左右C柱上装饰板注塑模具及其非对称式侧抽成型机构的制作方法
本发明涉及注塑模具,特别地,涉及一种左右c柱上装饰板注塑模具及其非对称式侧抽成型机构。
背景技术:
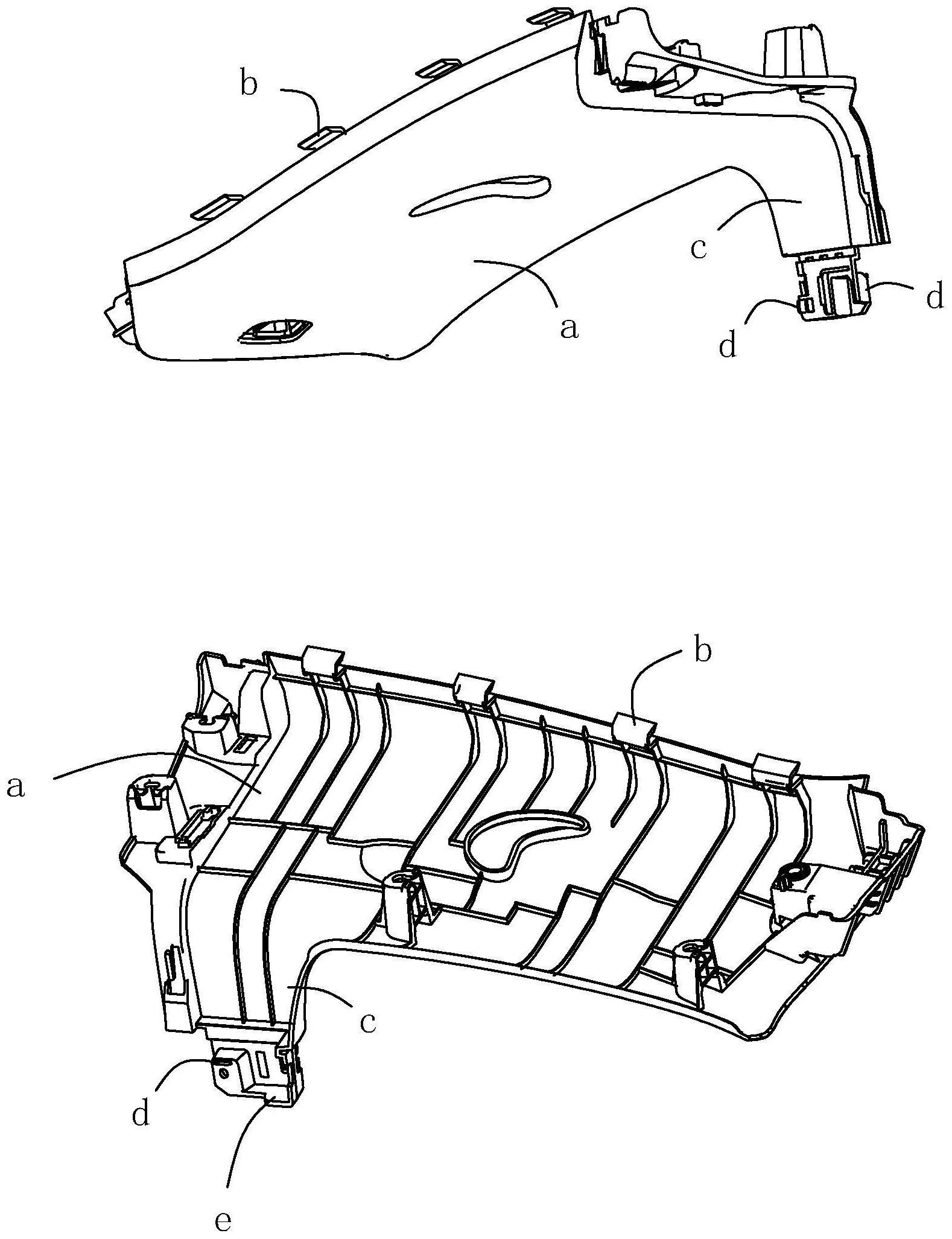
1、左右c柱上装饰板结构如附图1所示,其结构主要包括板主体a,板主体a的其中一侧边上设有扣合片b,板主体a的边角位置向下延伸有包边c,包边c位于板主体a背离扣合片b的侧边上,该包边c用于包裹住对应c柱。
2、该包边c不仅需要稳定贴合于对应c柱,而且需要与c柱上的其他覆盖装饰件进行配合安装,因此,需在包边c侧壁上设置多个扣合凸点d,扣合凸点d向包边c两侧进行延伸凸起。
3、基于上述结构的左右c柱上装饰板结构,在对应注塑模具设计过程中,由于板主体a的分型面平行于板主体a,而包边c的延伸方向垂直于板主体a所在平面,包边c上的扣合凸点d的延伸方向平行于板主体a所在平面,在设置有扣合片b的板主体a一侧必然需设置侧抽芯机构,若采用传统的左右对称式抽芯成型机构,不仅模具整体尺寸较大,而且会与扣合片b对应的侧抽芯机构产生干涉冲突,设计存在难点。
技术实现思路
1、有鉴于此,本发明第一个目的是提供一种非对称式侧抽成型机构,其注塑成型出的板主体的包边质量较好,也有效控制了模具的整体尺寸。
2、为了解决上述技术问题,本发明的技术方案是:
3、一种非对称式侧抽成型机构,包括成型块组件、成型块驱动件,所述成型块驱动件包括第一驱动件、第二驱动件,所述成型块组件包括第一成型块和第二成型块,所述第一成型块上设有第一成型端,所述第二成型块上设有第二成型端,所述第一驱动件包括第一驱动源、第一驱动滑块组,所述第一驱动件通过第一驱动滑块组驱动第一成型块进行滑移,所述第二驱动件包括第二驱动源、第二驱动滑块组,所述第二驱动件通过第二驱动滑块组驱动第二成型块进行滑移,所述第一成型端与第二成型端相互靠近配合并用于注塑成型出c柱上装饰板上的带有扣合凸点的包边位置;
4、所述第一驱动源的动力输出方向与所述第二成型块的滑移方向相互垂直。
5、通过上述技术方案,在注塑成型过程中,第一驱动件驱动第一成型块进行移动,第二驱动件驱动第二成型块进行移动,第一成型块的第一成型端与第二成型块的第二成型端相互靠近配合可注塑成型出c柱上装饰板上的带有扣合凸点的包边位置;在实际产品脱模时,第一成型块的第一成型端与第二成型块的第二成型端相互远离,即可对已注塑成型的c柱上装饰板上的带有扣合凸点的包边位置产生双向脱模效果,其注塑成型出的板主体的包边质量较好;
6、另外,由于第一驱动源的动力输出方向与所述第二成型块的滑移方向相互垂直,能有效控制模具的横向尺寸大小以及纵向尺寸大小。
