一种减少密炼机动作消耗的控制方法与流程
1.本发明涉及密炼机控制技术领域,特别是涉及一种减少密炼机动作消耗的控制方法。
背景技术:
2.密闭式炼胶机简称密炼机,密炼机是橡胶制品进行混炼加工生产所采用的主要设备,主要用于橡胶的塑炼和混炼。密炼机是一种设有一对特定形状并相对回转的转子、在可调温度和压力的密闭状态下间隙性地对聚合物材料进行塑炼和混炼的机械,主要由密炼室、转子、转子密封装置、加料压料装置、卸料装置、传动装置及机座等部分组成。
3.其中,上顶栓作为密炼机的核心部件,其主要作用是通过安装在上顶拴上的压砣给密炼室内的胶料提供稳定的压力,并且要求压砣跟随胶料的体积变化而变化,主要动作过程包括上顶栓上升、上顶栓下降、加压、浮砣等。
4.密炼机上顶栓的控制有气动控制方式和液压控制方式两种,密炼机早期多采用气动方式控制上顶栓,不仅体积大,工作噪声大,压力不稳定,而且气体的可压缩性使得对压力的控制也不精确。与气动控制方式相比,液压方式控制的上顶栓可以产生稳定的压力,保证炼胶质量,降低能量消耗,减小噪声,减少成本,提高混炼效率。所以近几年来上顶栓多采用液压控制方法,液压密炼机控制系统由上顶栓控制部分、下顶栓及销锁控制部分和进料门控制部分组成,液压密炼机上顶栓压力合理的控制是保证炼胶质量关键因素。
5.梳理密炼机各项动作,各分厂进行横向对比,找出设备动作标杆机台,现场观察跟踪,对比找出设备动作浪费,即无效工作消耗,减少设备动作影响造成的能源浪费,通过该控制动作提升缩短密炼机生产混炼过程,降低吨胶耗电,提高生产效率,从而提升公司产品竞争力,创造新的经济效益增长点。
技术实现要素:
6.本发明要解决的技术问题是:现有技术中的密炼机无效工作消耗长,多余的设备动作造成能源浪费,提高了制胶耗电耗,降低生产效率的问题。
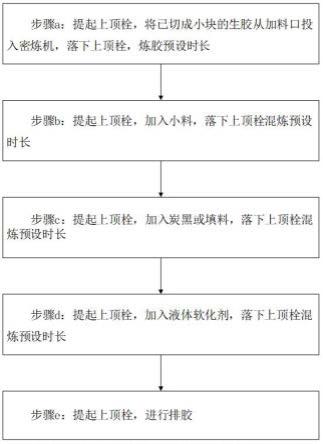
7.在密炼机的工作循环中,根据所述密炼机工作循环的不同过程来采用不同的控制方法,按配方要求设定的控制系统来控制密炼机的动作,以减少所述密炼机室的动作消耗;其中具体步骤为:为了解决上述技术问题,本发明提供了一种减少密炼机动作消耗的控制方法,包括:步骤a:提起上顶栓,将已切成小块的生胶从加料口投入密炼机,落下上顶栓,炼胶预设时长;步骤b:提起上顶栓,加入小料(固体软化剂、活化剂、促进剂、防老剂、防焦剂等),落下上顶栓混炼预设时长;步骤c:提起上顶栓,加入炭黑或填料,落下上顶栓混炼预设时长;步骤d:提起上顶栓,加入液体软化剂,落下上顶栓混炼预设时长;
步骤e:提起上顶栓,进行排胶;在步骤a中将生产所需的原料第一次放入到密炼机后,根据放入到所述密炼机中原料的重量来调整所述密炼机的密炼室加热时长、所述密炼机的密炼室加热温度、所述密炼机中转子的转速和上顶栓的压力;在步骤a-e中将所述上顶栓每次提起进行加料或者排料时,通过对所述上顶栓的位移量进行控制,使所述上顶栓可以在位移过程中停止;在步骤a-e中将所述上顶栓位移的过程中,根据所述上顶栓位置来调整所述上顶栓位移的速度,所述上顶栓在位移过程中先加速至预设速度后,再做减速运动至停止。
8.在本技术的实施例中,在步骤a中将生产所需的原料第一次放入到密炼机后,通过采集模块实时采集原料重量信息
△
g,处理模块设定标准原料重量预设值g0, 处理模块还设定第一预设原料重量差值g1、第二预设原料重量差值g2、第三预设原料重量差值g3和第四预设原料重量差值g4,且g1<g2<g3<g4;处理模块还用于设定有第一预设工作条件矩阵a1(a1,b1,c1,d1)、第二预设工作条件矩阵a2(a2,b2,c2,d2)、第三预设工作条件矩阵a3(a3,b3,c3,d3)和第四预设工作条件矩阵a4(a4,b4,c4,d4),其中,a1~a4依次为第一至第四预设密炼室加热时长,且a1<a2<a3<a4,b1~b4依次第一至第四预设密炼室加热温度,b1<b2<b3<b4,c1~c4依次为第一至第四预设转子转速,c1<c2<c3<c4,d1~d4依次为第一至第四预设上顶栓压力,d1<d 2<d 3<d 4;根据原料重量信息
