用于鞋类的直接注射模制的模具装置、包括这种模具装置的系统和直接注射模制系统的制作方法
本发明涉及一种用于根据直接注射工艺(dip)通过直接注射模制生产鞋类的模具装置,其中所述模具装置包括第一侧模具、第二侧模具和底模具。此外,本发明涉及一种通过直接注射模制生产鞋类的系统,所述系统包括这样的模具装置。更进一步地,本发明涉及一种用于执行鞋类的直接注射模制制造的至少一部分的直接注射模制系统,所述系统包括至少一个模具装置,所述模具装置用于与承载鞋面的鞋楦结合至少部分地限定模腔,所述系统包括用于在多个工作台之间传送所述至少一个模具装置的传送系统。更进一步地,本发明涉及一种通过直接注射模制(dip)生产鞋类的方法。
背景技术:
1、行业内公知通过鞋面的直接加鞋底生产鞋类,其被理解为鞋底的至少部分自动化生产,同时将鞋底安装在鞋面上,其中鞋底生产优选地通过注射模制工艺进行。例如在us4608724a中描述了这样的技术,其具体公开了一种具有两个模制工作台的机器,每个模制工作台具有模制单元和用于鞋楦的可移动支架。通过该技术,模制单元以及可移动支架在例如鞋底固化时被占用,且因此产能相对较低。关于更高产能的生产,使用具有多个工作台的自动化机器,这些机器布置在转台、圆台或旋转式鞋类生产机器中。关于这种现有技术dip机器,模具被布置在固定的相对位置,在该位置,模具与鞋楦操纵装置,例如保持鞋楦的装置协作,而鞋面被安装并且用于将其上安装有鞋面的鞋楦相对于模具定位,使得鞋楦和鞋面被保持在期望的位置,同时执行例如鞋底的模制,并且进一步在鞋底的固化期间进行模制。因此,也结合该现有技术,模具和相应的鞋楦处理装置将在进行模制和固化的整个时期内被占用。
2、gb 849917a公开了现有技术的注射模制设备的另一个例子,其涉及用于在鞋面上注射模制鞋底的手动操作注射模制设备。该设备包括基板,该基板用螺栓连接到地板上并且以使得模具可以通过使用曲柄来使模具倾斜的方式支撑模具。模具基本上包括可枢转地连接并且当组合时形成鞋底的周边的两个横向组件。此外,该装置包括水平鞋楦基板,该基板具有用于将鞋楦支撑在倒置位置的固定装置,由此两个横向组件围绕定位在鞋楦上的鞋面闭合。此外,该装置具有可枢转的盖,该盖必须闭合以在鞋楦上围绕鞋面形成封闭的腔室,并且该盖具有孔口,模制材料可被强制穿过该孔口。因此,带有鞋面的鞋楦被放置在倒置位置,两个横向组件围绕鞋面闭合,盖也被闭合,并且相应的部件被夹在一起以形成具有箱形状的模具组件。此后,通过使用曲柄手动倾斜模具组件,从而使盖中的孔口处于孔口被提供给注射机的位置。应注意的是,这种现有技术的注射模制设备只是设计用于固定使用和手动操作。此外,值得注意的是,鞋楦完全封闭在箱形模具内。
技术实现思路
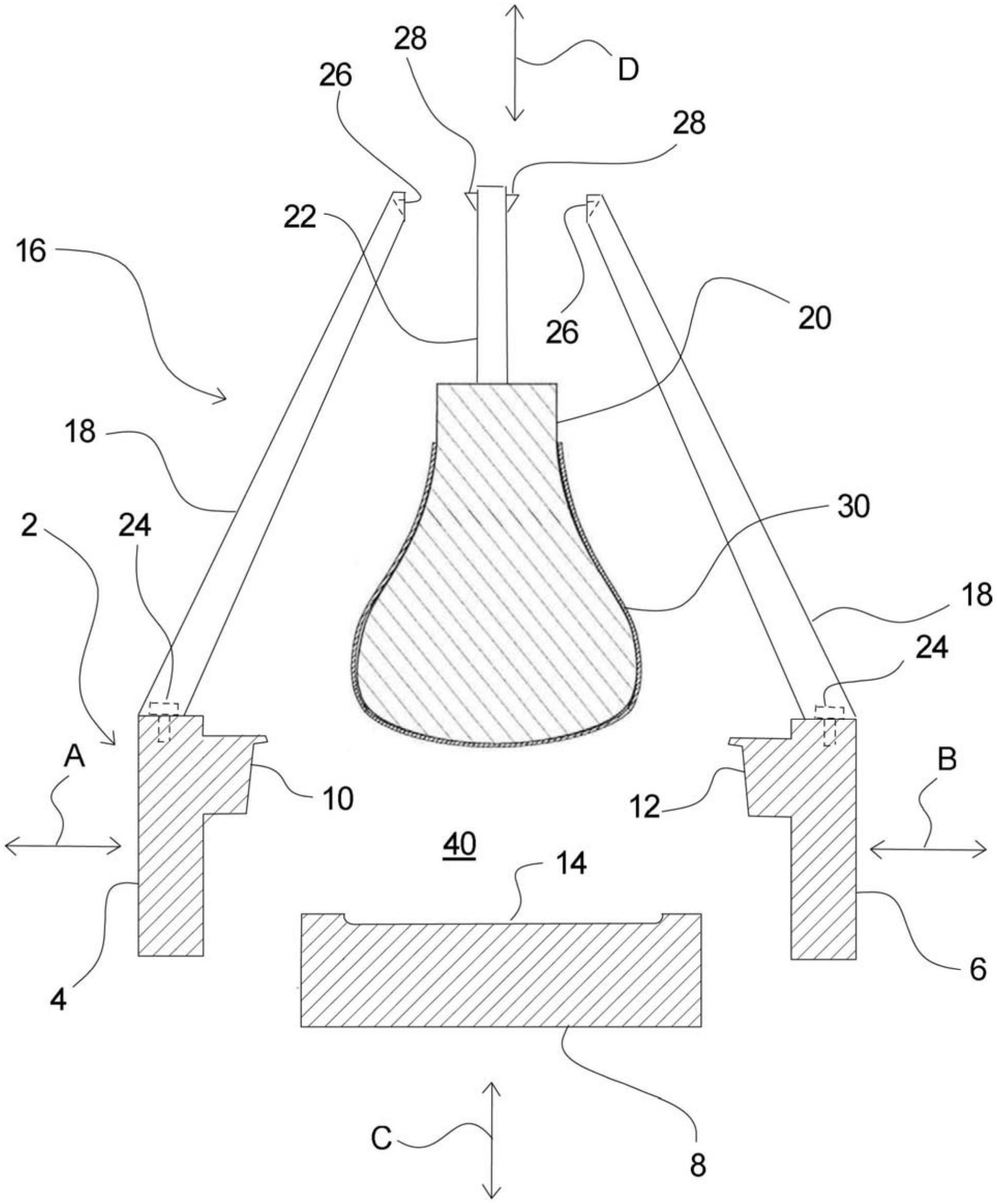
1、本发明在第一方面涉及一种用于通过直接注射模制(dip)生产鞋类的模具装置,其中所述模具装置包括:
2、-第一侧模具和第二侧模具,
3、-底模具,
4、其中,所述第一侧模具和所述第二侧模具被配置为可相对于彼此横向移动,
5、其中,所述底模具被配置为可相对于所述第一侧模具和所述第二侧模具在垂直方向上移动,
6、其中,所述第一侧模具、所述第二侧模具和所述底模具被配置为限定用于鞋类的所述直接注射模制的模腔的至少一部分,以及
7、其中,所述模具装置还包括鞋楦保持装置,所述鞋楦保持装置连接到所述模具装置或被配置为可连接到所述模具装置。
