一种多材料多工艺同步打印、烧结装置及其方法
1.本发明涉及增材制造技术领域,尤其涉及一种多材料多工艺同步打印、烧结装置及其方法。
背景技术:
2.多材料多工艺混合打印是增材制造技术领域的未来发展方向之一,与单一材料增材制造相比,能够直接制造具有复杂形状、多种功能的器件而无需组装。将金属、聚合物乃至陶瓷材料在同一产品中集成,被认为是增材制造技术相对于传统制造技术最具变革性的方面。增材制造中,功能材料可用作信号传输导线、电极材料、传感器材料及加热原件等,对产品功能的实现具有重要意义。但多材料增材制造中功能材料一般以墨水的形式沉积,必须经过后处理工序将其中的溶剂及有机添加剂移除,以形成连续的薄膜或导线方可实现其功能,而功能材料墨水和聚合物通常具有不兼容的加工温度,如何在不破坏聚合物基体的前提下,选择性固化烧结其上的功能材料墨水是多材料增材制造的难题之一。另外,目前最常用的方法是热烧结,即暂停打印,将打印物体移入烘箱进行烧结,烧结之后再恢复打印过程,涉及平台转移,制造效率低。
3.因此,实现对聚合物基体上功能材料墨水的选择性烧结,制备兼具复杂形状和多种功能的器件,并且多设备同时在线工作以提高制造效率,是产业界和学术界的研究热点和需突破的技术难题,且在教学中也具有潜在价值,为此我们提出了一种多材料多工艺同步打印、烧结装置及其方法来解决上述问题。
技术实现要素:
4.本技术提供了一种混合打印中聚合物基体上功能材料的在线烧结装置及其方法,以实现对打印的温度敏感聚合物基体上功能材料墨水的固化烧结,高效制备形状复杂的功能器件。为实现前述发明目的。
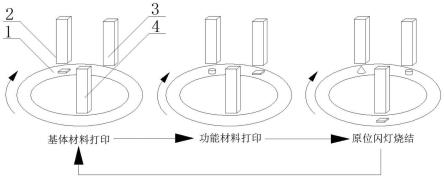
5.本技术提供了一种多材料多工艺同步打印、烧结装置,包括环形输送平台,所述环形输送平台上依次安装有聚合物3d打印机、功能材料打印机和闪灯烧结装置,且所述聚合物3d打印机、所述功能材料打印机和所述闪灯烧结装置沿所述环形输送平台依次顺时针或逆时针排布。
6.优选地,所述闪灯烧结装置采用氙气灯。
7.一种多材料多工艺同步打印、烧结方法,包括以下步骤:
8.s1,在环形输送平台上,按照顺时针或逆时针的方式依次安装聚合物3d打印机、功能材料打印机和闪灯烧结装置并进行同步控制;
9.s2,向所述聚合物3d打印机中添加聚合物基体材料,向所述功能材料打印机中添加功能材料墨水;
10.s3,所述聚合物3d打印机将所述聚合物基体材料打印在环形输送平台上形成聚合物基体;
11.s4,所述环形输送平台启动将所述聚合物基体移动至功能材料打印机下方;
12.s5,所述功能材料打印机在所述聚合物基体上打印功能材料墨水,形成混合打印体;
13.s6,所述环形输送平台再次启动将所述混合打印体移动至所述闪灯烧结装置处;
14.s7,将混合打印体通过所述闪灯烧结装置进行多次循环的闪灯烧结处理;
15.s8,所述环形输送平台再次启动将所述烧结后的混合打印体移动至所述聚合物3d打印机处,打印聚合物材料以封装上述打印器件;
16.s9,若所要打印的器件为多层,环形输送平台(1)将继续旋转,重复上述s4-s8步骤,直至完成器件制备。
17.优选地,所述聚合物3d打印机、所述功能材料打印机和所述闪灯烧结装置能够同时工作。
18.优选地,所述闪灯烧结处理为通过能量密度为30-50j/cm2的脉冲强光累计处理8-40s,冷却阶段的时间累计为15-60s。
19.优选地,所述闪灯烧结处理的处理次数为1-5次。
20.优选地,所述聚合物基体材料包括光敏树脂vero、tango系列,工程塑料abs、pc,生物塑料pla、pcl。
21.优选地,所述功能材料打印机的打印方式包括喷墨打印(ijp)、气溶胶喷射(ajp)和直写式打印(diw)。
22.优选地,所述功能材料墨水包括纳米银墨水、纳米铜墨水、纳米银线墨水、导电高分子溶液pedot:pss、碳纳米管墨水和石墨烯墨水。
