熔池监控的方法与流程
熔池监控的方法
1.本技术是2019年12月12日所提出的申请号为201911275299.0、发明名称为“熔池监控的方法”的发明专利申请的分案申请。
技术领域
2.本发明大体上涉及增材制造和相关处理,并且更具体地,涉及用于增材制造中的熔池监控和处理控制的设备和方法。
背景技术:
3.增材制造是逐层堆积材料以形成部件的处理。增材制造主要受限于机器的位置分辨率,而不受限于铸造所需的提供拔模角度、避免悬垂等的需求。增材制造也用诸如“分层制造”、“反向加工”、“直接金属激光熔化”(dmlm)和“3-d打印”之类的术语来指代。为了本发明的目的,这些术语被视为同义词。
4.一种类型的增材制造机器被称为“粉末床”机器并且包括构建室,该构建室包围大量的粉末,该粉末通过激光被选择性地熔合以形成工件。
5.现有技术的增材制造机器的一个问题是它们在开环环境中操作并且不能返回向操作者报告所应用的处理的稳定性。在构建已经完成之后,用于确定处理的健康状况的系统以质量步骤出现。当发现问题时,可能有进行中的工作,该进行中的工作由于机器问题而报废,该机器问题直到事后质量系统能够发现它们之前还没有被检测到。
技术实现要素:
6.通过在制造处理期间对熔池进行成像并表征熔池随时间的形态和动态的方法来解决该问题。
7.根据本文描述的技术的一个方面,一种控制增材制造处理的方法,其中使用定向能量源来选择性地熔化材料以形成工件,在熔化过程中形成熔池。该方法包括:使用成像设备来产生包括个体图像元素的阵列的熔池的图像,图像包括对于每个个体图像元素的至少一个物理性质的测量值;根据测量值,映射熔池的熔池边界;和参考熔池边界,控制增材制造处理的至少一个方面。
8.根据本文描述的技术的另一个方面,一种制作工件的方法,包括:在构建室内沉积材料;引导来自定向能量源的构建射束,从而以与工件的横截面层相对应的图案选择性地熔合材料,其中由定向能量源形成熔池;使用成像设备来产生包括个体图像元素的阵列的熔池的图像,图像包括对于每个个体图像元素的至少一个物理性质的测量值;根据测量值,映射熔池的熔池边界;和参考映射的边界,控制制作工件的至少一个方面。
附图说明
9.通过参考以下结合附图的描述,可以最好地理解本发明,在附图中:
10.图1是示例性增材制造机器的示意性局部截面的正视图;
11.图2是图1的机器的示意性局部截面的侧视图;
12.图3是包括熔池的粉末床的图像的示意性俯视图图形;
13.图4是一部分熔池图像的放大视图;
14.图5是熔池模板的示意性俯视图图形。
具体实施方式
15.参考附图,其中相同的参考数字贯穿各种视图表示相同的元件,图1示意性地示出了适合于执行增材制造方法的增材制造机器10。机器10及其操作是“粉末床机器”的代表性实例。
16.将理解的是,机器10仅用作实例以提供用于描述本发明的原理的上下文。本文描述的原理可应用于粉末床机器的其他构造,以及其他类型的增材制造机器和相关处理。更一般地,本文描述的原理将可应用于产生熔池的任何制造处理。这种处理的非限制性实例包括电子束熔化(“ebm”),定向能量沉积(“ded”)和激光焊接。术语“制造处理”还可以包括修理处理,其中使用产生熔池的技术将部件组合或接合在一起。
17.机器10的基本部件包括工作台12、粉末供应源14、重涂覆器16、溢流容器18、被构建室22包围的构建平台20、定向能量源24、和射束转向设备26,所有这些部件都被壳体28包围。下面将更详细地描述这些部件中的每个部件。
18.工作台12是限定平面工作表面30的刚性结构。工作表面30与虚拟工作平面共面并且限定虚拟工作平面。在所示的实例中,其包括与构建室22连通并露出构建平台20的构建开口32,与粉末供应源14连通的供应开口34,以及与溢流容器18连通的溢流开口36。
19.重涂覆器16是位于工作表面30上的刚性横向伸长的结构。重涂覆器16连接至致动器38,致动器38可操作以选择性地使重涂覆器16沿着工作表面30移动。图1示意性地示出了致动器38,可以理解的是,例如气动或液压缸、滚珠丝杠或线性电动致动器等的装置可以用于此目的。
