FRP加强用部件及其制造方法、FRP成型体和FRP连接结构体与流程
frp加强用部件及其制造方法、frp成型体和frp连接结构体
技术领域
1.本发明涉及纤维增强塑料(frp)加强用部件及其制造方法、frp成型体和frp连接结构体。
背景技术:
2.frp是与金属材料相比轻型且强度高的材料、即比强度高的材料。可使用玻璃纤维增强材料、碳纤维材料,根据用途也可使用芳纶纤维。作为frp的制法,有均匀地涂满切得细碎的玻璃纤维的方法、使树脂渗透到玻璃纤维、碳纤维中的方法等。纤维增强塑料的基体大多使用不饱和聚酯等热固性树脂。
3.作为frp的制造方法,有手糊法、喷涂法、smc(sheet molding compound:片状模塑料)压制法、基于利用注射成型的树脂高压注入技术的rtm(resin transfer molding:树脂传递模塑)法、高压釜法等,处于能够制作高品质制品的阶段。
4.最近,由于公共基础设施的变迁,风力发电等采用的发电方式的变化,导致对用于提高设备大型化、以及电车、汽车、飞机的运输设备的燃油效率的大型薄壁轻型化等的需求增加。考虑将可应对大型化的frp提高厚度而实现高强度化,但也希望更轻型化。因此,希望尽量抑制frp厚度的增大,同时实现frp主体和连接部的强度提高。
5.构成frp的纤维的强度高,但树脂的强度低,容易产生裂纹。特别是担心在螺栓紧固孔周边或出于其它目的钻出的孔周边施加过大的应力。另外即便没有孔的情况下,弯曲半径小时等,也有结构上无法避免应力集中的情况,最坏的情况下可能产生裂纹。
6.对1974年以后日本公开的专利文献进行分析,可知存在为了提高螺栓孔周边的强度,通过改变frp结构体主体的纤维结构进行增强的技术(专利文献1、专利文献2)。另外,虽没有关于frp的记载,但也有在树脂制部件的螺栓孔粘贴树脂的加强片的技术(专利文献3)。然而,没有发现在螺栓孔或可能出现裂纹的部分贴附与frp同等程度的几mm以上的厚度的发明部件来抑制裂纹发展的技术。
7.另外,非专利文献1中介绍了frp彼此的贴附连接法、frp与金属的螺栓连接技术。螺栓周边的应力解析进行过一部分,非专利文献2中也报道过在螺栓孔周围压缩应力变大。
8.在这样的状况下,需要减少应力的技术或抑制裂纹发展的技术。
9.[现有技术文献]
[0010]
[专利文献]
[0011]
[专利文献1]日本特开2002-307585号公报
[0012]
[专利文献2]日本特开2003-225914号公报
[0013]
[专利文献3]日本特开2017-19311号公报
[0014]
[非专利文献]
[0015]
[非专利文献1]
[0016]
frp成型技能教科书(新版)财团法人增强塑料协会平成9年(1997)年10月31日发行
[0017]
[非专利文献2]
[0018]
关于frp部件的接合和钢与frp的粘接接合的前沿技术平成25年(2013)年11月12日发行
技术实现要素:
[0019]
在frp成型体的轻型、薄壁化的需求增加的背景下,期望一种能够抑制螺栓紧固部、铆钉接合部或弯曲半径极小的弯曲部等的裂纹产生和裂纹进展的技术。
[0020]
本发明的目的在于提供能够抑制frp成型体的螺栓紧固部、铆钉接合部或弯曲半径极小的弯曲部等应力负荷高的部分或强度低的部分的裂纹产生和裂纹进展的frp加强用部件及其制造方法和frp连接结构体。
[0021]
本发明的贴在frp成型体上使用的frp加强用部件是利用树脂将层叠的多个纤维层进行一体化而成的frp加强用部件(权利要求1)。
[0022]
应予说明,优选上述多个纤维层具有至少1层以上的将纤维卷绕成螺旋状并成型的螺旋状纤维层(权利要求2)。
[0023]
另外,优选上述多个纤维层具有2层以上的将纤维编成网格状的布状纤维层(权利要求3)。
[0024]
