纤维增强塑料及纤维增强塑料的制造方法与流程
本发明涉及纤维增强塑料及纤维增强塑料的制造方法。
背景技术:
1、将热固性树脂或热塑性树脂用作基质、并与碳纤维或玻璃纤维等增强纤维组合而成的纤维增强塑料不仅质轻,而且强度或刚性等力学特性、耐热性、耐腐蚀性优异。因此,纤维增强塑料被应用于航空航天、汽车、铁路、船舶、土木建筑及体育用品等众多领域中。
2、然而,纤维增强塑料不适于以单一的成型工序来制造具有复杂形状的部件、结构体,在上述用途中,需要制造由纤维增强塑料形成的部件,接着与同种或不同种的部件一体化。作为将纤维增强塑料与同种或不同种的部件一体化的方法,可采用螺栓、铆钉、螺钉等机械性接合方法、使用粘接剂的接合方法。
3、在机械性接合方法中,由于需要开孔工序等预先加工接合部分的工序,因此导致制造工序的时间变长及制造成本增加,另外,由于开孔而存在材料强度降低这样的问题。在使用粘接剂的接合方法中,也需要包括粘接剂的准备、粘接剂的涂布操作的粘接工序及固化工序,因此导致制造工序的时间变长,且在粘接强度方面也存在可靠性无法得到充分满足这样的课题。
4、将热塑性树脂用于基质树脂的纤维增强塑料能够通过与其他使用了热塑性树脂的部件熔接而接合,因此可以说相对容易简化工序。例如,专利文献1公开了热固性树脂层和热塑性树脂层在增强纤维束的内部形成凹凸形状的边界面的纤维增强树脂制造的层叠体,记载了介由该层叠体的热塑性树脂层通过熔接而与其他部件接合,从而能够获得接合强度优异的接合体。
5、现有技术文献
6、专利文献
7、专利文献1:国际公开第2004/060658号。
技术实现思路
1、发明要解决的课题
2、在专利文献1记载的使用了热塑性树脂的层叠体中,热固性树脂与热塑性树脂的界面位于增强纤维束的内部。因此,增强纤维承担负荷而抑制热固性树脂与热塑性树脂的界面剥离,同时在与其他部件熔接时能够获得优异的接合强度。然而,该层叠体不一定适合于形状追随性优先于强度的用途。
3、本发明的目的在于提供能够介由热塑性树脂并通过与其他部件的熔接而接合,与其他部件的接合强度优异,并且形状追随性也优异的纤维增强塑料。
4、用于解决课题的手段
5、为了解决所述课题,本发明具有以下构成。
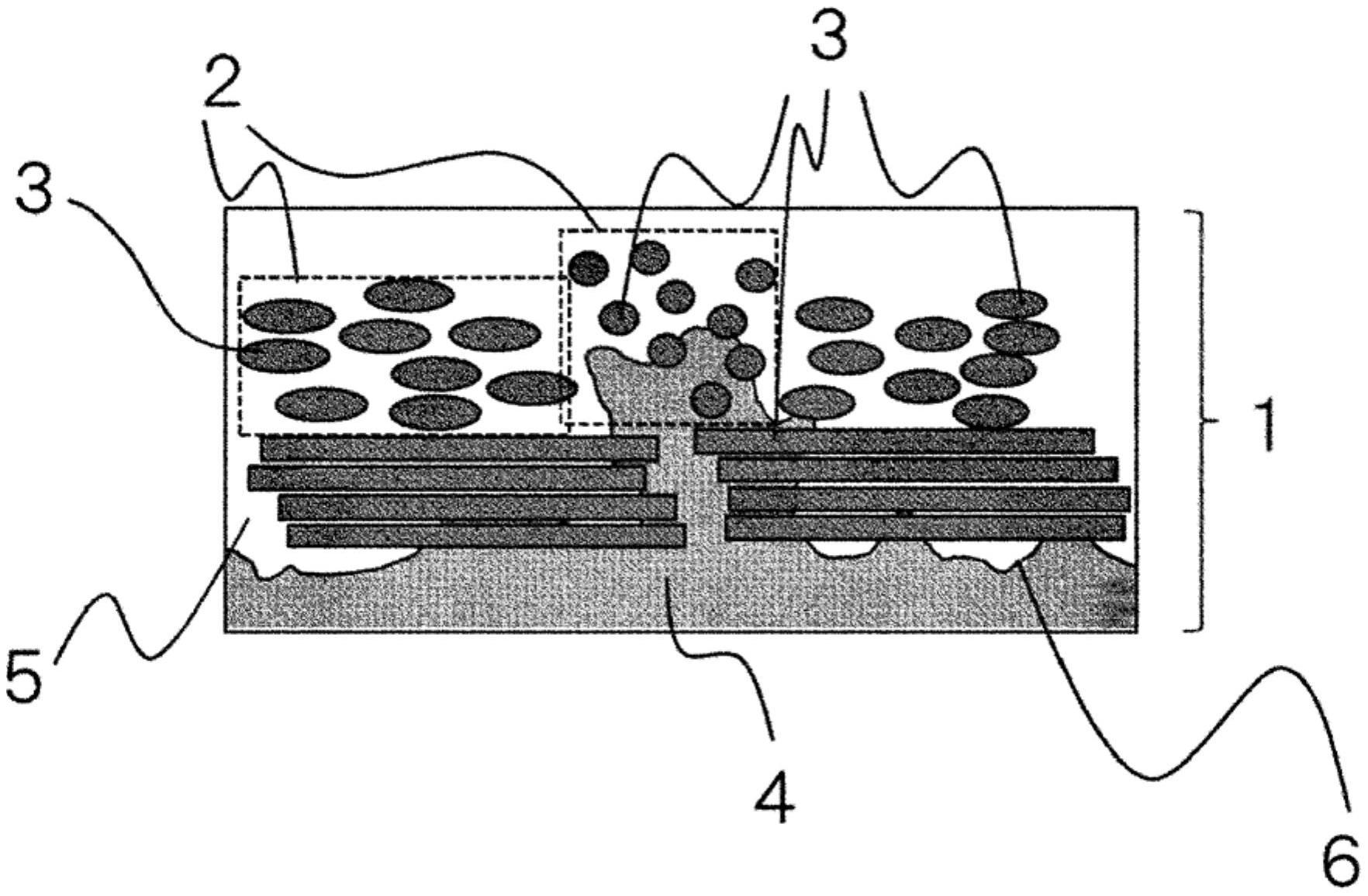
6、<1>纤维增强塑料,其中,作为厚度方向的至少一个表层,具有包含增强纤维、和将热固性树脂及热塑性树脂一体化而成的基质的层,
7、所述增强纤维形成无规堆积而成的不连续增强纤维束,或者形成沿单向排列的不连续增强纤维束,
8、所述不连续增强纤维束的一部分与所述热固性树脂及所述热塑性树脂这两者相接,
9、所述热塑性树脂露出于所述表层的表面的至少一部分。
10、<2>根据<1>所述的纤维增强塑料,其中,在所述表层中,以所述热固性树脂作为主成分的区域与以所述热塑性树脂作为主成分的区域形成界面。
11、<3>根据<1>或<2>所述的纤维增强塑料,其中,在所述表层中,具有所述热塑性树脂从表面起在厚度方向上连续的区域,
12、在所述区域内,所述热塑性树脂与所述不连续增强纤维束相接的部分的厚度的最大值为10μm以上。