23.由以上技术方案可知,本技术提供了一种多材料多工艺同步打印、烧结装置及其方法,使用时,打印聚合物基体材料的聚合物3d打印机,打印功能材料墨水的功能材料打印机,闪灯烧结装置系统可同时工作,通过同一控制系统经过同步控制,能提高制造效率;以打印3个打印体为例,打印体分别简称为a,b,c;首先,按照设计的模型,用聚合物3d打印机打印聚合物基体a;聚合物基体a打印结束之后,环形输送平台旋转,将聚合物基体a移动至功能材料打印机下方,此时,聚合物3d打印机开始打印聚合物基体b;同时,功能材料打印机在聚合物基体a上打印功能墨水图案得混合打印体a,聚合物基体b及混合打印体a打印结束之后,环形输送平台旋转,混合打印体a移动至闪灯烧结系统的氙气灯下方以进行烧结,并将聚合物基体b移动至功能材料打印机下方以制备混合打印体b。此时,3d打印机打印聚合物基体c,功能材料打印机在聚合物基体b上打印混合打印体b,闪灯烧结装置对混合打印体a进行闪灯烧结;上述三步中最慢的程序结束之后,环形输送平台旋转,聚合物3d打印机继续打印聚合物材料,直至完成器件a的制备,后续完成混合打印体b和混合打印体c的制备,以实现各设备的同步工作。
24.一般而言,相对于功能材料打印及闪灯烧结过程,聚合物基体打印消耗的时间较长,故完成相应聚合物基体打印之后,环形输送平台可进行旋转,总体上,聚合物基体打印、功能材料打印、闪灯烧结这三步中耗时最长的一步完成后,环形输送平台运行。
25.本发明,将打印聚合物基体材料的3d打印机,打印功能材料的打印机及闪灯烧结装置通过环形履带联系起来,能实现小规模个性化制作。将上述打印机及烧结设备集成在同一个平台上,打印基体材料的打印机,打印功能材料的打印机,闪灯烧结系统可同时工
作,因此,本发明能提高制造效率。
26.在多材料增材制造中,一个关键的因素是以与其他技术兼容的方式集成制备功能薄膜或导电线路,也就是要尽可能减少制造平台之间的转换。闪灯烧结中,纳米墨水吸收氙气灯产生的宽光谱、高能量的脉冲强光快速升温,具有在线烧结而无需转移到其他平台(如烘箱)中的能力,满足快速、高效、高度集成的需求。
27.与现有技术相比,本发明的有益效果是:
28.1、器件兼具形状和功能:通过聚合物3d打印机、功能材料打印机和闪灯烧结装置的设置,能够实现聚合物与功能材料的集成,能够根据设计所需,可打印形状复杂且具有多种功能的器件产品,降低个性化产品的生产周期,从而快速完成设计的组装;
29.2、在线烧结:通过环形输送平台的设置,将聚合物3d打印机、功能材料打印机和闪灯烧结设备整合集成系统,实现了在线烧结,避免了材料在不同平台之间的转移,提高了制造效率;
30.3、制造效率高:通过环形输送平台的设置,将聚合物3d打印机、功能材料打印机和闪灯烧结设备整合集成系统,各设备可以同时工作,进一步提高了制造效率;
31.4、个性化制作:通过聚合物3d打印机、功能材料打印机和闪灯烧结装置的设置,能够根据设计所需,打印出形状复杂,不同功能的产品,无需组装,降低产品的生产周期,有利于小规模个性化制作;
32.5、能够打印出不同结构不同功能的产品,应用于教学,在实验中快速将不同学生的设计打印出来,进行实验,有助于现场教学的理解。
33.综上所述,本发明具有在线烧结而无需转移到其他平台的能力,多台设备同时工作,制造效率高。能够通过多材料混合打印,直接制造本身具有不同属性的产品器件而无需组装,满足小规模个性化制作,既能够满足生产需求,还能够满足教学需求,根据设计图纸,快速的生产出设计产品,从而进行相关设计的实践,能够快速的满足不同设计之间的需求,将多个不同的设计转为产品,进行实例教学,从实践中提高教学质量,多台设备同时工作,制造效率高。
附图说明
34.为了更清楚地说明本技术的技术方案,下面将对实施案例中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
35.图1为本发明提出的一种多材料多工艺同步打印、烧结装置的结构示意图;
36.图中:1环形输送平台、2聚合物3d打印机、3功能材料打印机、4闪灯烧结装置。