另外,优选上述多个纤维层具有将纤维卷绕成螺旋状并成型的螺旋状纤维层和将纤维编成网格状的布状纤维层,上述布状纤维层的至少2层以夹持上述螺旋状纤维层的方式层叠(权利要求4)。
[0025]
另外,优选上述布状纤维层以从其层叠方向观察时规定的上侧的布状纤维层的纤维延伸的方向与规定的下侧的布状纤维层的纤维延伸的方向呈45度的角度交叉的方式层叠(权利要求5)。
[0026]
另外,优选构成上述纤维层的纤维由玻璃纤维、碳纤维或芳纶纤维构成(权利要求6)。
[0027]
本发明的frp成型体彼此或frp成型体与由与frp不同的坯材构成的部件利用螺栓或铆钉连接而成的frp连接结构体是权利要求1~6中任一项所述的frp加强用部件以覆盖上述frp成型体的螺栓孔或铆钉孔的周边的方式贴在上述frp成型体上的frp连接结构体(权利要求7)。
[0028]
应予说明,优选上述由与frp不同的坯材构成的部件为由铁系材料、铁素体系不锈钢材料、奥氏体系不锈钢材料、铝合金系材料、镁合金系材料中的任一金属材料构成的部件(权利要求8)。
[0029]
本发明的frp成型体是表面形成有凹部或孔的frp成型体,是以覆盖上述凹部或孔的开口部的方式安装有权利要求1~6中任一项所述的frp加强用部件的该frp成型体(权利要求9)。
[0030]
本发明的frp加强用部件的制造方法具有下述工序:将多个由玻璃纤维、碳纤维或芳纶纤维构成的纤维层和树脂投入模具中的工序;将上述多个纤维层和上述树脂在300℃以下且60分钟以内进行压制加工的工序;以及在上述进行压制加工的工序后,除去负荷压力、冷却后进行脱模的工序(权利要求10)。
[0031]
根据本发明的frp加强用部件及其制造方法、frp成型体和frp连接结构体,能够抑
制螺栓紧固部、铆钉接合部或弯曲半径极小的弯曲部等应力负荷高的部分或强度低的部分的裂纹产生和裂纹进展。
附图说明
[0032]
图1是具有螺栓用孔的frp成型体的裂纹模型图。
[0033]
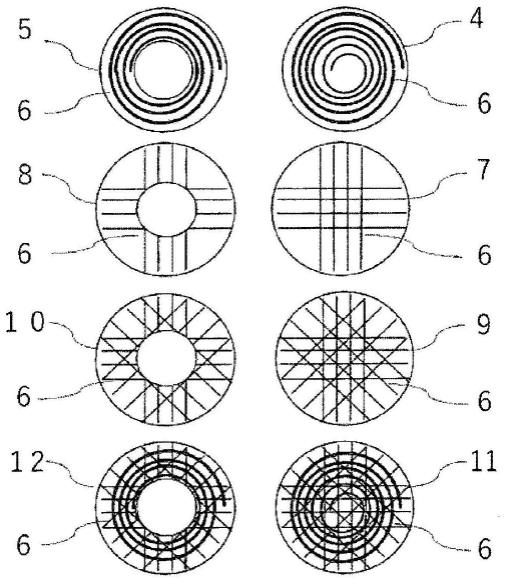
图2是本发明的frp加强用部件(以下称为补片)的构成要素例和复合化的补片构成例。
[0034]
图3是使用补片12将frp成型体与金属制结构材料19通过螺栓紧固连接的设计例。
[0035]
图4是使用补片12将frp成型体与金属制结构材料19通过螺栓紧固连接且螺栓的上部收纳在frp成型体表面的凹部内的设计例。
[0036]
图5使用2张补片12将2个frp成型体通过螺栓紧固连接的设计例。
[0037]
图6是使用补片4、5和12将扁平的frp成型体与具有凹陷的frp成型体通过螺栓紧固连接的设计例。
[0038]
图7是使用补片5和12将扁平的frp成型体与具有凹陷的frp成型体通过螺栓紧固连接的设计例,图7中的(a)是用树脂填埋凹陷的构成例,图7中的(b)是用补片11覆盖凹陷的开口部的构成例。frp成型体的表面被设计成平滑的。
[0039]
图8是在凸形状的frp成型体的开口部贴附补片12的设计例。
[0040]
图9是在形成于frp成型体的部分凹陷贴附补片13的设计例。
[0041]
图10是在frp成型体的表面产生的部分裂纹上粘贴补片11(无孔)的设计例。
[0042]
图11是为了提高补片的剪切强度使用将有孔的圆盘状的补片重叠2层的形状的一体型异形状补片120将2个frp成型体通过螺栓紧固连接的设计例。
[0043]
图12是使用上述一体型异形状补片120将2个frp成型体通过螺栓紧固连接且螺栓的上部收纳在frp成型体表面的凹部内的设计例。
[0044]
图13是将上述一体型异形状补片120配置在螺栓侧和螺母侧这两侧并将2个frp成型体通过螺栓紧固连接的设计例。
[0045]