△
g与标准原料重量预设值g0的差值来设定所述密炼机的工作条件矩阵ai:当
△
g-g0≤g1时,选定所述第一预设工作条件矩阵a1作为所述密炼机工作条件;当g1<
△
g-g0≤g2时,选定所述第二预设工作条件矩阵a2作为所述密炼机工作条件;当g2<
△
g-g0≤g3时,选定所述第三预设工作条件矩阵a3作为所述密炼机工作条件;当g3<
△
g-g0≤g4时,选定所述第四预设工作条件矩阵a4作为所述密炼机工作条件;其中,当选定所述第i预设工作条件矩阵ai作为所述密炼机工作条件时,控制模块控制实时密炼机以第i预设密炼室加热时长ai工作,并将所述密炼机以第i预设密炼室加热温度bi,同时,控制模块控制所述转子以第i预设转子转速ci进行工作,i=1,2,3,4,控制模块控制所述上顶栓以第i预设上顶栓压力di进行工作,i=1,2,3,4。
9.在本技术的实施例中,处理模块设定第一预设密炼室加热时长t1、第二预设密炼室加热时长t2、第三预设密炼室加热时长t3和第四预设密炼室加热时长t4,且t1<t2<t3<t4;处理模块还设定第一预设修正系数m1、第二预设修正系数m2、第三预设修正系数m3和第四预设修正系数m4,且0.8<m1<m2<m3<m4<1;采集模块还实时采集所述密炼机的密炼室加热时长
△
t,处理模块在设定所述第i预设工作条件矩阵ai作为所述密炼机工作条件时,根据实时密炼室加热时长
△
t与各预设密炼室加热时长之间的关系选定预设修正系数以对所述第i预设工作条件矩阵ai中的密炼室加热时长ai进行修正:当
△
t≤t1时,则不对所述第i预设工作条件矩阵ai中的密炼室加热时长ai进行修
正;当t1<
△
t≤t2时,则选定所述第一预设修正系数m1对ai中的密炼室加热时长ai进行修正,修正后为ai(ai*m1,bi,ci,di);当t2<
△
t≤t3时,则选定所述第二预设修正系数m2对ai中的密炼室加热时长ai进行修正,修正后为ai(ai*m2,bi,ci,di);当t3<
△
t≤t4时,则选定所述第三预设修正系数m3对ai中的密炼室加热时长ai进行修正,修正后为ai(ai*m3,bi,ci,di);当t4<
△
t时,则选定所述第四预设修正系数m4对ai中的密炼室加热时长ai进行修正,修正后为ai(ai*m4,bi,ci,di)。
10.在本技术的实施例中,处理模块设定第一预设密炼室加热温度s1、第二预设密炼室加热温度s2、第三预设密炼室加热温度s3和第四预设密炼室加热温度t4,且s1<s2<s3<s4;处理模块还设定第一预设修正系数n1、第二预设修正系数n2、第三预设修正系数n3和第四预设修正系数n4,且0.8<n1<n2<n3<n4<1;采集模块还实时采集密炼机的密炼室加热温度
△
s,处理模块还设定所述第i预设工作条件矩阵ai作为所述密炼机工作条件时,根据实时密炼室加热温度
△
s与各预设密炼室加热温度之间的关系选定预设修正系数以对所述第i预设工作条件矩阵ai中的密炼室加热温度bi进行修正:当
△
s≤s1时,则不对所述第i预设工作条件矩阵ai中的密炼室加热温度进行修正;当s1<
△
s≤s2时,则选定所述第一预设修正系数n1对ai中的密炼室加热温度bi进行修正,修正后为ai(ai,bi* n1,ci,di);当s2<
△
s≤s3时,则选定所述第二预设修正系数n2对ai中的密炼室加热温度bi进行修正,修正后为ai(ai,bi* n2,ci,di);当s3<
△
s≤s4时,则选定所述第三预设修正系数n3对ai中的密炼室加热温度bi进行修正,修正后为ai(ai,bi* n3,ci,di);当s4<
△
s时,则选定所述第四预设修正系数n4对ai中的密炼室加热温度bi进行修正,修正后为ai(ai,bi* n4,ci,di)。
11.在本技术的实施例中,处理模块设定第一预设转子转速v1、第二预设转子转速v2、第三预设转子转速t3和第四预设转子转速v4,且v1<v2<v3<v4;处理模块还设定第一预设修正系数x1、第二预设修正系数x2、第三预设修正系数x3和第四预设修正系数x4,且0.8<x1<x2<x3<x4<1;采集模块实时采集所述密炼机的转子转速