具体实施方式
37.为了使本技术领域的人员更好地理解本技术中的技术方案,下面将结合附图,对本技术实施例中的技术方案进行清楚、完整地描述。
38.参见图1,一种多材料多工艺同步打印、烧结装置,包括环形输送平台1,可选用旋转平台或环形履带实现平台的循环工作,最佳搭配工位为四个,即两个打印工位,一个烧结工位和一个取件工位,满足个性化设计从零到一的生产,所述环形输送平台1上依次安装有
聚合物3d打印机2,聚合物3d打印机2的类型有polyjet技术和熔融沉积制造(fdm)及直写式打印(diw),功能材料打印机3和闪灯烧结装置4,功能材料打印机3的打印方式有喷墨打印(ijp)、气溶胶喷射(ajp)和直写式打印(diw),所述闪灯烧结装置4采用氙气灯,闪灯烧结中,纳米墨水吸收氙气灯产生的宽光谱、高能量的脉冲强光快速升温,且所述聚合物3d打印机2、所述功能材料打印机3和所述闪灯烧结装置4沿所述环形输送平台1依次顺时针或逆时针排布,将上述打印机及闪灯烧结设备集成在同一个平台上,打印基体材料的打印机,打印功能材料的打印机,闪灯烧结系统可同时工作,具有在线烧结而无需转移到其他平台(如烘箱)中的能力,满足快速、高效、高度集成的需求,能实现小规模个性化制作。
39.一种多材料多工艺同步打印、烧结方法,包括以下步骤:
40.s1,在环形输送平台1上,按照顺时针或逆时针的方式依次安装聚合物3d打印机2、功能材料打印机3和闪灯烧结装置4并进行同步控制,通过同一控制系统,使得所述聚合物3d打印机2、所述功能材料打印机3和所述闪灯烧结装置4能够同时工作,满足快速、高效的生产;
41.s2,向所述聚合物3d打印机2中添加聚合物基体材料,聚合物基体材料包括但不限于光敏树脂vero、tango系列,工程塑料abs、pc,生物塑料pla、pcl,满足3d打印的使用,向所述功能材料打印机3中添加功能材料墨水,功能材料墨水包括纳米银墨水、纳米铜墨水、纳米银线墨水、导电高分子溶液pedot:pss、碳纳米管墨水和石墨烯墨水,可用于电极、导线,传感器敏感材料、加热,闪灯烧结中,功能材料墨水吸收氙气灯产生的宽光谱、高能量的脉冲强光快速升温,墨水中的溶剂及有机添加剂被快速移除;
42.s3,所述聚合物3d打印机2将所述聚合物基体材料打印在环形输送平台1上形成聚合物基体,聚合物基体材料的打印,选择的3d打印类型有polyjet技术、熔融沉积制造(fdm)及直写式打印(diw),在具体打印时,先使用cad软件制作三维软件图,将三维视图转化为stl文件,将stl文件导入到功能材料打印机3的控制软件中进行切片处理,再逐层打印出来;
43.s4,所述环形输送平台1启动将所述聚合物基体移动至功能材料打印机3下方,功能材料打印机3的打印方式包括但不限于喷墨打印(ijp)、气溶胶喷射(ajp)和直写式打印(diw);
44.s5,所述功能材料打印机3在所述聚合物基体上打印功能材料墨水,形成混合打印体;
45.s6,所述环形输送平台1再次启动将所述混合打印体移动至所述闪灯烧结装置4处;
46.s7,将混合打印体通过所述闪灯烧结装置4进行多次循环的闪灯烧结处理,闪灯烧结装置4采用氙气灯,所述闪灯烧结处理为通过能量密度为30-50j/cm2的脉冲强光累计处理8-40s,冷却阶段的时间累计为15-60s,根据功能材料墨水的不同,闪灯烧结处理的处理次数为1-5次;
47.s8,所述环形输送平台1再次启动将所述烧结后的混合打印体移动至所述聚合物3d打印机2处,打印聚合物材料以封装上述打印器件;
48.s9,若所要打印的器件为多层,环形输送平台1将继续旋转,重复上述s4-s8步骤,直至完成器件制备,最后取出制备好的功能器件。
49.实施例1
50.fdm 3d打印pla基底,在基底上直写式打印纳米银墨水并闪灯烧结,制备导电线路,具体如下:
51.使用cad软件制作三维软件图,将三维视图转化为stl文件,将stl文件导入到打印机的控制软件中进行切片处理。打印速度设置为80mm/s,不打印移动速度设置为150mm/s,用fdm 3d打印机打印尺寸为50*50*10mm3的pla基底。