图14是与金属制结构材料19连接的螺栓紧固结构的设计例,为了提高补片的剪切强度,使用了将开孔圆盘状的补片重叠3层的形状的一体型异形状补片130。
[0046]
图15是对补片的制造工序进行说明的说明图,图15中的(a)为压制成型工序,图15中的(b)为补片取出工序。
[0047]
图16是本发明的实施例的补片w1-w3的内部构成和外观。
[0048]
图17是本发明的实施例的补片w4-w5的内部构成和外观。
[0049]
图18是本发明的实施例的补片w6-w7的内部构成和外观。
[0050]
图19是表示带孔frp板的一个例子的俯视图。
[0051]
图20表示有人工裂纹的带孔frp板的一个例子,图20中的(a)为俯视图,图20中的(b)为裂纹部放大图,图20中的(c)是表示a1-c1-b1截面的人工裂纹部的深度的说明图。
[0052]
图21是在有人工裂纹的带孔frp板上贴附补片的试验片以进行裂纹进展加速试验的构成图。
[0053]
图22是表示利用螺栓紧固的裂纹进展加速试验设备的结构的构成图。
[0054]
图23是本发明的实施例的补片的防止裂纹进展的效果的验证结果。
[0055]
图24是表示由裂纹进展加速试验产生的放射状裂纹的说明图。
具体实施方式
[0056]
frp成型体大多是frp成型体彼此或与其它材料连接使用。另外形状根据用途也多为复杂的形状。例如,有利用螺栓螺母或铆钉的加紧部等复杂的结构施加应力而使用的形状。
[0057]
图1是具有螺栓用孔的frp成型体表面的裂纹模型图。预料表面裂纹是从frp成型体1的孔3向其半径方向呈放射状进展的放射状的裂纹。为了防裂纹传播,想到将纤维垂直于龟裂配置以抵抗裂纹。
[0058]
图2表示为了防止放射状裂纹进展而改变纤维的构成并含浸有树脂的代表性补片的设计例。纤维的材质为玻璃或碳纤维或芳纶纤维。该设计的模式如下。
[0059]
4补片4(螺旋、无孔)
[0060]
5补片5(螺旋、有孔)
[0061]
7补片7(纤维布、无孔)
[0062]
8补片8(纤维布、有孔)
[0063]
9补片9(纤维布、纤维布45度、无孔)
[0064]
10补片10(纤维布、纤维布45度、有孔)
[0065]
11补片11(纤维布、螺旋、纤维布45度、无孔)
[0066]
12补片12(纤维布、螺旋、纤维布45度、有孔)
[0067]
13补片13(补片11的一半材料)
[0068]
此处,上述补片9~12的“纤维布45度”是指相对于“纤维布”以补片的中心为轴旋转45度的纤维布。即“纤维布45度”的“45度”是指从纤维层的层叠方向观察补片时,“纤维布45度”的纤维延伸的方向与“纤维布”的纤维延伸的方向呈45度的角度交叉。
[0069]
补片可以通过将1张补片或多张层叠并用粘接材料等与frp成型体1连接而使用。另外,如后所述,也可以使用将2张圆盘状的补片的性能进化、补片的强度性能进一步提高、剪切强度优异的补片重叠的形状的一体型异形状补片。
[0070]
另外,在后述的裂纹进展加速试验中,为了能够观察补片内部的纤维,可以使用透明树脂试制,但也可以着色成白色或黑色、其它多种颜色。
[0071]
另外,使用本发明的补片时,可以根据需要选择利用或不利用垫圈,特别是用于螺栓紧固。
[0072]
关于本发明补片的制造,也可以利用3d打印机成型等其它制造技术。
[0073]
图3成为使用补片12的结构。是用将纤维纵横编织的纤维布与使纤维布在孔的中心周围旋转45度的纤维布夹持螺旋状玻璃纤维并含浸树脂的复合型的3层结构有孔补片。螺栓紧固与金属制结构材料19中设置的螺母17一起进行。是螺栓从frp成型体1的上方突出的结构例。金属结构体材料19可以采用铁系材料、铁素体系不锈钢材料、奥氏体系不锈钢材料、铝合金系材料、镁合金系材料。为了防止金属结构体材料19的腐蚀,可以像设计的那样用树脂14密封。