7、优选的,所述第一驱动源包括驱动气缸,所述第一驱动滑块组包括第一驱动块,所述第一驱动块一端连接于驱动气缸的伸缩端上,所述第二驱动块另一端与所述第一成型块背离第一成型端的端部之间呈楔形配合方式。
8、通过上述技术方案,驱动气缸驱动第一驱动块进行移动,第一驱动块与背离第一成型块背离第一成型端的端部之间采用楔形配合,第一驱动块能驱动第一成型块进行稳定滑移,动作稳定性高。
9、本发明第二个目的是提供一种左右c柱上装饰板注塑模具,其注塑成型出的板主体的包边质量较好,也有效控制了模具的整体尺寸。
10、为了解决上述技术问题,本发明的技术方案是:
11、一种左右c柱上装饰板注塑模具,包括动模、定模,所述第一驱动源安装于所述动模上,所述第二驱动源位于所述定模上。
12、通过上述技术方案,第一驱动源设置于动模上,第二驱动源设置于定模上,充分利用了注塑模具的结构特点,其注塑成型出的板主体的包边质量较好,也有效控制了模具的整体尺寸。
13、优选的,所述第二驱动源包括固定连接于定模上的斜导柱,所述第二驱动滑块组包括第二驱动块,所述第二驱动块滑移连接于所述定模,所述斜导柱贯穿于所述第二驱动块并用于驱动所述第二驱动块进行滑移,所述第二成型端位于第二驱动块的端部位置。
14、通过上述技术方案,定模上的斜导柱会驱动第二驱动块进行滑移,一方面,合理利用了定模上的安装位置;另一方面,斜导柱与第二驱动块之间的驱动配合关系更加稳定。
15、优选的,所述第二成型端靠近于所述定模的侧壁上设有成型槽,所述成型槽、第一成型端、第二成型端、定模之间形成一注塑成型空间。
16、通过上述技术方案,熔融状态下的塑料进入到注塑成型空间之后,会在包边的端部位置形成延伸塑料片结构,该延伸塑料片结构能对包边产生结构加强作用。
17、优选的,所述第二成型端位于注塑成型空间的端面为注塑成型面,所述注塑成型面上设有成型板,所述第二成型端设有调节件,所述调节件用于调节成型板与注塑成型面之间的间距大小。
18、通过上述技术方案,可通过调节件调节成型板与注塑成型面之间的间距大小,当成型板贴合于注塑成型面时,注塑成型空间内所注塑成型出的板主体包边上形成单个相对较厚的注塑成型片;当成型板与注塑成型面之间的产生一定间隔后,注塑成型空间内便可注塑成型出两个注塑成型片,并且可通过调整成型板与注塑成型面之间的间距大小,控制两个注塑成型片的厚度;注塑成型出不同厚度的注塑成型片,以适配不同场景下的装配要求。
19、优选的,所述注塑成型面分为上成型面、下成型面、衔接面,所述上成型面与所述下成型面呈上下错位分布,所述衔接面衔接于上成型面与下成型面之间;
