基于带应力透明填充物的水导激光对壁防护装置及方法
1.本发明属于激光水射流复合加工装备领域,具体说是基于带应力透明填充物的水导激光对壁防护装置及方法。
背景技术:
2.水导激光技术是一种特种激光加工技术,使用稳态的水射流实现激光在水射流内的波导传播,具有加工精度高、无热影响区、表面质量高、适于大深径比结构加工、适用材料广泛的优点。水导激光加工装置的可用加工区长度可达100mm,因此在进行中空结构的加工时,载能水射流穿过待加工零件外壳后,载能水射流会继续在中空结构内传播,而目前的水导激光加工装备对中空结构的零件存在对壁进行误加工,进而影响所加工中空零件的使用性能,甚至引起零件的报废。因此,针对于防止中空结构零件的壁受到损伤设计一种水导激光对壁防护装置尤为重要。
技术实现要素:
3.目前使用水导激光方法进行中空零件加工时易产生对壁损伤的问题,本发明目的是提供一种能够有效防止中空结构零件的壁受到损伤系统,以克服上述水导激光加工装置的缺陷。
4.本发明为实现上述目的所采用的技术方案是:基于带应力透明填充物的水导激光对壁防护装置,包括:注塑模具、传送装置以及沿传送装置运动方向依次设置的梯度制冷注塑装置、水导激光加工装置、定温保温炉以及冲洗装置;
5.所述传送装置上放置有待加工零件;
6.所述梯度制冷注塑装置,用于为待加工零件注塑高分子填充物;
7.所述注塑模具与梯度制冷注塑装置连接,且外形与待加工零件适配,用于接收梯度制冷注塑装置提供的冷却液,使待加工零件冷却;
8.所述水导激光加工装置,用于对待加工零件进行水导加工,以对待加工零件内壁进行防护;
9.所述定温保温炉的出口和入口均设于传送装置上,用于为水导激光加工后的零件进行加热、保温、冷却,使加工后零件内的高分子填充物融化后流出;
10.所述冲洗装置,用于对待加工零件内残留的高分子填充物进行冲洗。
11.所述高分子填充物,包括:含氟烯烃聚合物、含氟甲基丙烯酸甲酯类、pmma、fep、eva、乙烯或醋酸乙烯共聚物、聚乙烯醇缩丁醛、pc、ps、pa、pet、gfup、fep、pvf及si中任意一种。
12.所述梯度制冷注塑装置,包括:plc、螺杆式注塑机以及与其连接的冷却液输送系统;
13.所述plc分别与螺杆式注塑机和冷却液输送系统连接,用于控制螺杆式注塑机启停,以及控制冷却液输送系统降温;
14.所述冷却液输送系统与注塑模具连接,用于对注塑模具中的待加工零件进行梯度降温,使待加工零件内的高分子层呈现分层应力;
15.所述螺杆式注塑机作用于待加工零件上,用于对高分子填充物融化并保压,并将融化后的高分子填充物注入至待加工零件。
16.所述冷却液输送系统,包括:冷却液储存箱、定速流量泵、输送管路;
17.所述冷却液储存箱设于螺杆式注塑机上,并与定速流量泵连接;所述定速流量泵通过输送管路连入至冷却液储存箱;
18.所述输送管路,包括:外部循环管路和内部循环管路;所述外部循环管路和内部循环管路均与冷却液储存箱连接;
19.所述外部循环管路螺旋盘绕设于注塑模具上,所述内部循环管路呈蛇形排布于注塑模具内壁上,且内部循环管路嵌设于注塑模具内壁上;
20.所述定速流量泵与plc连接;
21.所述外部循环管路和内部循环管路的为金属材质管路。
22.所述水导激光加工装置,包括:激光器、供水装置、ccd相机、第一反射镜、聚焦镜、耦合头;
23.第一反射镜呈45
°
倾斜设置;所述激光器设于第一反射镜反射镜一侧,且所述激光器的激光发射方向与第一反射镜将激光反射方向之间的夹角呈90
