一种可消除型坯长度偏差的吹瓶机及其控制方法与流程
1.本发明涉及吹瓶机的自动化控制技术领域,特别涉及一种可消除型坯长度偏差的吹瓶机及其控制方法。
背景技术:
2.吹塑也称中空吹塑,是一种发展迅速的塑料加工方法。其中,吹瓶机是吹塑加工制作中常用的加工设备之一,由挤出机、模头、夹具机构和吹气系统等几大功能块组成。从加工路径来看,挤出机是将塑料粒子加热、熔融、混炼后推进到模头内;模头将熔融状的塑料形成预制的型坯;型坯进入模具后配合吹气系统冷却、吹塑成型得到最终产品。在整个吹塑过程中,料管(型坯)的挤出长度是靠挤出机和模头组件的配合共同完成。但是,传统吹瓶机的料管长度通常采用预先设定的挤出量来控制,容易受挤出机或模头组件的机械精度影响,并不能保证料管的长度完全一致(即可能产生偏差),进而导致后续加工程序中出现偏差,影响产品输出品质的一致性。
技术实现要素:
3.基于现有技术存在的不足,本发明的主要目的是提供一种可消除型坯长度偏差的吹瓶机及其控制方法。
4.为了达到上述技术效果,本发明的技术方案是:一种可消除型坯长度偏差的吹瓶机,包括挤出机和模头组件,所述挤出机和模头组件通过坯料推进装置连接,所述模头组件的坯料输出单元的一侧设有料管检测装置,该料管检测装置与中央控制器连接,用于实时监测输出的料管长度,并反馈至中央控制器,通过预设程序的对比计算,调整挤出机的坯料输出量。
5.进一步地,所述料管检测装置上设有两个感应器,所述感应器的位置间隔与料管的长度一致。所述感应器为光电传感器。
6.基于上述可消除型坯长度偏差的吹瓶机,本发明还提供了一种可消除型坯长度偏差的控制方法,包括以下步骤:(1)启动吹瓶机,挤出机通过模头组件的坯料输出单元连续挤出料管;(2)料管检测装置实时监测料管,当第一感应器检测到料管时,反馈至中央控制器,并记录初始数据;(3)坯料输出单元继续挤出料管,当第二感应器检测到料管时,反馈至中央控制器;(4)中央控制器通过预设程序对比计算第一感应器和第二感应器的检测数据,若发生料管长度偏差,则调整挤出机的坯料输出量。
7.进一步地,所述步骤(4)中,若料管长度偏小,则增加挤出机的坯料输出量;反之,则减少挤出机的坯料输出量。
8.与现有技术相比,本发明的技术方案采取增加料管检测装置的方式,对坯料输出
单元挤出的料管进行实时监测,并将数据传回中央控制器,通过预设程序对比计算料管检测装置的检测数据,若发生料管长度存在偏差,则及时调整挤出机的坯料输出量,从而保证料管的挤出长度一致,避免后续加工程序中出现偏差,提升产品输出品质的一致性。
附图说明
9.为了更清楚地说明本发明的技术方案,下面将对具体的实施例和附图进行描述和介绍。
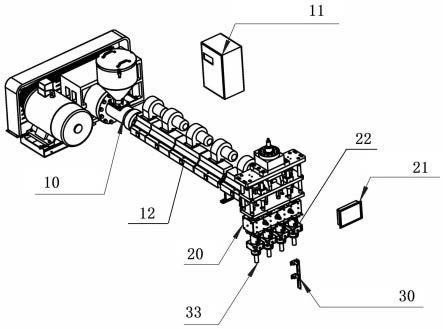
10.图1为本发明的实施例所述吹瓶机的整体结构示意图。
11.图2为本发明的实施例所述吹瓶机的温控系统布局结构示意图之一。
12.图3为本发明的实施例所述吹瓶机的温控系统布局结构示意图之二。
13.图4为本发明的实施例所述吹瓶机的温控系统布局结构示意图之二。
具体实施方式
14.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于以下实施例,本领域普通技术人员在无需作出创造性劳动的前提下所获得的其他实施例,均属本发明的保护范围。
15.若本发明实施例中有涉及“第一”、“第二”等描述,则该“第一”、“第二”的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的技术特征可以明示或者隐含地包括至少一个该特征。此外,各个实施例之间的技术方案可以相互结合,但必须是以本领域普通技术人员能够实现为基础。
16.如图1所示,本发明的实施例所述可消除型坯长度偏差的吹瓶机,包括挤出机10和模头组件20,所述挤出机10和模头组件20通过坯料推进装置12连接,所述模头组件20的坯料输出单元22的一侧设有料管检测装置30,该料管检测装置30与中央控制器21连接,用于实时监测输出的料管长度,并反馈至中央控制器,通过预设程序的对比计算,调整挤出机的坯料输出量。