8、由此,可实现的是,模具装置可被用于直接注射过程中的鞋类的直接注射模制,其中模具装置可以以例如以更大的自由度操作,而不是例如与具有布置在转台、圆台或旋转式鞋类生产机器中的多个工作台的自动化机器结合使用的模具装置的那样。关于这种现有技术的dip机器,模具被布置在固定的相对位置,在该位置,模具与鞋楦操纵装置,例如保持安装有鞋面时的鞋楦的装置协作,并且用于将其上安装有鞋面的鞋楦相对于模具定位,使得鞋楦和鞋面被保持在期望的位置,同时执行例如鞋底的模制,并且进一步在鞋底的固化期间执行模制。该鞋楦操纵装置与是例如旋转式生产机器的一部分的现有技术相关,这意味着模具和相应的鞋楦操纵装置将在进行模制和固化的整个时期内被占用。通过本发明,可实现模具装置不需要例如鞋楦操纵装置的服务的时间比将鞋楦相对于模具装置定位并且使模具装置即鞋楦操纵装置夹持鞋楦或鞋楦保持器所需的时间更长。因此,可例如通过能够促使鞋楦与更多数量的模具进行定位,来更高效地使用例如鞋楦操纵装置,这是与要不然与现有技术模具相关联的情况相比。
9、此外,由于实现了模具装置本身可在模制期间以及在固化期间保持鞋楦等,因此可实现模具装置和正在制造的鞋类产品可例如在不考虑例如鞋楦操纵装置的情况下被操纵、移动、传送,由此可便于制造过程的各种选择。
10、更进一步地,可实现的是,鞋楦可被保持,使得它可被鞋楦保持装置固定在期望的垂直位置,该鞋楦保持装置还可将鞋楦的鞋面部分相对于模具例如侧模具定位。此外,鞋楦和安装在鞋楦上的鞋面还可通过与第一侧模具和第二侧模具的接触,例如第一侧模具和第二侧模具的内表面的接触,且特别是它们的接触表面,例如周向唇缘等的接触,来定位。
11、根据一个实施例,所述鞋楦保持装置可包括固定到所述第一侧模具和所述第二侧模具中的每一个的鞋楦定位臂,所述鞋楦定位臂被设计为用于夹持鞋楦或保持鞋楦的鞋楦保持器。
12、由此,可实现的是,鞋楦的保持装置可作为一个部件被提供,该部件可以被提供作为通常的模具部件,即侧模具,的一体部件。另一种选择是,鞋楦保持装置可作为附加部件提供,该附加部件可例如通过可释放连接、螺栓连接、夹具连接、各种螺纹连接等固定到侧模具,并且鞋楦保持装置,例如鞋楦定位臂,可以可移除地固定并且可以更换。
13、根据一个实施例,当所述第一侧模具和所述第二侧模具彼此邻接时,所述鞋楦定位臂可被设计用于夹持所述鞋楦或所述鞋楦夹持器的一部分。
14、由此可实现鞋楦保持装置被设置为使得,在模具的正常操作过程中,例如当模具装置的侧模具在水平方向上朝向彼此相对移动以形成模腔形状的一部分,且该模腔形状的一部分在向上方向上受到安装在鞋楦上的鞋面以及鞋面与侧模具的内表面上的例如包括唇缘等在内的接触表面之间的周向接触的限制时,可自动地实现鞋楦夹持器或鞋楦夹持器的夹持。
15、根据一个实施例,所述鞋楦定位臂可被设计在上端部处或附近,以与鞋楦或鞋楦保持器的相应部分协作。
16、因此,鞋楦保持装置和鞋楦定位臂可以以适当的方式和适当的设计来构造,其中可能的鞋楦操纵器(handler)可定位鞋楦或鞋楦保持器,使得在第一侧模具和第二侧模具朝向彼此移动之前或同时,鞋楦定位臂简单地围绕例如鞋楦或鞋楦保持器的上部夹持。因此,诸如工业机器人之类的可能的鞋楦操纵器可高效地操作并且不干扰例如鞋楦定位臂。一旦例如鞋楦定位臂已经抓住鞋楦或鞋楦保持器,就可以移除鞋楦操纵器并且可例如与另一个模具装置结合使用。
17、根据一个实施例,鞋楦保持装置可被配置为至少在向上方向上为鞋楦或鞋楦保持器的相对移动提供固定。
18、因此,鞋楦保持装置可有效地将鞋楦相对于模具定位在期望的垂直位置,例如相对于底模具的端部位置,使得在鞋楦保持装置和鞋楦之间的夹持可能存在公差的情况下,鞋楦例如由膨胀模制材料提供的力所迫使的,将终止于所需的垂直位置,该位置将不会被超过。
19、根据一个实施例,所述鞋楦保持装置,例如所述鞋楦定位臂可以可移除地固定到所述第一侧模具和所述第二侧模具。