°
;
24.所述ccd相机、第一反射镜、聚焦镜、耦合头从上至下依次同轴设置;
25.所述供水装置通过供水管路与耦合头的入水孔连接,且所述耦合头设于光谱采集系统正下方,用于加工待加工材料。
26.水导激光加工过程中,激光器发射的激光经第一反射镜反射后,依次经聚焦镜及耦合头作用在待加工零件后,产生的激光在通过耦合头后,形成水射流,ccd相机对水射流实现耦合。
27.所述冲洗装置,包括:顺次连接的储液箱、清洗液泵以及冲洗头;
28.所述储液箱内设有清洗液;所述冲洗头与注塑模具注塑口连接,以实现将清洗液泵入已加工零件内对其进行冲洗。
29.待加工零件为中空零件。
30.基于带应力透明填充物的水导激光对壁防护装置的防护方法,包括以下步骤:
31.1)进行水导激光加工前,待加工零件被安装至注塑模具内,所述梯度制冷注塑装置将高分子填充物融化,等待注塑;
32.2)螺杆式注塑机将融化的高分子填充物注入待加工零件,经过保压后,plc控制冷却液输送系统开始对待加工零件梯度制冷,使待加工零件内的高分子层呈现分层应力;
33.3)脱离注塑模具后,待加工零件随传送装置进入至水导激光加工装置的工作区域,水导激光加工装置对待加工零件进行水导激光加工;
34.4)加工完成后,加工后的零件随传送装置进入至定温保温炉并放置设定时间使高分子填充物融化从零件中流出,降至常温后通过冲洗装置对内部残留的高分子填充物进行清洗。
35.所述梯度制冷注塑装置将高分子填充物从熔融态冷却到常温状态的时间小于5s;
36.所述高分子填充物凝固后对激光器发射的激光的透光率大于80%,以防止高分子
填充物受热变性并被去除,使得激光对待加工零件的内壁造成损伤。
37.所述呈现分层应力的高分子层为:上层的高折射率层和下层的低折射率层;
38.所述高折射率层的折射率为1.35~1.55;所述低折射率层的折射率为1.2~1.35;所述高折射率层与低折射率层的折射率差值大于0.02。
39.本发明具有以下有益效果及优点:
40.1.本发明使用梯度制冷注塑装置使中空零件内注塑的高分子材料产生参与应力,进而产生折射率变化,这样水导激光束流遇到高分子材料后,从高折射率层进入低折射率层,激光能量发散,失去对中空零件对壁材料的去除能力。
41.2.本发明提出的基于带应力透明填充物的水导激光对壁防护装置与方法适用于多种中空零件水导激光加工的对壁防护,不限于某种特定的零件,适用范围较广。
42.3.本发明所使用的高分子填充物可用反复融化与凝固,方便在保温炉内流出,使用清洗液即可冲洗干净,适合应用于大批量自动化水导激光加工与生产。
附图说明
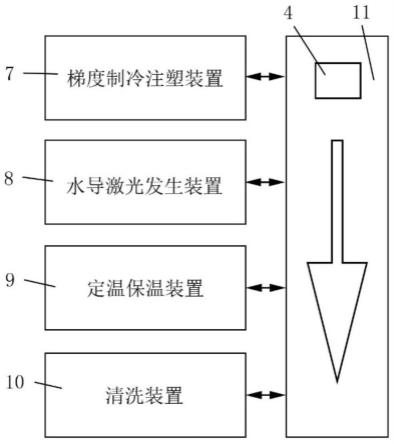
43.图1为本发明的系统框架图;
44.其中,1为激光器,2为第一反射镜,3为聚焦镜,4为耦合头,5为ccd相机,6为高分子层,7为梯度制冷注塑装置,8为水导激光加工装置,9为定温保温炉,10为冲洗装置,11为传送装置,12为激光光线,13为水射流;
45.图2为本发明的水导激光加工装置加工原理图;
46.图3为本发明的水导激光加工装置的结构原理图;
47.图4为本发明的方法流程图。
具体实施方式
48.下面结合附图及实施例对本发明做进一步的详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。此外,下面所描述的本发明各个实施方式中所涉及到的技术特征只要彼此之间未构成冲突就可以相互组合。