△
v,处理模块还设定所述第i预设工作条件矩阵ai作为所述密炼机工作条件时,根据实时转子转速
△
v与各预设转子转速之间的关系选定预设修正系数以对所述第i预设工作条件矩阵ai中的转子转速ci进行修正:当
△
v≤v1时,则不对所述第i预设工作条件矩阵ai中的转子转速进行修正;当v1<
△
v≤v2时,则选定所述第一预设修正系数x1对ai中的转子转速ci进行修正,修正后为ai(ai,bi,ci*x1,di);当v2<
△
v≤v3时,则选定所述第二预设修正系数x2对ai中的转子转速ci进行修正,修正后为ai(ai,bi,ci*x2,di);
当v3<
△
v≤v4时,则选定所述第三预设修正系数x3对ai中的转子转速ci进行修正,修正后为ai(ai,bi,ci*x3,di);当v4<
△
v时,则选定所述第四预设修正系数x4对ai中的转子转速ci进行修正,修正后为ai(ai,bi,ci*x4,di)。
12.在本技术的实施例中,处理模块设定第一预设上顶栓压力p1、第二预设上顶栓压力p2、第三预设上顶栓压力p3和第四预设上顶栓压力p4,且p1<p2<p3<p4;处理模块还设定第一预设修正系数y1、第二预设修正系数y2、第三预设修正系数y3和第四预设修正系数y4,且0.8<y1<y2<y3<y4<1;采集模块实时采集所述密炼机的上顶栓压力
△
p,处理模块还设定所述第i预设工作条件矩阵ai作为所述密炼机工作条件时,根据实时上顶栓压力
△
p与各预设上顶栓压力之间的关系选定预设修正系数以对所述第i预设工作条件矩阵ai中的上顶栓压力di进行修正:当
△
p≤p1时,则不对所述第i预设工作条件矩阵ai中的上顶栓压力进行修正;当p1<
△
p≤p2时,则选定所述第一预设修正系数y1对ai中的上顶栓压力di进行修正,修正后为ai(ai,bi,ci,di*y1);当p2<
△
p≤p3时,则选定所述第二预设修正系数y2对ai中的上顶栓压力di进行修正,修正后为ai(ai,bi,ci,di*y2);当p3<
△
p≤p4时,则选定所述第三预设修正系数y3对ai中的上顶栓压力di进行修正,修正后为ai(ai,bi,ci,di*y3);当p4<
△
p时,则选定所述第四预设修正系数y4对ai中的上顶栓压力di进行修正,修正后为ai(ai,bi,ci,di*y4)。
13.在本技术的实施例中,通过在所述密炼机上设置有重量传感器,可以实时检测加入原料的重量。
14.在本技术的实施例中,通过在所述密炼机上设置有加热装置,所述加热装置会根据加入原料的重量来控制密炼室的加热时的温度变化和加热时长。
15.在本技术的实施例中,通过在所述上顶栓上设置有位移传感器,上顶栓伺服控制阀会根据所述位移传感器实时检测到的所述上顶栓的位移量来控制所述上顶栓的位置,在所述上顶栓每次抬起进行加料过程中,上顶栓伺服控制阀控制所述上顶栓停止距离原点中间的位置上,以完成加料过程,在加料过程完成后,上顶栓伺服控制阀控制上顶栓下落到密炼室上。
16.在本技术的实施例中,通过在上顶栓上设置有速度传感器,上顶栓伺服控制阀会根据所述速度传感器实时检测所述上顶栓的位移速度,在所述上顶栓位移过程中,上顶栓伺服控制阀控制所述上顶栓先开始加速运行,在所述上顶栓的运行速度达到预设速度值后,上顶栓伺服控制阀控制所述上顶栓减速运行至停止。
17.本发明实施例一种减少密炼机动作消耗的控制方法与现有技术相比,其有益效果在于:1、密炼机设备动作控制的方法是由设备程序和配方设定相结合的方式来实现的,在当接收到设备程序发出的动作指令后,能够通过上顶栓伺服控制阀对上顶栓进行实时定位控制,然后根据配方的要求随时对上顶栓进行中位暂停,以进行下一步过程混炼,不仅有
效的缩短了初始行程的50%,也有效的缩短无效工作时间。
18.2、用户可以通过位于上的位移传感器直观了当的观察到上顶栓的位置以及动作,保持与现场一致,还能够快速的判断动作情况,用户还可及时发现液压系统存在的压力不稳定问题,及时组织整整改,避免问题长期存在。