20、因此,可例如在需要另一种类型的鞋楦保持装置、要制造另一种类型的鞋类、需要另一种类型的鞋楦保持装置、鞋楦定位臂等的情况下容易地更换鞋楦保持装置。鞋楦定位臂可通过螺纹连接、螺栓、可释放夹具、弹簧加载锁定装置等可移除地固定。
21、根据一个实施例,所述鞋楦定位臂可被配置为具有与通过直接注射模制制造的鞋类相对应的长度。
22、因此,模具装置可方便地用于制造例如包括鞋、靴子、凉鞋和许多其他鞋类示例的各种各样的鞋类,这是因为鞋楦保持装置和/或鞋楦定位臂可容易地更换为一种类型,该类型可用于和/或需要用于制造特定类型、尺码等的鞋类。
23、根据一个实施例,所述模具装置可包括模具锁,该模具锁包括用于将所述第一侧模具和所述第二侧模具在相对位置锁定在一起、彼此邻接的模具锁定装置。
24、因此,当第一侧模具和第二侧模具已经一起移动到邻接位置时,模具装置可通过模具锁锁定在一起,其中鞋楦保持装置进一步夹持鞋楦或可能的鞋楦保持器,使得不需要用于将两个侧模具压在一起的任何装置来保持两个侧模具的相对位置并且因此也来保持保持装置在鞋楦或可能的鞋楦保持器上的夹持。模具锁可以以多种方式配置,并使用广泛的部件来实现侧模具被保持在一起,这对技术人员来说是显而易见的。应注意的是,这种锁定布置还可使得模具装置可例如在流动中移动自由移动,而无需任何主动力来将侧模具保持在一起。
25、根据一个实施例,用于将所述第一侧模具和所述第二侧模具锁定在一起的所述模具锁可包括模具锁定装置,其用于与布置在所述第一侧模具和所述第二侧模具处例如在它们的相应端部的锁定插扣(tap)协作。
26、因此,用于将两个侧模具锁定在一起的模具锁可以以相对简单和直接的方式设计,这还可具有例如通过实现模具锁定装置的线性运动而使得模具锁容易被激活或去激活的优点。此外,可实现特别是当模具装置的两端可包括模具锁定装置时相对强且有效的锁定。
27、根据一个实施例,所述模具装置可包括底模具锁,其用于相对于所述第一侧模具和/或所述第二侧模具锁定所述底模具。
28、因此,当第一侧模具和第二侧模具一起移动到邻接位置时,以及当底模具垂直地移动到期望位置时,例如端部位置,例如由接触表面部件限定的端部位置时,模具装置可例如借助于一个或多个底模具锁定插扣或任何其他合适的装置将底模具锁定到侧模具中的一个或两个的位置。因此,不再需要用于向上移动底模具的任何致动器或类似物,并且侧模具和底模具被锁定在一起。此外,如上所述,在模具部件的该锁定位置中,鞋楦保持装置进一步夹持鞋楦或可能的鞋楦保持器,由此鞋楦与侧模具和底模具锁定在一起,从而限定模腔。如将理解的,模具装置可在各个部件被锁定在一起并且鞋楦被保持在预定位置的状态下,用作模具,该模具例如通过将鞋底模制材料注射到模腔中,将例如外底或中底这样的鞋底模制到安装在鞋楦上的鞋面。应注意的是,注射材料可能在该锁定状态之前,例如在底模具向上移动的工艺步骤中,已经被注射,随后模具装置的底模具被锁定在端部位置,并且模制工艺例如通过注射材料膨胀以填充模腔来继续。在这两种情况下,模具装置随后可用于容纳模制的鞋类部件,而模制的部件正在固化,这可能是一个相对漫长的过程。然而,如本文所解释的,模具装置可处于不需要用于例如模具装置外部的装置、例如将模具部件保持在一起、用于保持鞋楦等的任何装置的状态,并且因此,模具装置也可在这种状态中例如独立于其他装置进行输送,并且可例如在流转(flow)中自由移动。因此,在模制之后不久,当模制部件正在固化并且模制的鞋类部件可由于其他原因而被存放时,这种包含模制的鞋类部件的模具装置可例如作为独立物体例如经由诸如传送带、链式传送机之类的传送机,借助于推车等,被传送到选定位置、临时存放位置、缓冲区或类似物,其可以被存放在那里,直到特定的模具装置可被取回并进一步输送以用于模制鞋类部件的进一步加工。
