膜对接段与基布经可剥离胶复合;彩膜为eva膜,彩膜与基布经过粘膜复合机复合,eva膜层经过受热熔融具有粘性,eva膜层的发泡剂受热分
解,形成的发泡eva膜层在聚丙烯、聚乙烯粘结料配合下与基布粘结。本发明的eva膜层是采用eva和发泡剂经过加热、熔融时,发泡剂不分解生成气体,发泡剂均匀分散在eva膜层中,eva膜层进入粘膜复合机加热时,eva受热熔融,但是温度未达到聚乙烯的熔融温度,则eva将聚乙烯薄膜层与聚丙烯紧密粘结,eva薄膜层中的发泡剂受热分解,产生大量气体,eva薄膜层中形成大量直径较大的孔洞,既能发挥eva的粘结作用又能使外部气体能迅速通过eva薄膜。
附图说明
14.图1为本发明背景技术的生产工序流程图;图2为本发明背景技术的复合工序流程图;图3为本发明具体实施例的生产工序流程图。
具体实施方式
15.下面将结合附图,对本实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
16.如图3所示,本发明的一种彩印编织袋的复合接膜工艺,具有复合加工机台和加工材料:彩膜、与彩膜等宽的白膜,以及白色或透明的基布,工艺具有:s1白膜赋码、赋标工序、s2彩膜复卷工序、s3白膜并入工序、s4接膜复合工序、s5切割工序和s6白膜回收工序,通过s1白膜赋码、赋标工序对白膜进行赋码、赋标作业,码可将白膜上设有的定长对接段标记出,在白膜对接段上的标可与复合加工机台上设置的探测器配合使用,用于实现机台的恢复正常输送速度;其中,码为数字码,用以将白膜上各对接段按顺序计数标记;白膜上的标为uv喷码机或者色带喷码机完成,也可以是铝箔贴纸;具体的,白膜对接段长为50-100m,也可以是50-80m,每个白膜对接段的末端均具有有一个标;具体的,白膜上的相邻两标之间的间距为每条袋的片体尺寸,通过s2彩膜复卷工序将多个彩膜卷复卷、合并后形成合并膜卷;然后通过s3白膜并入工序将赋码、赋标的白膜对接段并入到在彩膜复卷工序中生产的合并膜卷的头部上;再通过s4接膜复合工序实现对两个合并膜卷的接膜并继续复合作业,复合加工机台进行输送,该工序具有以下步骤:(1)将复合加工机台做降速接膜准备,(2)在机台降速下,将机台上合并膜卷的尾部与新的合并膜卷头部的白膜对接段进行对接,(3)然后将新的合并膜卷上白膜对接段与基布复合,复合时将白膜对接段走正,使其两侧边与基布对齐,(4)在之后的输送过程中,机台上的探测器感应到白膜对接段上的标,并发出机台恢复正常输送速度信号;(5)新的合并膜卷上彩膜与基布复合;其中,在白膜连接段的侧边设有铝箔贴纸,在复合加工机台上设有金属感应对准器,在接膜复合工序的步骤(3)中通过金属感应对准器对准感应到白膜连接段的侧边设有铝箔贴纸后,再进行合并膜卷上白膜对接段与基布复合作业;具体的,在接膜复合工序中:白膜对接段与基布经可剥离胶复合;在接膜复合工序中:白膜对接段与基布经可剥离胶复合;彩膜为eva膜,彩膜与基布经过粘膜复合机复
合,eva膜层经过受热熔融具有粘性,eva膜层的发泡剂受热分解,形成的发泡eva膜层在聚丙烯、聚乙烯粘结料配合下与基布粘结。
17.将白膜并入工序中与白膜对接段对接的合并膜卷头部上赋上铝箔贴纸,复合加工机台上还设有金属探测器,以及在其感应到所述铝箔贴纸时可进行切割作业的切刀机构,铝箔贴纸位于对接段上标的后侧;通过s5切割工序在金属探测器感应到与基布复合的合并膜卷头部上的铝箔贴纸时,切刀机构实现对铝箔贴纸前侧的白膜对接段与基布的空白复合段进行切割作业;通过s6白膜回收工序将切割后的白膜对接段与基布的空白复合段区分回收后并重新造粒利用。
18.具体的,彩膜上相邻两印刷区之间的空白处设置铝箔贴纸,通过切割工序,在金属探测器感应到彩膜上的铝箔贴纸时,切刀机构实现对彩膜复合片切割作业。
19.接膜复合工作原理:该专利通过前期白膜赋码、赋标工序对与彩膜相同宽度的bopp白膜进行赋码和赋标,码的作用是为了对定长对接段标记,用于准确计算并入彩膜卷的白膜数量;标可与复合加工机台上设置的探测器配合使用,实现机台的恢复正常输送速度,利用白膜提前完成对点并使机台恢复正常速度;彩印工序彩膜出料、而后多个彩膜复卷、合并,形成合并膜卷;白膜并入工序,即在彩膜复卷工序给膜卷外层并入50-80米经过赋码和赋标的白膜对接段后再进入接膜复合工序;复合工序仍按照正常膜卷接续生产,利用50-80米白膜与原合并膜卷对接,白膜完成前期的走正、对点、恢复正常速度的这个不可避免过程,白膜走正时,金属感应对准器对准感应到白膜连接段的侧边设有铝箔贴纸后,再进行合并膜卷上白膜对接段与基布复合作业形成白膜复合段,然后机台上的探测器感应到白膜对接段上的标,并发出机台恢复正常输送速度信号;之后彩膜卷与基布复合形成彩膜复合布,通过切割工序在金属探测器感应到与基布复合的合并膜卷头部上的铝箔贴纸时,切刀机构实现对铝箔贴纸前侧的白膜对接段与基布的空白复合段进行切割作业;通过白膜回收工序将切割后的白膜对接段与基布的空白复合段区分回收后并重新造粒利用。通过切割工序对空白复合段进行切割作业,白膜回收工序对空白复合段回收利用,白膜对接段与基布易撕开,白膜上铝箔贴纸也可撕。
20.实验效果比对:表1原复合接膜工艺的全年效果表2本发明复合接膜工艺的全年效果 可节约物料名称可节约量可节约价值净节约价值改后花料250吨/年200万元/年100万元/年改后彩膜50万平方米/年20万元/年20万元/年经过试验和实践使用,该专利技术及方法可以有效将原复合工序产生的价值较低的花料(颜色料)直接转换为利用价值更高、应用范围更广的白料(无颜色),转化率可高达
90%量,重新造粒加工后与全新聚丙烯料的物理性能相近,各项物理指标及内在质量未受到较大降低,可以当做次新料使用、可以正常应用于各种编织袋的拉丝生产,可以再次重复利用、价值与全新聚丙烯相同达到8500-9000元/吨;并且还可以有效减少印刷工序彩膜的浪费(每万米可以节约50-80米彩膜),还可减少复合工序基布浪费,可以大大节约企业的生产成本。
21.综上所述,优化后对于企业生产而言未增加过多工作量、对企业的经济价值而言,投入非常小、最终效益价值非常可观。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1