[0074]
在此,对螺旋状玻璃纤维和玻璃纤维布进行说明。螺旋状玻璃纤维是指将由将原丝并合的未加捻的玻璃粗纱构成的纤维以比螺栓孔或铆钉孔的直径大的半径卷绕成螺旋
状并成型的。
[0075]
另外,玻璃纤维布是指将多根对原丝加捻的单丝并合的纱线的平纹纱。两者均可用作塑料等复合材料的增强材料。
[0076]
作为后述的实施例中使用的玻璃粗纱材,使用jis3410中规定的支数er2310,作为玻璃纤维布,使用jisr3416中规定的支数200。
[0077]
图4是使用补片12的frp成型体1上螺栓不突出的结构例。螺栓紧固与金属制结构材料19中设置的螺母17一起进行。通过使frp成型体表面平滑,想要抑制液相或气相的湍流。在以下的设计中从防止划伤等观点考虑,表面平滑技术也容易使用。
[0078]
图5是在接合部的表面和背面使用2张补片12来接合2个frp成型体1的设计例。螺栓紧固是用螺栓15和螺母17结合。
[0079]
图6是将两种形状不同的frp成型体1结合的情况的设计例。是使用补片4和补片5、补片12的设计例。是用螺栓15和螺母17结合的设计。金属制螺栓的头配置于frp凹陷中。
[0080]
图7是将具有凹陷的frp结合时在凹陷中插入并粘贴(a)树脂或(b)补片的例子。
[0081]
图7中的(a)是将两种形状不同的frp成型体1结合的情况的设计例,是在凹陷中配置树脂14而将frp成型体表面设计成平滑的例子。成为使用补片4、补片5、补片12的结构。用螺栓15和螺母17结合。
[0082]
图7中的(b)是将两种形状不同的frp成型体1结合的情况的设计例,是在凹陷中配置补片11、补片5、补片12而将frp成型体表面设计成平滑的例子。成为使用补片11、补片5、补片12的结构。用螺栓15和螺母17结合。
[0083]
图8是设计上frp成型1为凸状的情况下使用补片12的设计例。
[0084]
图9是frp成型1具有部分凹陷结构的情况下的补片应用例,是作为补片11的一半的补片13的设计例。
[0085]
图10是采用补片11的设计例。是在frp成型1有部分裂纹的情况下使用无孔的补片11来抑制放射状裂纹的设计例。
[0086]
图11是将2个frp成型体连接的例子。此时,是为了提高补片的剪切强度而使用将2张开孔圆盘状的补片重叠的形状的一体型第1异形状补片120的设计例。由于一体型异形补片的一部分嵌入frp成型体1的主体中,所以是对剪切力显示强抵抗力的结构。
[0087]
图12是将2个frp成型体连接的例子。此时,是为了提高补片的剪切强度而使用将2张开孔圆盘状的补片重叠的形状的一体型第1异形状补片120的设计例,是螺栓不从表面突出的结构。
[0088]
图13是将2个frp成型体连接的例子。此时,是为了提高补片的剪切强度而使用重叠2张将2张有孔圆盘重叠的形状的圆盘状的补片而成的形状的一体型第1异形状补片120的设计例。此时是在表面和背面配置补片的例子,成为进一步加强的结构。
[0089]
图14是与金属制结构材料19连接的螺栓紧固结构的设计例。此时,是为了提高补片的剪切强度而使用将3张有孔圆盘重叠、的形状的一体型第2异形状补片130的设计例。这里使用的一体型异形状补片可以用本专利记载制法制造。可以使用制成的一体型异形状补片,通过frp真空成型制造法(vpi制法),利用预先设置在成型体内部的制法来制造带加强的frp。虽为该用法,但由于是孔周边被拘束的结构,所以可以不是由frp构成的补片,可以使用将由聚丙烯、尼龙等软质树脂构成的圆盘状的补片重叠3张的形状的一体型第2异形状
补片。
[0090]
应予说明,作为图11~图14记载的补片结构的制作方法,在frp成型体上贴附frp加强部件后,以贯通螺栓孔的方式进行切削加工而调整形状,其后贴上包含螺栓部的frp加强部件而制作连接结构体。