29、根据一个实施例,所述模具装置可被配置为便携式的。
30、由此,可实现的是,例如在注射模制之前、在加工期间、在注射的鞋底部件的固化期间等,模具装置可以是独立可移动的物体。此外,由于鞋楦保持装置本身可在模制期间以及进一步在固化期间等保持鞋楦,因此可实现模具装置、鞋楦和可能的用于保持所述鞋楦和正在制造的鞋类产品的鞋楦保持器可例如在不考虑例如鞋楦操纵装置的情况下被操纵、移动、传送、存放,由此可便于制造过程的各种选项,这是例如因为模具装置、鞋楦和可能的用于保持所述鞋楦和正在制造的鞋类产品的鞋楦保持器可独立地,例如独立于其他模具装置和/或独立于例如鞋楦操纵器、注射设备和/或其他类型的设备而移动、传送、存放等。
31、根据一个实施例,所述鞋楦保持装置可被配置为在鞋楦的上部区域保持鞋楦。
32、由此,可实现的是,当在上部区域例如脚踝或脚背区域上方的区域处由鞋楦保持装置保持鞋楦时,鞋楦将被定位成使得该上部区域被定位在模腔上方,并且可接近该区域以用于例如随后由操纵器(handler)夹持。
33、根据一个实施例,所述鞋楦保持装置可被配置为用于通过鞋楦的上部区域处的鞋楦保持器来保持鞋楦。
34、由此,可实现的是,保持鞋楦的鞋楦保持器将被定位为使得鞋楦保持器被定位在模腔上方,并且可接近该区域以用于例如随后由操纵器夹持,其中在上部区域保持所述鞋楦,该上部区域例如脚踝或脚背区域上方的区域。
35、根据一个实施例,所述鞋楦保持装置可被配置为用于在向上方向上用鞋楦的上部保持鞋楦或鞋楦保持器。
36、要注意的是,鞋楦的上部是指鞋楦的脚踝或脚背区域上方的部分。通过该实施例,可实现鞋楦或鞋楦保持器被定位在模腔上方并且可以是可接近的以用于例如随后由操纵器夹持。
37、根据一个实施例,所述鞋楦保持装置可被配置用于保持鞋楦夹持器或鞋楦保持器,鞋楦或鞋楦保持器的至少一部分分别在模具装置上方的水平处是可接近的。
38、由此,可实现,例如,当鞋楦或鞋楦保持器从鞋楦保持装置释放时,鞋楦操纵器或相应的设备可夹持或以其他方式操纵鞋楦或者鞋楦保持器。
39、根据一个实施例,所述鞋楦保持装置可被配置用于通过直接耦接来保持鞋楦或鞋楦保持器。
40、由此,可实现,鞋楦或鞋楦保持器可以以精确且稳固的方式保持,例如,鞋楦被定位在期望的高度并且在水平面中具有期望的位置。此外,应注意的是,通过使用直接耦接,鞋楦或鞋楦保持器可由鞋楦保持装置,例如鞋楦定位臂,以稳固和可再现的方式来夹持,这便于执行自动化。应注意的是,可应用标准化,因此意味着鞋楦或鞋楦保持器可配置有与鞋楦保持装置的相应部分相符合的标准接口。更进一步地,在这方面要注意的是,鞋楦的承载鞋面的部分通常将通过由第一侧模具和第二侧模具形成的接触而在纵向方向和横向方向上定位,该接触例如通过当使第一侧模具和第二侧模具在一起时这些模具部件上的将接触鞋面的唇缘。因此,鞋楦的定位可通过由鞋楦保持器进行的定位和由侧模具进行的定位的组合来实现。
41、根据一个实施例,所述模具装置可以包括识别器,例如rfid装置,该识别器与模具装置的一个或多个部件相关联。
42、由此,可实现的是,可例如当其包含例如处于固化过程中的模制鞋类部件时,通过使用所述识别器来识别、跟踪可被移动、输送、传送、存放等的模具装置。此外,应注意的是,所述识别器还可用于便于提取与可能包含在模具装置内的模制鞋类部件有关的数据。更进一步地,要注意的是,模具装置可包括超过一个识别器,例如一个用于侧模具、一个用于底模具等,并且鞋楦也可包括识别器,使得这些部件例如在它们以分开的流转被输送、加工、制备等并且在稍后阶段被组合用于模制过程的情况下可单独地被识别。此外,要注意的是,识别器可包括例如与模具装置相关的信息相关的电路。
