成型方法及模具与流程
本发明涉及一种将密封件成型于基材的成型方法及模具。
背景技术:
1、以往,提出了在金属、树脂或者纸等基材上成型橡胶等密封件的成型方法。图6是以往进行传递成型的成型机1000的剖视图,图6的(a)是示出在成型机1000的筒1022中装入橡胶原料1050的状态的图,图6的(b)是示出在成型机1000中进行合模(mold closing)及橡胶材料1050的注塑的状态的图。成型机1000具有热板1010、1012、以及模具1020、1032。模具1020具有装入橡胶原料1050的筒1022、用于在基材1040上成型密封件的槽1026、以及用于将橡胶原料1050向槽1026注塑的浇口1024。模具1032具有用于配置基材1040的凹部1033。成型机1000在装入橡胶原料1050以及配置基材1040后,通过合模对橡胶原料1050施加例如1mpa~200mpa的压力(下面,称为注塑压),向槽1026注塑(注入)橡胶原料1050。成型机1000通过由热板1010产生的例如80℃~220℃的热对橡胶原料1050进行交联,由此,在隔板等基材1040上成型密封件。
2、另外,例如,在专利文献1中公开了用于燃料电池用单元的隔板、硬盘驱动器中的顶盖等的密封垫片一体型板的制造方法。另外,基材上不仅具有平板,还具有在端部具有倾斜部(下面,也称为凸缘形状)的基材,有时也在基材的凸缘形状的附近成型密封件。
3、在先技术文献
4、专利文献
5、专利文献1:日本特开2004-225721号公报
技术实现思路
1、(发明要解决的课题)
2、然而,在以往的成型方法中,在端部具有凸缘形状的基材的凸缘形状的附近成形密封件时,在凸缘形状与密封件之间需要某程度的距离。因此,为了增大基材中的比密封件更靠内侧的区域的面积,必须增大基材整体的面积。增大基材整体的面积有可能导致将基材用作部件的产品的大型化。因此,要求以不增大在端部具有凸缘形状的基材的整体的面积而增大比密封件更靠内侧的区域的面积的方式成型密封件。即,要求将密封件尽可能地成型在凸缘形状的附近。
3、本发明是鉴于上述情况而完成的,作为示例性的技术问题,提供一种对具有倾斜部的基材成型密封件时,能够进一步缩短基材的倾斜部与密封件的距离的成型方法及模具。
4、(用于解决课题的技术方案)
5、为了解决上述技术问题,本发明具有以下结构。
6、(1)一种成型方法,其是将密封件成型于基材的第一平面的成型方法,所述基材具有所述第一平面、与所述第一平面连续的倾斜部、以及与所述倾斜部连续的高于所述第一平面的第二平面,
7、所述成型方法具备:
8、第一工序,在具有供所述密封件的原料注入的槽的第一模具,以所述原料不硫化(交联)的温度向所述槽注入所述原料;以及
9、第二工序,在向所述槽注入所述原料后的所述第一模具与第二模具之间夹持所述基材,以所述原料硫化(交联)的温度将所述原料作为所述密封件成型于所述基材,
10、所述第一模具具有在所述第二工序中在按压所述基材的所述第一平面及所述第二平面时在与所述基材的所述倾斜部之间产生空隙的形状、以及将所述槽与所述形状连结的连结槽,
11、所述第一模具的所述槽设置于所述形状的附近。
12、通过以下参照附图说明的优选的实施方式,本发明的进一步的目的或其他特征将变得明确。
13、(发明效果)
14、根据本发明,能够提供一种对具有倾斜部的基材成型密封件时,能够进一步缩短基材的倾斜部与密封件的距离的成型方法及模具。
技术特征:
1.一种成型方法,其是将密封件成型于基材的第一平面的成型方法,所述基材具有所述第一平面、与所述第一平面连续的倾斜部、以及与所述倾斜部连续的高于所述第一平面的第二平面,
2.根据权利要求1所述的成型方法,其中,
3.根据权利要求1或2所述的成型方法,其中,
4.根据权利要求1至3中任一项所述的成型方法,其中,
5.一种模具,其是用于将密封件成型于基材的第一平面的模具,所述基材具有第一平面、与所述第一平面连续的倾斜部、以及与所述倾斜部连续的高于所述第一平面的第二平面,
技术总结
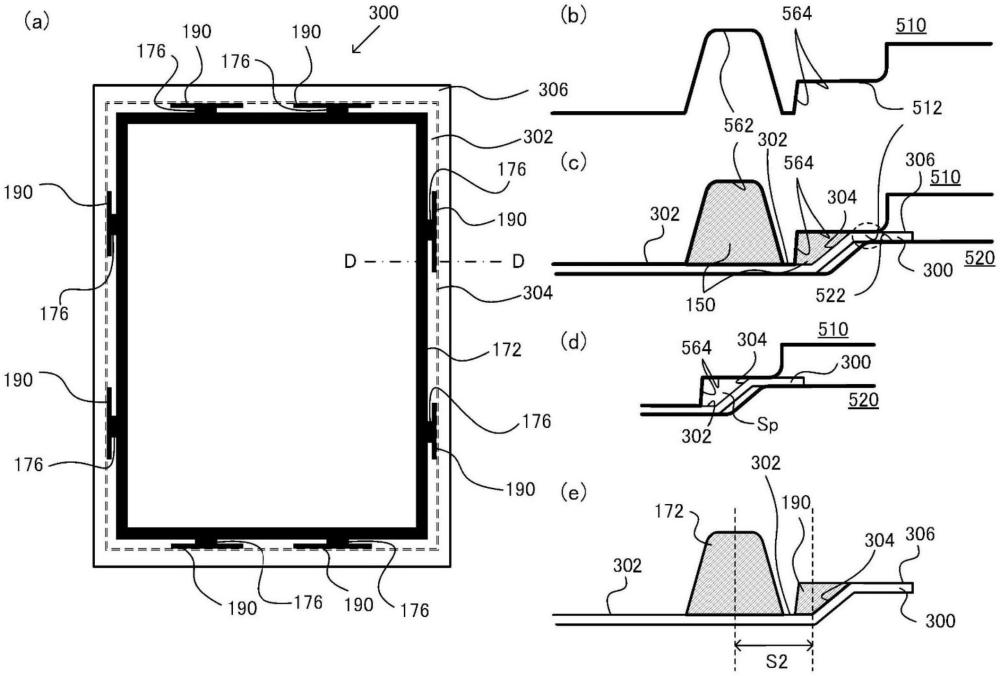
本发明提供一种对具有倾斜部的基材成型密封件时,能够进一步缩短基材的倾斜部与密封件的距离的成型方法及模具。具备:预成形工序,在橡胶原料(150)不交联的温度下,在具有供橡胶原料(150)注入的槽(562)的型腔板(510),向槽(562)注入橡胶原料(150);以及硫化成型工序,在槽(562)中注入橡胶原料(150)的型腔板(510)与模具(520)之间夹持基材(300),并且在橡胶原料(150)交联的温度下,将橡胶原料(150)作为密封件(172)成型于基材(300),型腔板(510)具有:空隙形成部(564),在硫化成型工序中在按压基材(300)的平面(302)及平面(306)时在与基材(300)的倾斜部(304)之间产生空隙(Sp);以及连结槽,连结槽(562)和空隙形成部(564),型腔板(510)的槽(562)设置于空隙形成部(564)的附近。
技术研发人员:西室真纪也,平山宏司
受保护的技术使用者:兴国英特克株式会社
技术研发日:
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!