49.如图1所示,为本发明的系统框架图,其中,本发明包括:注塑模具、传送装置11以及沿传送装置11运动方向依次设置的梯度制冷注塑装置7、水导激光加工装置8、定温保温炉9以及冲洗装置10;
50.传送装置11上放置有待加工零件;注塑模具与梯度制冷注塑装置7连接,且外形与待加工零件适配,用于接收梯度制冷注塑装置7提供的冷却液,使待加工零件冷却;
51.水导激光加工装置8,用于对待加工零件进行水导加工,由水导激光头发出的激光2及水射流13可以对中空零件4实现材料去除,以对待加工零件内壁进行防护;
52.所述定温保温炉9的出口和入口均设于传送装置11上,用于为水导激光加工后的零件进行加热、保温、冷却,使加工后零件内的高分子填充物融化后流出;
53.定温保温炉9为保温电炉,型号sx2-8-10,可以按设定的升温速度将加工完毕的零件加温至高分子填充物熔点之上的目标温度并保温一定时间,这一过程可用使高分子填充物流出,在指定时间后按设定降温速度实现降温冷却。
54.冲洗装置10,用于对待加工零件内残留的高分子填充物进行冲洗;其包括:顺次连
接的储液箱、清洗液泵以及冲洗头;
55.储液箱内设有清洗液;冲洗头与注塑模具注塑口连接,冲洗装置10可以将高分子填充物清洗液以一定流量通入中空零件,实现对中空零件的清洗。
56.输送装置11可用实现待加工零件4在各个加工装置之间的运送。
57.梯度制冷注塑装置7,用于为待加工零件注塑高分子填充物,梯度制冷注塑装置7,其主体为螺杆注塑机,其中的注塑模具可以安装所需加工的中空零件;
58.注塑模具内有大流量输送并循环制冷液的输送管路,制冷液的输送管路布置于中空零件内侧或外侧,进行梯度制冷时,仅对内侧管路或外侧管路通入冷却液,进而实现可以用于注塑高分子材料的急速梯度冷却。本实施例中将专用高分子粒材加热至260℃后高压注入中空的待加工零件4,经射出、保压、冷却、开模流程后实现中空零件的注塑与梯度制冷。
59.梯度制冷注塑装置7,包括:plc、螺杆式注塑机以及与其连接的冷却液输送系统;
60.plc分别与螺杆式注塑机和冷却液输送系统连接,用于控制螺杆式注塑机启停,以及控制冷却液输送系统降温;
61.冷却液输送系统与注塑模具连接,用于对注塑模具中的待加工零件进行梯度降温,使待加工零件内的高分子层呈现分层应力;
62.螺杆式注塑机作用于待加工零件上,用于对高分子填充物融化并保压,并将融化后的高分子填充物注入至待加工零件。
63.冷却液输送系统,包括:冷却液储存箱、定速流量泵、输送管路;
64.定速流量泵与plc连接;
65.冷却液储存箱设于螺杆式注塑机上,并与定速流量泵连接;所述定速流量泵通过输送管路连入至冷却液储存箱;
66.输送管路,包括:外部循环管路和内部循环管路;所述外部循环管路和内部循环管路均与冷却液储存箱连接;
67.外部循环管路螺旋盘绕设于注塑模具上,所述内部循环管路呈蛇形排布于注塑模具内壁上,且内部循环管路嵌设于注塑模具内壁上;
68.外部循环管路和内部循环管路的为金属材质管路,本实施例选用导热率更高的铜管。
69.在发明中高分子填充物,包括:含氟烯烃聚合物、含氟甲基丙烯酸甲酯类、pmma、fep、eva、乙烯或醋酸乙烯共聚物、聚乙烯醇缩丁醛、pc、ps、pa、pet、gfup、fep、pvf及si中任意一种。本实施例选用pa进行注塑。