20.粉末供应源14包括供应容器40和升降器42,供应容器40在供应开口34下方并且与供应开口34连通。升降器42是能够在供应容器40内垂直滑动的板状结构。升降器42连接至致动器44,致动器44可操作以选择性地向上或向下移动升降器42。图1示意性地示出了致动器44,可以理解的是,例如气动或液压缸、滚珠丝杠或线性电动致动器等的装置可以用于此目的。当升降器42下降时,可以将期望成分(例如,金属、陶瓷和/或有机粉末)的粉末“p”的供应源装载到供应容器40中。当升降器42上升时,其在工作表面30上方露出粉末p。可以使用其他类型的粉末供应源;例如,粉末可以通过高架装置(未示出)落入构建室22中。
21.构建平台20是能够在构建开口32下方垂直滑动的板状结构。构建平台20连接到致动器46,致动器46可操作以选择性地向上或向下移动构建平台20。图1示意性地示出了致动器46,可以理解的是,例如气动或液压缸、滚珠丝杠或线性电动致动器等的装置可以用于此目的。当构建平台20在构建处理期间降低到构建室22中时,构建室22和构建平台20共同围绕并支撑大量粉末p以及正在构建的任何部件。该大量粉末大体上被称为“粉末床”,并且这种特定类型的增材制造处理可以被称为“粉末床处理”。
22.溢流容器18在溢流开口36下方并与溢流开口36连通,并且用作多余粉末p的储存库。
23.定向能量源24可以包括可操作以产生具有适当功率和其他操作特性的射束以在构建处理期间熔化和熔合粉末p的任何装置,这将在下面更详细地描述。例如,定向能量源24可以是激光器。其他定向能量源,例如电子束枪,是激光的合适替代品。
24.射束转向装置26可以包括一个或多个反射镜、棱镜和/或透镜,并且设置有合适的致动器,并且被布置为使得来自定向能量源24的射束“b”可以被聚焦到期望斑点尺寸并且将其转向到与工作表面30相重合的平面中的期望位置。为了方便说明,该平面可以称为xy平面,而与xy平面垂直的方向称为z方向(x、y和z是三个相互垂直的方向)。射束b在本文中可以被称为“构建射束”。
25.壳体28用于隔离和保护机器10的其他部件。在上述构建处理期间,壳体28设置有适当的保护气流,除其他功能以外,该保护气流从构建环境中排除了氧气。为了提供这种流,机器10可以联接到气流设备54,参见图2。示例性的气流设备54以串行流体流连通的方式包括变速风扇56、过滤器58、与壳体28连通的入口管道60、以及与壳体28连通的回流管道64。气流设备54的所有部件与合适的管道相互连接,并且与壳体28组合限定气流回路。
26.所使用的气体的成分可以类似于作为用于常规焊接操作的保护气体所使用的气体的成分。例如,可以使用诸如氮气、氩气或其混合物的气体。可以使用任何方便的气体源。例如,如果气体是氮气,则可以将常规的氮气发生器66连接到气流设备54。替代地,可以使用一个或多个加压气缸68来供给气体。
27.使用上述设备的工件w的示例性基本构建处理如下。构建平台20被移动到初始高度位置。建造平台20通过选定的层增量被降低到工作表面30下方。层增量影响增材制造处理的速度和工件w的分辨率。作为实例,层增量可以为大约10到100微米(0.0004到0.004英寸)。然后,粉末“p”被沉积在构建平台20上,例如,供应容器40的升降器42可以被升高,以将粉末推过供应开口34,使其在工作表面30上方露出。重涂覆器16跨越工作表面移动,以便将升高的粉末p水平地散布在构建平台20上。当重涂覆器16从左到右经过时,任何多余的粉末p通过溢流开口36落到溢流容器18中。随后,重涂覆器16可以移回到起始位置。整平的粉末p可以被称为“构建层”,并且其露出的上表面可以被称为“构建表面”。