[0091]
也可以将成型的补片彼此粘接使其复合化。可以在该补片上分别涂布粘接剂而制作复合一体化的补片复合体来使用。考虑到工业上的利用时,将2张圆盘状的补片重叠的形状的一体成型的异形状的补片容易使用,故而优选。
[0092]
作为这些部件的强力粘接,可以使用瞬间粘接剂、环氧系或丙烯酸系粘接剂。补片与补片间的粘接也可以使用瞬间粘接剂、环氧系或丙烯酸系粘接剂。另外,也可以为强力粘接双面胶带。
[0093]
[实施例]
[0094]
社会上,frp制品的工业可靠性是重要的。关于螺栓紧固部、铆钉接合部或弯曲半径极小的弯曲部等应力负荷高的部分或强度低的部分,期望一种预防裂纹产生的技术,因此开发了本发明的补片。该补片的形状在后述的实施例中为扁平且圆盘状(中央有孔或无孔)的形状,但可以根据需要灵活地设计成正方形、长方形、五边形以上的多边形、不规则形状等。制作补片的方法考虑了很多,但这里实施了容易制作的方法。以下对该实施的方法和制作的补片的例子进行说明。以下的实施例以树脂与纤维的重量比成为7:3的方式进行设计。
[0095]
图15示出了本发明的补片的制造方法中补片的压制成型和取出的样例。图15的(a)中,20为用于对材料(由树脂与玻璃纤维或碳纤维构成的纤维布)23进行压制加工的上模,21为下模,22为轴对准孔。图15的(b)中,12为压制加工后从模具取出的补片。
[0096]
接下来对补片的制法进行说明。首先,使用聚丙烯和玻璃纤维或碳纤维,将它们依次投入下模21。此时,将由聚丙烯与玻璃纤维或碳纤维构成的增强材料以成为规定的组合的方式配置,使其成为设计的结构,在230℃以应力1.7kgf/mm2(载荷907kgf/530mm2)压制,保持15分钟后,除去负荷应力,其后冷却,将制造的约5mm的例如补片12进行脱模制作。
[0097]
以下示出将本发明的补片用于frp成型体或frp连接结构体的实施例。
[0098]
图16示出了作为发明品的厚度5mm的补片的内部构成及其外观。
[0099]
补片w1~补片w3全部能够制作成可实用的没有空孔等缺陷的补片。
[0100]
补片w1可以由8片玻璃纤维布(0
°
)(0
°
:纤维布旋转角0
°
)和聚丙烯制造。层叠的各玻璃纤维布没有旋转。
[0101]
补片w2由使8片玻璃纤维布(0
°
)错开45度的玻璃纤维布(45
°
)(45
°
:纤维布旋转角45
°
)构成,展示了由这些玻璃纤维布和聚丙烯构成的补片。
[0102]
补片w3展示了由玻璃纤维布(0
°
)、使用玻璃粗纱材的螺旋状玻璃纤维、玻璃纤维布(0
°
)和聚丙烯构成的补片。
[0103]
图17示出了作为发明品的厚度5mm的补片的内部构成及其外观。
[0104]
补片w4~补片w5全部能够制作成可实用的没有空孔等缺陷的补片。
[0105]
补片w4示出了由玻璃纤维布(0
°
)、使用玻璃粗纱材的螺旋状玻璃纤维、玻璃纤维布(45
°
)和聚丙烯构成的补片。
[0106]
补片w5由使13片碳纤维织布(0
°
)错开45度的碳纤维织布(45
°
)(45
°
:纤维布旋转
角45
°
)构成,展示了由这些碳纤维织布纤维布和聚丙烯构成的补片。
[0107]
图18是为了分析厚度的效果以与作为发明品的厚度5mm的补片w4的内部构成相同的结构制作2mm的w6和3mm的w7的发明品而示出了其内部构成及其外观照片。补片w6~补片w7全部能够制作成可实用的没有空孔等缺陷的补片。
[0108]
图19~图22示出了说明使用向制作的补片导入了人工裂纹的试样在大的弯曲应变的条件下进行裂纹产生加速试验的试验的图。该说明图中对为了评价性能而制作的试样形状和为了评价而制作的试验机进行了说明。
[0109]
图19为3mm厚度的带孔frp板。中央的孔的直径为17mm。