13、<4>根据<1>~<3>中任一项所述的纤维增强塑料,其中,在所述表层中,所述增强纤维的含有率为15体积%以上70体积%以下。
14、<5>根据<1>~<4>中任一项所述的纤维增强塑料,其中,在所述表层中,所述增强纤维的平均纤维长度为5mm~100mm的范围。
15、<6>根据<1>~<5>中任一项所述的纤维增强塑料,其中,在所述表层中,所述增强纤维为选自由碳纤维及玻璃纤维组成的组中的至少一种。
16、<7>根据<1>~<6>中任一项所述的纤维增强塑料,其中,在所述表层中,与所述不连续增强纤维束的长度方向的端部相接的空隙的存在比率为5面积%以下。
17、<8>根据<1>~<7>中任一项所述的纤维增强塑料,其中,在所述表层中,长边含浸距离为20μm以上。
18、<9>根据<1>~<8>中任一项所述的纤维增强塑料,其中,在所述表层中,在所述不连续增强纤维束彼此之间存在所述热塑性树脂。
19、<10>根据<9>所述的纤维增强塑料,其中,所述热塑性树脂占据相邻的任意不连续纤维增强束之间。
20、<11>根据<1>~<10>中任一项所述的纤维增强塑料,其中,在厚度方向的两个表层具有所述不连续增强纤维束、所述热塑性树脂及所述热固性树脂,
21、所述热塑性树脂在所述两个表层的表面露出。
22、<12>根据<1>~<11>中任一项所述的纤维增强塑料,其中,构成纤维增强塑料的不连续增强纤维束的至少一部分向面外方向取向。
23、<13>纤维增强塑料的制造方法,其为<1>~<12>中任一项所述的纤维增强塑料的制造方法,
24、所述制造方法包括:
25、工序1,使热固性树脂含浸于增强纤维束;
26、工序2,使热塑性树脂含浸于增强纤维束;
27、工序3,将增强纤维束切断而制成不连续增强纤维束;
28、工序4,将构成纤维增强塑料的基材以热塑性树脂露出于厚度方向的至少一个表面的方式层叠所需片数;和
29、工序5,通过加热及加压将纤维增强塑料成型,
30、所述工序5在实施了所述工序1~4之后实施,或者在实施了所述工序1、3及4之后与所述工序2同时实施,或者在实施了所述工序2、3及4之后与所述工序1同时实施。
31、<14>根据<13>所述的纤维增强塑料的制造方法,其包括:工序6,在所述热塑性树脂露出的表层中,以所述不连续增强纤维束的长度方向的端部与所述热固性树脂或所述热塑性树脂相接的方式流动。
32、<15>根据<13>或<14>所述的纤维增强塑料的制造方法,其中,在所述工序6中,在所述热塑性树脂露出的表层中,所述不连续增强纤维束的至少一部分与所述热固性树脂及所述热塑性树脂这两者相接,
33、并且,以构成所述增强纤维束的至少1根所述增强纤维与所述热塑性树脂从所述增强纤维的长度方向的端部起在长度方向上连续相接的方式流动。
34、发明的效果
35、本发明的纤维增强塑料通过使热塑性树脂露出于表层的至少一部分表面,从而能够介由热塑性树脂与其他部件通过熔接而接合。另外,由于不连续增强纤维束的一部分与热塑性树脂及热固性树脂这两者相接,因此在热固性树脂与热塑性树脂的界面不易发生剥离。进而,通过使增强纤维为不连续增强纤维束,从而形状追随性优异,因此在应当兼顾强度和形状追随性的用途中特别有用。
- 还没有人留言评论。精彩留言会获得点赞!