28.定向能量源24用于熔化正在构建的工件w的二维横截面或层。定向能量源24发射射束“b”,并且射束转向设备26用于使构建射束b的焦点以适当的图案在露出的粉末表面上转向。在本文中称为“熔池”52的围绕焦点的粉末p的小部分露出层通过构建射束b被加热至允许其烧结或熔化、流动和固结的温度。作为实例,熔池52的宽度可以近似为100微米(0.004英寸)。该步骤可以称为熔合粉末p。
29.构建平台20通过层增量垂直向下移动,并且以相似的厚度施加另一层粉末p。定向能量源24再次发射构建射束b,并且射束转向设备26用于使构建射束b的焦点以适当的图案在露出的粉末表面上转向。粉末p的露出层通过构建射束b被加热至允许其在顶层内以及与在先固化下层一起烧结或熔化、流动和固结的温度。
30.重复移动构建平台20、施加粉末p、并且然后定向能量熔合粉末p的这个循环,直到完成整个工件w。
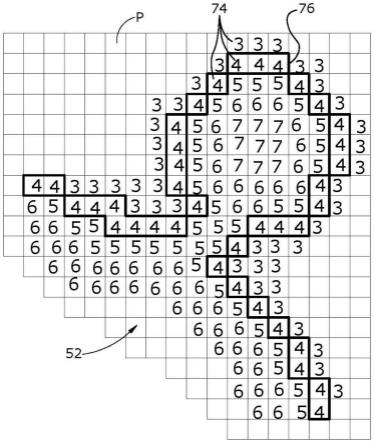
31.增材制造机器10设置有成像设备70,成像设备70可操作以产生熔池52的数字图像,熔池52的数字图像包括各个图像元素的阵列,即,用于2-d阵列的像素或用于3-d阵列的体素。具有图像元素74的这种图像72的实例在图3中示出。成像设备70可操作以对每个图像
元素产生至少一种物理性质的测量值。该测量值可以包括至少一个标量值,例如亮度、强度、频率、温度或z高度。替代地,成像设备70可以产生代表多个因素的信号,例如rgb颜色值。成像设备70还可操作以对每个成像元素产生相对或绝对位置信息。例如,用于特定图像元素74的成像设备70的输出可以处于格式x、y、t,其中x等于x位置,y等于y位置,并且t等于温度。
32.合适的成像设备70的非限制性实例包括光电二极管阵列、光电倍增管(“pmt”)阵列、数字相机(例如cmos或ccd)、或光学相干断层扫描(“oct”)设备。光学相干断层扫描(“oct”)是能够提供z轴线信息以及x和y信息(例如“3-d信息”)的已知技术。在所示的实例中,成像设备70被描述为数字相机,其被放置成使其视场包围熔池52。该特定实例显示了与构建射束b共享相同的光路的“同轴”装置。
33.替代地,成像设备70可以被“离轴”安装,即,在构建射束b的光轴外部。成像设备70可以被静态安装,或其可以被安装成使得其可以通过一个或多个致动器(未示出)被驱动,以便跟踪熔池52的位置。
34.成像设备70可以被构造成以规则的间隔获取一系列静态图像,或者其可以被连续操作。
35.熔池图像72生成可以在其上进行分析的基础数据集。下一个步骤是基于成像设备70产生的图像72确定熔池52的边界。
36.确定熔池52的边界的处理可以使用嵌入在例如微型计算机(未示出)的装置中的一个或多个处理器上运行的适当编程软件来执行。这种软件可以在与机器10分离的装置上实现,或者其可以被结合到机器10中,例如,软件可以通过下面描述的控制器被运行。
37.继续参考图3,示出了在其上叠加熔池52的粉末床p的一部分。示出了具有由阴影图像元素74标识的外围熔池边界76或封闭周边的熔池52,阴影图像元素74是熔池52的内部与熔池52的外部之间的分界。
38.各种标准可以用来确定熔池边界76的位置。在一个实例中,可以建立阈值,并且熔池边界76可以包括等于阈值的任何图像元素。例如,图4示出了其中每个图像元素74被分配对应于感测数据的标量值的一部分熔池52的简化表示。例如,温度数据可以以0-10标度表示。在该实例中,阈值为“4”(这是用作实例的任意值)。因此,声明或限定返回值4的每个图像元素74构成熔池边界76的一部分。声明或限定返回值大于4的任何图像元素74是在熔池52内部,并且声明或限定返回值小于4的任何图像元素74是在熔池52外部。
39.为了解决歧义的目的,阈值可以包括值的范围或带。例如,在温度以0-10标度表示的上述情况下,表示包含在熔池边界76中的阈值可以是大于3.0且小于5.0的任何值。
40.实际上,传感器值的范围以及阈值或阈值范围可以存储在校准表中,然后在机器操作期间,软件参考该校准表以评估熔池52。校准表的值可以被分析或经验确定。