20、所述成型板包括上型板、下型板、衔接板,所述上型板位于所述上成型面上,所述下型板位于所述下成型面上,所述衔接板衔接于上型板与下型板之间;
21、所述衔接板包括与上型板相连的上接板、与下型板相连的下接板,所述上接板滑移连接于所述下接板。
22、通过上述技术方案,可通过调整上型板与上成型面之间的间距大小,下型板与下成型面之间的间距大小,适应性调整上成型面、下成型面两个位置上注塑出的成型片厚度,可使这两个位置上注塑成型出的成型片厚度不一,适配更多不同装配要求。
23、优选的,所述调节件包括两根调节螺栓,两根所述调节螺栓一一对应于上型板、下型板,所述调节螺栓螺纹连接于所述第二成型端,所述调节螺栓端部贯穿出成型槽并旋转连接于对应的上型板、下型板上。
24、通过上述技术方案,可通过独立旋转调节螺栓,调节螺栓可对应调整上型板与下型板所在位置,调节便捷,结构稳定性高。
25、优选的,还设置有两个套管,所述套管一一对应套接于所述调节螺栓上,所述上成型面与所述下成型面上均设有滑移孔,所述套管一端转动连接于对应上型板、下型板上,所述套管另一端滑移连接于对应滑移孔内。
26、通过上述技术方案,套管能将熔化状态下的塑料阻挡于调节螺栓外侧,提高调节螺栓的耐用性。
27、优选的,所述调节螺栓上连接有螺母,所述螺母用于与第二成型端侧面相抵锁定。
28、通过上述技术方案,当螺母相抵锁定于第二成型端时,能有效限定调节螺栓所在位置,结构稳定性高。
技术特征:
1.一种非对称式侧抽成型机构,包括成型块组件(1)、成型块驱动件(2),其特征是:
2.根据权利要求1所述的非对称式侧抽成型机构,其特征是:所述第一驱动源(211)包括驱动气缸(2111),所述第一驱动滑块组(2112)包括第一驱动块(21121),所述第一驱动块(21121)一端连接于驱动气缸(2111)的伸缩端上,所述第一驱动块(21121)的另一端与所述第一成型块(11)背离第一成型端(111)的端部之间呈楔形配合方式。
3.一种左右c柱上装饰板注塑模具,包括动模(3)、定模(4),其特征是:所述第一驱动源(211)安装于所述动模(3)上,所述第二驱动源(221)位于所述定模(4)上。
4.根据权利要求3所述的左右c柱上装饰板注塑模具,其特征是:所述第二驱动源(221)包括固定连接于定模(4)上的斜导柱(222),所述第二驱动滑块组(223)包括第二驱动块(2231),所述第二驱动块(2231)滑移连接于所述定模(4),所述斜导柱(222)贯穿于所述第二驱动块(2231)并用于驱动所述第二驱动块(2231)进行滑移,所述第二成型端(121)位于第二驱动块(2231)的端部位置。