[0110]
图20是导入了人工裂纹的带孔frp板的情况。假设在孔加工时存在微裂纹,在孔切口部施加人口裂纹(长度1.5mm),进行裂纹加速试验。图20中的(a)是导入了人工裂纹的带孔frp板的整体图。图20中的(b)是图20中的(a)的人工裂纹部分的放大图,是将裂纹部24放大的图。图20中的(c)示出了在图20的(b)的放大图中以a1-c1-b1截面切割时的人工裂纹的截面,人工裂纹形状大致为三角形。c1为人工裂纹的前端位置。
[0111]
图21是在带孔的frp板(图中导入了人工裂纹)上贴上补片的试验片构成图。全部试验片中,补片与frp板的粘接使用了市售的粘接剂,商品名为“grasp-neo”。
[0112]
图22是用于利用螺栓紧固进行裂纹产生加速试验的设备结构,示出了螺栓紧固评价试验的夹具和紧固状况。
[0113]
裂纹产生加速试验如下进行。缓慢地拧紧六角螺栓,用力矩扳手连续施加负荷直至达到10n
·
m。该负荷在全部的试验中保持恒定。旋转速度:约4rps。
[0114]
图23是发明补片的防裂纹效果的验证结果。总结了防裂纹补片的抑制裂纹发展的效果的评价结果。
[0115]
首先,在不贴补片的状态下,使用具有人工裂纹的带孔frp板进行试验。其结果,可知作为比较品展示的无补片的frp成型体1如图24所示,从frp孔的周边的人工裂纹24附近产生放射状裂纹23。
[0116]
接下来使用5mm厚度的作为发明品的补片w1~补片w5,进行有人工裂纹的裂纹加速实验,和用于比较的无人工裂纹时的裂纹加速实验。其结果,所有试样在外观上均没有发现补片有裂纹进展的情况。因而可知抑制了裂纹进展。发明补片中,从经济性、处理性考虑,认为补片w4容易使用。另外,认为补片越厚强度越高,补片越薄强度越弱,因此贴上与补片w4相同结构的厚度为3mm和2mm的补片进行裂纹加速实验。其结果,即便为厚度薄的严格条件,即厚度为3mm和2mm的补片,外观上也没观察到补片有裂纹进展的情况。由此,由这些结果确认了用补片防止裂纹的效果。
[0117]
[产业上的可利用性]
[0118]
本发明的frp加强用部件及其制造方法、frp成型体和frp连接结构体可适用于轻型小型飞机、空调设备、产业
·
护理用机器人、卡车、客车、电车部件、风力发电用设备等的部件、医疗器械用壳体、大型无人机、其它frp壳体、frp部件。
[0119]
符号说明
[0120]1ꢀꢀ
frp成型体
[0121]2ꢀꢀ
放射状裂纹模型
[0122]3ꢀꢀ
孔
[0123]4ꢀꢀ
补片(螺旋、无孔)
[0124]5ꢀꢀ
补片(螺旋、有孔)
[0125]6ꢀꢀ
玻璃或碳纤维
[0126]7ꢀꢀ
补片(纤维布、无孔)
[0127]8ꢀꢀ
补片(纤维布、有孔)
[0128]9ꢀꢀ
补片(纤维布、纤维布45度、无孔)
[0129]
10 补片(纤维布、纤维布45度、有孔)
[0130]
11 补片(纤维布、螺旋、纤维布45度、无孔)
[0131]
12 补片(纤维布、螺旋、纤维布45度、有孔)
[0132]
13 补片(补片12的一半材料)
[0133]
14 树脂
[0134]
15 螺栓
[0135]
16 垫圈
[0136]
17 螺母
[0137]
18 粘接材料
[0138]
19 金属制结构材料
[0139]
20 上模
[0140]
21 下模
[0141]
22 轴对准孔
[0142]
23 树脂与玻璃或碳纤维织布
[0143]
24 人工裂纹
[0144]
25 平板状试验夹具
[0145]
26 圆筒状试验夹具
[0146]
27 放射状裂纹
[0147]
120 第1异形状补片
[0148]
130 第2异形状补片。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1