70.梯度制冷注塑装置7对注塑后的高分子填充物进行梯度速冷,制冷注塑装置7使用定速流量泵控制制冷液的输送管路中制冷液的流速,进而实现对冷却速率的控制;
71.梯度制冷注塑装置7将高分子填充物从熔融态冷却到常温状态的时间小于5s,本实施例中将高分子填充物从熔融态冷却至常温时间4s,阶梯冷却过程可用使高分子填充物呈现分层应力状态,进而在高分子层6内形成高折射率层和低折射率层。
72.高分子填充物凝固后对激光器1发射的激光的透光率大于80%,以防止高分子填充物受热变性并被去除,使得激光对待加工零件的内壁造成损伤,且可以反复融化凝固,本实施例中使用的高分子填充物类型选用为pa。
73.如图3所示,为本发明的水导激光加工装置的结构原理图,水导激光加工装置8,包括:激光器1、供水装置、ccd相机5、第一反射镜2、聚焦镜3、耦合头4;
74.第一反射镜2呈45
°
倾斜设置;所述激光器设于第一反射镜2反射镜一侧,且所述激光器1的激光发射方向与第一反射镜2将激光反射方向之间的夹角呈90
°
;
75.ccd相机5、第一反射镜2、聚焦镜3、耦合头4从上至下依次同轴设置;
76.供水装置通过供水管路与耦合头4的入水孔连接,且耦合头4设于光谱采集系统正下方,用于加工待加工材料。
77.水导激光加工过程中,激光器1发射的激光经第一反射镜2反射后,依次经聚焦镜3及耦合头4作用在待加工零件后,产生的激光在通过耦合头4后,形成水射流13,ccd相机5对水射流13实现耦合。
78.本发明中的耦合头4为现有技术,公开于申请号cn202021298217.2,名称为:一种内部水压均衡的水导激光加工头,公开日2021.01.05的实用新型专利。其中,本发明的供水装置与耦合头的入水孔连接。
79.如图4所示,为本发明的方法流程图,本发明基于带应力透明填充物的水导激光对壁防护方法,包含以下步骤:
80.(1)进行水导激光加工前,待加工中空零件被安装至专用注塑模具内,梯度制冷注塑装置7将pa粒材烘干并加热至260℃,等待注塑。
81.(2)梯度制冷注塑装置将融化的高分子材料pa注入中空零件,经过保压后,plc控制冷却液输送系统开始对中空零件梯度制冷,从而使高分子层6呈现分层应力。
82.(3)脱模后,待加工零件被从专用注塑模具内取出,并通过机械夹具放入水导激光加工装备,进行水导激光加工。水导激光束流穿透待加工结构遇到高分子材料后,激光光线2从高分子填充物的高折射率层进入低折射率层,激光向四周发散,激光能量发散,失去对中空零件对壁材料的去除能力,实现对壁材料的防护;
83.(4)加工完成后,中空零件放入定温260℃的保温炉并放置8小时,使融化的高分子材料流出。降至常温后通过冲洗装置对内部残留的高分子材料进行清洗。
84.如图2所示,为本发明的水导激光加工装置加工原理图,其中,形成的分层应力的高分子层6为:上层的高折射率层和下层的低折射率层;
85.高折射率层的折射率为1.35~1.55;本实施例高折射率层的折射率为1.4,低折射率层的折射率为1.2~1.35;本实施例低折射率层的折射率为1.3,保证了高折射率层与低折射率层的折射率差值大于0.02。
86.最后所应说明的是,以上具体实施方式仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的精神和范围,其均应涵盖在本发明的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1