5.根据权利要求4所述的左右c柱上装饰板注塑模具,其特征是:所述第二成型端(121)靠近于所述定模(4)的侧壁上设有成型槽(5),所述成型槽(5)、第一成型端(111)、第二成型端(121)、定模(4)之间形成一注塑成型空间(6)。
6.根据权利要求1-5任意一项所述的左右c柱上装饰板注塑模具,其特征是:所述第二成型端(121)位于注塑成型空间(6)的端面为注塑成型面(7),所述注塑成型面(7)上设有成型板(8),所述第二成型端(121)设有调节件(9),所述调节件(9)用于调节成型板(8)与注塑成型面(7)之间的间距大小。
7.根据权利要求6所述的左右c柱上装饰板注塑模具,其特征是:
8.根据权利要求7所述的左右c柱上装饰板注塑模具,其特征是:所述调节件(9)包括两根调节螺栓(91),两根所述调节螺栓(91)一一对应于上型板(81)、下型板(82),所述调节螺栓(91)螺纹连接于所述第二成型端(121),所述调节螺栓(91)端部贯穿出成型槽(5)并旋转连接于对应的上型板(81)、下型板(82)上。
9.根据权利要求8所述的左右c柱上装饰板注塑模具,其特征是:还设置有两个套管(10),所述套管(10)一一对应套接于所述调节螺栓(91)上,所述上成型面(71)与所述下成型面(72)上均设有滑移孔(11),所述套管(10)一端转动连接于对应上型板(81)、下型板(82)上,所述套管(10)另一端滑移连接于对应滑移孔(11)内。
10.根据权利要求9所述的左右c柱上装饰板注塑模具,其特征是:所述调节螺栓(91)上连接有螺母(12),所述螺母(12)用于与第二成型端(121)侧面相抵锁定。
技术总结
本发明提供了一种左右C柱上装饰板注塑模具及其非对称式侧抽成型机构。本发明包括成型块组件、成型块驱动件,成型块驱动件包括第一驱动件、第二驱动件,成型块组件包括第一成型块和第二成型块,第一成型块上设有第一成型端,第二成型块上设有第二成型端,第一驱动件包括第一驱动源、第一驱动滑块组,第二驱动件包括第二驱动源、第二驱动滑块组,第二驱动件通过第二驱动滑块组驱动第二成型块进行滑移,第一成型端与第二成型端相互靠近配合并用于注塑成型出C柱上装饰板上的带有扣合凸点的包边位置;第一驱动源的动力输出方向与第二成型块的滑移方向相互垂直。其注塑成型出的板主体的包边质量较好,也有效控制了模具的整体尺寸。
技术研发人员:何志军
受保护的技术使用者:台州美途模塑有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!