41.用于确定熔池边界76的位置的标准可以基于如上面实例中所述的2-d图像中的简单标量值,例如温度、图像元素强度等。
42.替代地,另一个2-d性质或例如图像元素颜色、发射频率或图像元素光泽的性质组合可以用作确定熔池边界76的位置的标准。这些性质是性质的组合,可以更直接地指示存在相差(液与固),或者熔化或初熔。作为实例,具有给定熔点的某种材料的特征可以在于感测系统校准适当的值以考虑熔化与未熔化的材料。然后,将边界与相关的材料性质相关联,
即液相与固相。
43.替代地,可以将3-d性质或性质组合用作确定熔池边界76的位置的标准。例如,相对于周围材料的高度增加或减小可以指示存在相差(液与固),或熔化或初熔。进一步的实例将借助于数据中的形貌转换来使用3-d数据中弯月面(meniscus)的存在,以将数据分离为熔化区和未熔化区。
44.上述边界确定处理的输出是熔池边界76的数字图。确定熔池边界76的位置的处理可以称为“映射熔池边界”。
45.一旦建立熔池边界76,就可以使用一个或多个几何构造来分析边界并确定熔池52的质量。
46.在一个实例中,熔池52可以与图5中示意性示出的熔池模板78比较。熔池模板78由图像元素80组成,并且包括代表已知良好处理的预定模板边界82。如果熔池52的熔池边界76与模板边界82不同,则可以声明其是不可接受的。
47.在一个实例中,可以使用软件来计算与熔池模板78匹配的熔池图像72的图像元素74的百分比。可以建立阈值所需的匹配百分比。如果不满足至少所需的匹配百分比,则可以声明熔池52的熔池边界76是不可接受的。
48.对于每个个体熔池图像72,当它们被获取时,可以重复熔池质量确定。
49.熔池监控处理可以并入到上述构建处理中。一般而言,监控处理包括使用上述成像设备70获取熔池图像72,评估熔池52,然后根据需要调整一个或多个处理参数。如本文所使用的,“处理参数”可以指机器10的任何可控方面。
50.监控处理可以包括为熔池52和熔池模板78之间的比较而建立一个或多个预定极限,在本文中称为“熔池极限”,例如,与模板的最小百分比匹配。
51.监控处理可以包括响应于超出一个或多个熔池极限而采取离散动作,例如向本地或远程操作者提供视觉或听觉警报。
52.监控处理可以包括响应于超出一个或多个熔池极限而停止构建处理。这是离散动作的另一个实例。
53.监控处理可以包括使用方法,例如统计过程控制,前馈控制,使用比例、比例积分或比例积分微分控制逻辑的反馈控制,神经网络控制算法,或模糊逻辑控制算法,实时控制一个或多个处理参数,例如定向能量源功率水平或射束扫描速度。
54.监控方法可以包括监控机器10的状况或“健康”。熔池测量值可以在几个构建周期期间被测量和存储,并且在周期之间被比较。例如,循环之间的熔池一致性的变化可以指示机器校准错误或性能下降。纠正动作可以采取机器维护或修理的形式,或者在后续构建中修改处理参数,以补偿机器性能下降。
55.例如,通过嵌入在诸如可编程逻辑控制器(“plc”)或微型计算机(未显示)的一个或多个装置中的一个或多个处理器上运行的软件,可以控制包括机器10和成像设备70的上述设备的操作。这种处理器可以例如通过有线或无线连接联接到传感器和操作部件。相同的一个或多个处理器可以用来检索和分析传感器数据,用于统计分析以及用于反馈控制。图1示意性地示出了包括可操作以控制机器10的一个或多个处理器的控制器84。
56.本文描述的方法相对于现有技术具有多个优点。尤其,熔池的直接分析是制造处理的稳定性以及最终工件符合几何、冶金和机械要求的关键指标。
57.使用本文描述的方法建立熔池稳定性还可以通过验证处理符合已知的良好标准来降低机器设置成本,减少用于增材的现有材料开发,减少应用开发,并且成为用于增材开发的新型合金的促成因素。