52.直写式打印对基底表面粗糙度包容性高,由于fdm打印精度限制,完成pla基底打印之后,在其上直写式打印银导线。用repetier-host软件,进行切片,打印速度设置为20mm/s,不打印移动速度为100mm/s,填充密度为60%,针头直径为0.63mm。
53.pla材料不是完全透明,能吸收部分脉冲光,故混合打印结束之后,采用多次循环烧结,以避免升温过快过高而破坏基底。光照阶段的能量取40j/cm2,闪灯烧结10s,冷却20s,再闪灯烧结10s,冷却20s,最后再闪灯烧结10s,即完成混合打印及相应烧结。
54.烧结完成后,用扫描电子显微镜(sem)或者光学显微镜测量导线横截面,由电阻值及横截面积计算得闪灯烧结银导线的电阻率。根据前期实验结果,基于上述闪灯烧结参数设置,可得闪灯烧结之后银导线的电阻率,如附表1;
55.表1闪灯烧结之后,测得闪灯烧结银导线的电阻率
56.试样12345电阻率(μω.cm)88.2782.1985.3181.4575.03
57.实施例2
58.polyjet 3d打印gray60基底,在基底上喷墨打印pedot:pss墨水并闪灯烧结,制备传感器,具体如下:
59.使用cad软件制作三维软件图,将三维视图转化为stl文件,将stl文件导入到打印机的控制软件中进行切片处理,用polyjet 3d打印机打印尺寸为40*40*2mm3的gray60基底。
60.完成gray60基底打印之后,在其上喷墨打印pedot:pss电极,将pedot:pss水溶液粘度调节为6mpa
·
s,表面张力调节为25mn
·
s,且用0.22μm的针式过滤器过滤,加入清洗干净的墨盒。绘制相应电极图案,用喷墨打印机打印pedot:pss导电电极。
61.混合打印结束之后,进行循环闪灯烧结,因pedot:pss及基底吸光率均相对不高,故用相对较低的能量持续处理,即光照阶段的能量取30j/cm2,闪灯烧结30s,即完成混合打印及相应烧结。
62.根据前期实验结果,基于上述闪灯烧结参数设置,可得闪灯烧结过程中pedot:pss电极电阻值随烧结时间的变化,如表2,电阻值为闪灯烧结过程原位测量获得。闪灯烧结后测量pedot:pss薄膜的表面电阻在小于200ω/
□
,可用以传感器制备等。
63.表2闪灯烧结过程中pedot:pss电极电阻值随烧结时间的变化
64.时间(s)013691215电阻值(ω)1053998426349713231401964300223时间(s)18212427303337电阻值(ω)193180178175173169164
65.一般而言,相对于功能材料打印及闪灯烧结过程,聚合物基体打印消耗的时间较
长,故完成相应聚合物基体打印之后,环形履带可进行旋转。总体上,聚合物基体打印、功能材料墨水打印、闪灯烧结这三步中耗时最长的一步完成后,环形履带移动。
66.通过本方法制备出的产品器件满足生产和使用需求,根据设计要求,能够快速的个性化生产多种不同属性的产品,满足快速、高效、高度集成的需求。
67.本领域技术人员在考虑说明书及实践这里公开的申请后,将容易想到本技术的其它实施方案。本技术旨在涵盖本技术的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本技术的一般性原理并包括本技术未公开的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为示例性的,本技术的真正范围由权利要求指出。
68.应当理解的是,本技术并不局限于上面已经描述并在附图中示出的精确结构,并且可以在不脱离其范围进行各种修改和改变。以上所述的本技术实施方式并不构成对本技术保护范围的限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1