17.进一步地,如图2至图4所示,所述料管检测装置30上设有两个感应器31、32,所述第一感应器31和第二感应器32纵向间隔设置,其位置间隔与料管33的预设长度一致。所述第一感应器31和第二感应器32为光电传感器。另外,所述挤出机10还包括挤出机变频器11,用于控制挤出机的工作。
18.本实施例所述可消除型坯长度偏差的控制方法,包括以下步骤:(1)启动吹瓶机,挤出机10通过模头组件的坯料输出单元22连续挤出料管;(2)料管检测装置30实时监测料管,当第一感应器31检测到料管33时,反馈至中央控制器21,并记录初始数据;(3)坯料输出单元22继续挤出料管,当第二感应器32检测到料管33时,反馈至中央控制器21;(4)中央控制器21通过预设程序对比计算第一感应器31和第二感应器32的检测数据,若发生料管长度偏差,则调整挤出机10的坯料输出量。
19.其中,所述步骤(4)中,若料管33的长度较预设长度偏小,则增加挤出机10的坯料输出量;反之,则减少挤出机10的坯料输出量。
20.本实施例采取增加料管检测装置30的方式,对坯料输出单元22挤出的料管进行实时监测,并将数据传回中央控制器,通过预设程序对比计算料管检测装置的检测数据,若发生料管长度存在偏差,则及时调整挤出机的坯料输出量,从而保证料管的挤出长度一致,避免后续加工程序中出现偏差,提升产品输出品质的一致性。
21.以上所述仅为本发明的优选实施例,并非因此限制本发明的保护范围,凡是在本发明的构思下,利用本发明说明书及附图内容所作的等效结构变换,或直接/间接地运用在其他相关的技术领域,均应包括在本发明的专利保护范围之内。
技术特征:
1.一种可消除型坯长度偏差的吹瓶机,包括挤出机和模头组件,所述挤出机和模头组件通过坯料推进装置连接,其特征在于,所述模头组件的坯料输出单元的一侧设有料管检测装置,该料管检测装置与中央控制器连接,用于实时监测输出的料管长度,并反馈至中央控制器,通过预设程序的对比计算,调整挤出机的坯料输出量。2.根据权利要求1所述可消除型坯长度偏差的吹瓶机,其特征在于,所述料管检测装置上设有两个感应器,所述感应器的位置间隔与料管的长度一致。3.根据权利要求2所述可消除型坯长度偏差的吹瓶机,其特征在于,所述感应器为光电传感器。4.根据权利要求1至3所述可消除型坯长度偏差的控制方法,其特征在于: 包括以下步骤:(1)启动吹瓶机,挤出机通过模头组件的坯料输出单元连续挤出料管;(2)料管检测装置实时监测料管,当第一感应器检测到料管时,反馈至中央控制器,并记录初始数据;(3)坯料输出单元继续挤出料管,当第二感应器检测到料管时,反馈至中央控制器;(4)中央控制器通过预设程序对比计算第一感应器和第二感应器的检测数据,若发生料管长度偏差,则调整挤出机的坯料输出量。5.根据权利要求4所述可消除型坯长度偏差的控制方法,其特征在于:所述步骤(4)中,若料管长度偏小,则增加挤出机的坯料输出量;反之,则减少挤出机的坯料输出量。
技术总结
本发明公开了一种可消除型坯长度偏差的吹瓶机及其控制方法,所述吹瓶机包括挤出机和模头组件,所述挤出机和模头组件通过坯料推进装置连接,所述模头组件的坯料输出单元的一侧设有料管检测装置,该料管检测装置与中央控制器连接,用于实时监测输出的料管长度,并反馈至中央控制器,通过预设程序的对比计算,调整挤出机的坯料输出量。本发明采取增加料管检测装置的方式,对坯料输出单元挤出的料管进行实时监测,并将数据传回中央控制器,通过预设程序对比计算料管检测装置的检测数据,若发生料管长度存在偏差,则及时调整挤出机的坯料输出量,从而保证料管的挤出长度一致,避免后续加工程序中出现偏差,提升产品输出品质的一致性。性。性。
技术研发人员:郭锡南 邓日宝 严志光
受保护的技术使用者:广东乐善智能装备股份有限公司
技术研发日:2022.04.20
技术公布日:2022/8/5
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1