58.前面已经描述了用于在制造处理中监控熔池的设备和方法。在本说明书(包括任何所附权利要求、摘要和附图)中公开的所有特征,和/或如此公开的任何方法或处理的所有步骤,可以以任何组合进行组合,除了其中至少一些这种特征和/或步骤是互斥的组合以外。
59.除非另有明确说明,否则本说明书中公开的每个特征(包括任何所附权利要求书、摘要和附图)可以由具有相同、等同或类似目的的替代特征代替。因此,除非另有明确说明,否则所公开的每个特征仅是一般系列的等同或类似特征的一个实例。
60.本发明不限于前述实施例的细节。本发明扩展本说明书(包括任何所附权利要求书、摘要和附图)中公开的任何新颖的特征或任何新颖的特征组合,或如此公开的任何方法或处理的任何新颖的步骤或任何新颖的步骤组合。
61.本发明的进一步方面通过以下条项的主题提供:
62.1.一种控制增材制造处理的方法,其中使用定向能量源来选择性地熔化材料以形成工件,在熔化过程中形成熔池,所述方法包括:使用成像设备来产生包括个体图像元素的阵列的熔池的图像,所述图像包括对于每个所述个体图像元素的至少一个物理性质的测量值;根据所述测量值,映射所述熔池的熔池边界;和参考所述熔池边界,控制所述增材制造处理的至少一个方面。
63.2.根据任何在前条项的方法,其中对于每个所述图像元素的所述测量值包括至少一个标量值。
64.3.根据任何在前条项的方法,其中对于每个所述图像元素的所述测量值包括3-d信息。
65.4.根据任何在前条项的方法,其中映射所述熔池的所述边界的步骤包括:建立阈值;将每个所述图像元素的所述测量值与所述阈值进行比较;和限定与所述阈值匹配的每个所述图像元素,以构成所述熔池边界的一部分。
66.5.根据任何在前条项的方法,其中所述阈值是具有预定上下边界的范围。
67.6.根据任何在前条项的方法,进一步包括将所述熔池边界与熔池模板的模板边界进行比较。
68.7.根据任何在前条项的方法,其中控制步骤包括响应于所述比较超出一个或多个预定熔池极限而采取离散动作。
69.8.根据任何在前条项的方法,其中所述离散动作是停止所述增材制造处理。
70.9.根据任何在前条项的方法,其中所述离散动作是向本地或远程操作者提供视觉或听觉警报。
71.10.根据任何在前条项的方法,其中控制步骤包括改变所述增材制造处理的至少一个处理参数。
72.11.根据任何在前条项的方法,其中受控的所述处理参数包括以下至少之一:定向能量源功率水平和射束扫描速度。
73.12.一种制作工件的方法,包括:在构建室内沉积材料;引导来自定向能量源的构
建射束,从而以与所述工件的横截面层相对应的图案选择性地熔合所述材料,其中由所述定向能量源形成熔池;
74.使用成像设备来产生包括个体图像元素的阵列的所述熔池的图像,所述图像包括对于每个所述个体图像元素的至少一个物理性质的测量值;根据所述测量值,映射所述熔池的熔池边界;和参考映射的边界,控制制作所述工件的至少一个方面。
75.13.根据任何在前条项的方法,进一步包括重复循环沉积和熔合的步骤,以逐层的方式构建所述工件。
76.14.根据任何在前条项的方法,其中对于每个所述图像元素的所述测量值包括至少一个标量值。
77.15.根据任何在前条项的方法,其中对于每个所述图像元素的所述测量值包括3-d信息。
78.16.根据任何在前条项的方法,其中映射所述熔池的所述边界的步骤包括:建立阈值;将每个所述图像元素的所述测量值与所述阈值进行比较;和限定与所述阈值匹配的每个所述图像元素,以构成所述熔池边界的一部分。
79.17.根据任何在前条项的方法,其中所述阈值是具有预定上下边界的范围。
80.18.根据任何在前条项的方法,进一步包括将所述熔池边界与熔池模板的模板边界进行比较。
81.19.根据任何在前条项的方法,其中控制步骤包括响应于所述比较超出一个或多个预定熔池极限而采取离散动作。
82.20.根据任何在前条项的方法,其中控制步骤包括改变所述增材制造处理的至少一个处理参数。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1