43、根据一个实施例,与模具装置的一个或多个部件相关联的这种识别器可从诸如例如rfid装置、标签、条形码、图像、标志等的多种识别装置中选择。
44、注意到,通过使用模具装置和/或模具装置的部件的识别器,可实现多个模具装置可被用于直接注射模制系统,其中可由每个模具生产的鞋类的特征可由识别器识别。因此,对于例如一组模具装置,正在生产的鞋类可能不相同,并且由模具装置生产的鞋类可以是例如在尺码、形状、左/右和/或任何其他特征方面独特的鞋类。当如上所述可独立地移动或传送的多个模具装置中的每一个到达例如工作台时,例如机械或控制单元可例如读取识别器,并且可以基于此确定在特定步骤需要进行哪些处理。
45、本发明在第二方面涉及一种用于通过直接注射模制生产鞋类的系统,所述系统包括根据权利要求1-17中任一项所述的模具装置,所述系统还包括鞋楦,并且可能包括用于保持所述鞋楦的鞋楦保持器。
46、通过这样的系统,可实现模具装置可用于直接注射过程中的鞋类的直接注射模制,其中模具装置可例如以更大的自由度来操纵,其与下列情况相反,例如与具有布置在旋转式鞋类生产机器中的多个工作台的自动化机器结合使用的模具装置来操纵,旋转式鞋类生产机器例如如上所述的旋转式dip(直接注射工艺)鞋类生产机器。关于现有技术的dip机器,模具被布置在固定的相对位置,在该位置,模具与例如保持鞋楦的装置这样的鞋楦操纵装置协作,而鞋面被安装并被用于将在其上安装有鞋面的鞋楦相对于模具定位,使得鞋楦和鞋面被保持在期望的位置,同时执行例如鞋底的模制,并且进一步在鞋底的固化期间保持。该鞋楦操纵装置与现有技术相关,是例如旋转式生产机器的一部分,这意味着模具和相应的鞋楦操纵装置将在进行模制和固化的整个时期内被占用。通过本发明,可实现模具装置不需要例如鞋楦操纵装置的服务的时间比将鞋楦相对于模具装置定位并使模具装置(即,鞋楦保持装置)夹持鞋楦或鞋楦保持器所需的时间更长。因此例如通过能够促使与另外的现有技术模具相关的情况相比,鞋楦与更多数量的模具相关地定位,可更高效地使用例如鞋楦操纵装置。
47、此外,由于实现了模具装置本身可在模制期间以及进一步在固化等期间保持鞋楦,因此可实现模具装置、鞋楦以及可能的用于保持所述鞋楦和正在制造的鞋类产品的鞋楦保持器可例如在不考虑例如鞋楦操纵装置的情况下被操纵、移动、传送,从而可便于制造工艺的各种选项。
48、甚至更进一步地,通过该系统,可实现鞋楦可以被保持,使得它可被鞋楦保持装置固定在期望的垂直位置,该鞋楦保持装置还可将鞋楦的上部(upper part)相对于模具例如侧模具定位。此外,鞋楦和安装在鞋楦上的鞋面还可通过与第一侧模具和第二侧模具的接触来定位,该接触例如它们的内表面,并且特别是它们的接触表面,例如,周向唇缘等。
49、根据一个实施例,所述系统可进一步包括用于将鞋楦和可能的鞋楦保持器定位在相对于模具装置的预定位置处的自动操纵器,所述鞋楦承载鞋面,其中所述第一侧模具和所述第二侧模具彼此横向相距至少预定距离,其中,所述鞋楦保持装置被配置为当所述第一侧模具和所述第二侧模具处于彼此邻接的位置时,可由所述鞋楦保持器保持所述鞋楦。
50、由此,可实现的是,鞋楦保持装置被布置成使得由自动操纵器定位的鞋楦或鞋楦保持器的夹持可在模具的正常操作过程中(例如当模具装置的侧模具在水平方向上彼此相对移动以形成模腔形状的一部分时)自动实现,其中该模腔在向上方向上受到安装在鞋楦上的鞋面以及鞋面与侧模具的内表面上的例如包括唇缘等的接触表面之间的周向接触的限制。
51、根据一个实施例,该系统可以进一步包括侧模具致动器,其用于相对于彼此横向移动所述第一侧模具和所述第二侧模具。
52、由此,可实现模具装置的打开和/或闭合可以以高效和潜在的自动化方式进行。应注意的是,第一侧模具和/或第二侧模具还可通过倾斜或翻转,例如通过角度移动来移动,从而打开模具装置,这可用来提供更多的空间,以便执行诸如模具的清洁、检查、准备等操作。
53、根据一个实施例,该系统还可以包括底模具致动器,其用于相对于所述第一侧模具和所述第二侧模具垂直地移动所述底模具。
54、由此,可实现该系统可以以高效且潜在的自动化方式执行。
55、根据一个实施例,该系统可进一步包括用于在所述模腔内执行鞋底部件的直接注射模制的注射模制设备。
56、本发明在第三方面涉及一种用于进行鞋类的直接注射模制制造的至少一部分的直接注射模制系统,所述系统包括至少一个模具装置,其用于与承载鞋面的鞋楦组合地至少部分限定模腔,所述系统包括用于在多个工作台之间传送所述至少一个模具装置的传送系统,所述至少一个模具装置包括鞋楦保持装置,其被配置为用于至少在将鞋底部分直接注射模制到所述鞋面上时保持承载所述鞋面的所述鞋楦,其中所述直接注射模制系统被配置为用于将所述至少一个模具装置从一个工作台传送到所述多个工作台中的下一个工作台,其中所述鞋楦保持装置是所述模具装置的一体部件。
57、因此,可以提供一种系统,该系统允许在模具装置的操作以及在与鞋类生产相关的直接注射过程方面进行的制造步骤的布局方面有更大的自由度可利用。
58、根据一个实施例,所述模具装置可包括相对可移动的模具部件,并且所述系统被配置用于在所述多个工作台中的至少一个工作台处实现所述模具部件中的至少一些的相对移动。
59、由此,鞋类的直接注射模制制造可以以自动化方式,例如通过包括提供模具装置所需移动的设备的一个或多个工作台,来实现。
60、根据一个实施例,所述模具部件可以包括
61、-第一侧模具和第二侧模具,
62、-底模具,
63、其中,所述第一侧模具和所述第二侧模具被配置为可相对于彼此横向移动,
64、其中,所述底模具被配置为可相对于所述第一侧模具和所述第二侧模具垂直地移动。
65、由此,以有利的方式配置模具装置。
66、根据一个实施例,所述鞋楦保持装置可包括固定到所述第一侧模具和所述第二侧模具中的每一个的鞋楦定位臂,所述鞋楦定位臂被设计为用于夹持所述鞋楦或保持所述鞋楦的鞋楦保持器。
67、由此,可实现的是,鞋楦保持装置可作为一个部件被提供,该部件可被作为通常的模具部件即侧模具的一体部件来提供。另一种选择是,鞋楦保持装置可作为附加部件提供,其可例如通过可释放连接、螺栓连接、夹具连接、各种螺纹固定到侧模具,并且鞋楦保持装置例如鞋楦定位臂等可以可移除地固定并且可更换。
68、根据一个实施例,所述多个工作台可以包括预注射工作台,其中,所述承载所述鞋面的鞋楦被引入到所述模具装置,并且所述鞋楦保持装置被操作以保持承载所述鞋面的所述鞋楦。
69、根据一个实施例,所述鞋楦保持装置可被操作以通过所述模具部件中的至少一些模具部件的相对运动,例如通过所述第一侧模具和所述第二侧模具相对于彼此的横向运动,来保持所述承载所述鞋面的鞋楦。
70、由此可实现鞋楦保持装置被布置成使得在由工作台提供的模具的正常操作过程中,例如当模具装置的侧模具在水平方向上彼此相对移动以形成模腔形状的一部分,且该模腔形状在向上方向上受到安装在鞋楦上的鞋面以及鞋面与侧模具的内表面上例如包括唇缘等在内的接触表面之间的周向接触的限制时,可自动实现对鞋楦或鞋楦保持器的夹持。
71、根据一个实施例,所述预注射工作台可包括用于将模具部件,例如所述第一侧模具和所述第二侧模具,相对于彼此锁定的模具锁定致动器。
72、因此,模具装置可通过模具锁锁定在一起,使得为了保持两个侧模具的相对位置并且因此也为了保持装置在鞋楦或可能的鞋楦保持器上的夹持,不需要任何用于将两个侧模具强制在一起的装置。模具锁以及因此还有激活器可以以多种方式配置,并且使用广泛的部件来实现侧模具被保持在一起,这对于技术人员来说是显而易见的。应注意的是,此锁定布置还可使得模具装置可自由移动,例如在流转中移动,而没有任何主动力来将侧模具保持在一起。
73、根据一个实施例,所述预注射工作台可以包括用于将承载所述鞋面的所述鞋楦引入并定位到所述模具装置的自动操纵机。
74、根据一个实施例,所述多个工作台可包括布置在所述预注射工作台之后的注射工作台,其中所述注射工作台包括用于将模制材料注射到所述模腔内的模具注射设备。
75、根据一个实施例,所述注射工作台可以包括底模具致动器,其用于使底模具相对于所述第一侧模具和所述第二侧模具垂直地移动。
76、根据一个实施例,所述注射工作台可包括用于底模具锁的致动器,其用于在垂直方向上锁定所述底模具。
77、根据一个实施例,用于传送所述至少一个模具装置的所述传送系统可被配置用于在已经注射模制材料之后将所述模具装置从所述注射工作台传送到进一步的输送、传送、存放等。
78、根据一个实施例,所述多个工作台可以包括接收工作台,其中,在模具部件被锁定的情况下,所述模具装置由解锁激活器解锁,并且模具装置被操作为处于打开状态。
79、根据一个实施例,所述多个工作台包括打开状态准备工作台,在打开状态下处理所述模具装置。
80、根据一个实施例,用于在多个工作台之间传送所述至少一个模具装置的所述传送系统可以包括至少一个承载梁,其被配置为以固定的水平行程至少部分在水平方向(f)上往复运动。
81、根据一个实施例,被配置为在至少部分水平方向上往复运动的所述至少一个承载梁可包括多个承载子梁,每个承载子梁具有至少一个垂直定向的承载子梁销。
82、根据一个实施例,每个具有至少一个垂直定向的承载子梁销的所述多个承载子梁和/或每个承载子梁的所述至少一个垂直定向的承载子梁销可被配置为在垂直方向上移动。
83、根据一个实施例,所述多个工作台中的至少一个工作台可包括两个承载板,每个承载板具有至少一个垂直定向的承载销,所述承载板被配置为在所述至少一个承载梁的方向上彼此远离以及朝向彼此移动。
84、根据一个实施例,所述多个工作台可以被配置为模块,所述模块可相对于直接注射模制系统被添加、移除、交换、互换等。
85、根据一个实施例,所述多个工作台的所述模块可具有单独的框架,其可与直接注射模制系统中的其他模块断开和/或连接。
86、因此,例如,可给已经实现的直接注射模制系统赋予新的功能,或者在维护等情况下可移除或更换一个或多个模块。每个工作台可具有其单独的框架,该框架可连接,例如螺栓连接,到其他工作台以形成系统的基本框架。因此,可快速地实现模块化工作台配置的改变。
87、根据一个实施例,多个工作台可包括多个多工作台模块,这些工作台模块可在直接注射模制系统中断开、连接、互换和/或交换,其中所述多个工作台中的每个包括多个工作台,每个工作台被配置为模块。
88、由此,可实现很大程度的灵活性,这是因为本身包括多个工作台的多工作台模块可作为(工作)模块移动,该模块可例如从直接注射模制系统添加或移除。因此,实现了“双重”模块化,这是因为“多工作台模块”不仅可与其他“多工作台模件”组合,还可以额外与单工作台模块组合。此外,应当理解,例如,单工作台模块中的一个可作为模块从“多工作台模块”中移除。
89、根据一个实施例,用于在多个工作台之间传送所述至少一个模具装置的所述传送系统可被模块化配置,其中所述至少一个承载梁的所述长度对应于工作台的数量。
90、因此,可模块化地配置承载梁,例如行走梁,例如由此在移除工作台的情况下,可通过移除承载梁的模块化长度来缩短承载梁,并且相应地,在添加工作台的情况中,可通过添加承载梁的模块化长度来增加承载梁的长度。因此,可快速地实现模块化工作台配置的改变。
91、根据一个实施例,用于在多个工作台之间传送所述至少一个模具装置的所述传送系统可被配置为具有鉴于工作台要求而适配的所述固定水平行程。
92、根据一个实施例,该系统可包括根据权利要求1-17中任一项所述的模具装置。
93、根据一个实施例,该系统可包括多个模具装置,这些模具装置能够在所述多个工作台之间独立地移动和/或往返于其他位置,诸如存放位置、固化位置、加热位置和缓冲位置。
94、由此,可实现由模具装置提供的进一步的优点,例如由独立移动和/或可单独识别的模具装置提供的优点。
95、通过使用用于模具装置和/或模具装置的部件的识别器,可实现多个模具装置可用于直接注射模制系统,其中可由每个模具生产的鞋类的特征可由识别器识别。因此,对于例如一组模具装置,正在生产的鞋类可能不相同,并且由模具装置生产的鞋类可以是例如在尺码、形状、左/右和/或任何其他特征方面独特的鞋类。当如上所述可独立地移动或传送的多个模具装置中的每一个到达例如工作站时,例如机械或控制单元可例如读取识别器,并且可基于此确定在特定步骤需要进行哪些处理。
96、因为考虑到实际要求,例如在固化时,可存放多个模具装置,而其他模具装置可分配给多个工作台处的实际处理,可以移动、传送模具装置等,可实现进一步的多功能性和/或灵活性。此外,要注意的是,在任何时候,可在多个工作台处处理多个模具装置,但是分配给这些模具装置中的每一个的鞋类可以彼此不同,这是可能的,这是因为模具装置是可单独识别的。此外,要注意的是,模具装置不需要顺序地移动,而是可鉴于实际要求来实现例如特定模具装置的传送或移动,并且例如,当已经达到期望的温度时,为了等待温度降低或升高而存放的模具装置可进一步移动以进一步处理,而不是按固定的顺序例如按模具装置所到达的顺序来进一步移动。
97、根据另一方面,本发明涉及一种通过直接注射模制(dip)生产鞋类的方法,其中所述方法包括以下步骤:
98、-提供包括第一侧模具、第二侧模具和底模具的模具装置,所述第一侧模具和所述第二侧模具包括鞋楦保持装置,
99、-提供承载鞋面的鞋楦,其中所述方法还包括
100、-将所述鞋楦定位在所述第一侧模具和所述第二侧模具之间的位置,
101、-相对于彼此并朝向彼此横向移动所述第一侧模具和所述第二侧模具,以及
102、-当所述第一侧模具和所述第二侧模具彼此邻接时,通过所述鞋楦保持装置夹持所述鞋楦或鞋楦保持器的一部分。
103、由此,实现了模具装置可通过可以是模具装置的一体部分的鞋楦保持装置来保持鞋楦,并且模具装置因此可以是在制造过程期间不依赖于例如外部部件来保持鞋楦的独立部件。因此,模具装置可独立地移动,此外,可实现提高的效率和精度。
104、根据一个实施例,该方法还可包括相对于所述第一侧模具和所述第二侧模具垂直地移动所述底模具,以限定用于鞋类的所述直接注射模制的模腔的至少一部分。
105、根据一个实施例,所述方法可以进一步包括将液化材料注射到所述模腔内,用于鞋类的所述直接注射模制。
106、根据一个实施例,所述方法可以进一步包括:
107、-使所述第一侧模具和所述第二侧模具相对于彼此横向移动和远离彼此横向移动,以及
108、-移除具有所述鞋面的所述鞋楦,鞋底部分已经通过所述直接注射模制模制到所述鞋面上,以进行进一步加工。
109、值得注意的是,这一事实的优点是,当两个侧模具彼此分离时,可简单地松开对鞋楦的夹持,从而提高了效率。
110、根据一个实施例,可应用根据权利要求1-17中任一项所述的模具装置、根据权利要求18-22中任一项的系统或根据权利要求23-47中任一项中的直接注射模制系统。
- 还没有人留言评论。精彩留言会获得点赞!