19.3、在上顶栓每次位移的过程中,通过位于上顶栓上的速度传感器实时来检测上顶栓的位移速度,并通过上顶栓伺服控制阀来控制上顶栓的位移速度,使上顶栓在位移过程中做先加速后减速的运动,极大的缩短了上顶栓的位移时间。
20.4、在本发明中通过将生产所需的原料第一次放入到密炼机后,根据放入到密炼机中原料的重量来相应的调整密炼机的密炼室加热时长、密炼机的密炼室加热温度、密炼机中转子的转速和上顶栓的压力,以对密炼机的动作进行精密的调整,保证了胶体生产所需的最少能源消耗,在一定程度上使密炼机降低了对能源消耗,并还将混炼效率相比于从前提升了3%-5%。
附图说明
21.图1是本发明实施例中减少密炼机动作消耗的控制方法的流程示意图。
具体实施方式
22.下面结合附图和实施例,对本发明的具体实施方式作进一步详细描述。以下实施例用于说明本发明,但不用来限制本发明的范围。
23.在本技术的描述中,需要理解的是,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
24.术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本技术的描述中,除非另有说明,“多个”的含义是两个或两个以上。
25.在本技术的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本技术中的具体含义。
26.如图所示,在本技术的实施例中,提供了一种减少密炼机动作消耗的控制方法,包括:步骤a:提起上顶栓,将已切成小块的生胶从加料口投入密炼机,落下上顶栓,炼胶预设时长;步骤b:提起上顶栓,加入小料(固体软化剂、活化剂、促进剂、防老剂、防焦剂等),落下上顶栓混炼预设时长;步骤c:提起上顶栓,加入炭黑或填料,落下上顶栓混炼预设时长;步骤d:提起上顶栓,加入液体软化剂,落下上顶栓混炼预设时长;
步骤e:提起上顶栓,进行排胶;在步骤a中将生产所需的原料第一次放入到密炼机后,根据放入到所述密炼机中原料的重量来调整所述密炼机的密炼室加热时长、所述密炼机的密炼室加热温度、所述密炼机中转子的转速和上顶栓的压力;在步骤a-e中将所述上顶栓每次提起进行加料或者排料时,通过对所述上顶栓的位移量进行控制,使所述上顶栓可以在位移过程中停止;在步骤a-e中将所述上顶栓位移的过程中,根据所述上顶栓位置来调整所述上顶栓位移的速度,所述上顶栓在位移过程中先加速至预设速度后,再做减速运动至停止。
27.进一步地,根据生产所需的原料的重量来相应的调整密炼机的密炼室加热时长、密炼机的密炼室加热温度、密炼机中转子的转速和上顶栓的压力,并且密炼机设备动作控制的方法是由设备程序和配方设定相结合的方式来实现的,通过设备程序和配方要求来对上顶栓的位移和位移速度采用能够精确降低能源消耗的控制方法进行控制。
28.在本技术的实施例中,在步骤a中将生产所需的原料第一次放入到密炼机后,通过采集模块实时采集原料重量信息
△
g,处理模块设定标准原料重量预设值g0, 处理模块还设定第一预设原料重量差值g1、第二预设原料重量差值g2、第三预设原料重量差值g3和第四预设原料重量差值g4,且g1<g2<g3<g4;处理模块还用于设定有第一预设工作条件矩阵a1(a1,b1,c1,d1)、第二预设工作条件矩阵a2(a2,b2,c2,d2)、第三预设工作条件矩阵a3(a3,b3,c3,d3)和第四预设工作条件矩阵a4(a4,b4,c4,d4),其中,a1~a4依次为第一至第四预设密炼室加热时长,且a1<a2<a3<a4,b1~b4依次第一至第四预设密炼室加热温度,b1<b2<b3<b4,c1~c4依次为第一至第四预设转子转速,c1<c2<c3<c4,d1~d4依次为第一至第四预设上顶栓压力,d1<d 2<d 3<d 4;根据原料重量信息
△
g与标准原料重量预设值g0的差值来设定所述密炼机的工作条件矩阵ai:当
△
g-g0≤g1时,选定所述第一预设工作条件矩阵a1作为所述密炼机工作条件;当g1<
△
g-g0≤g2时,选定所述第二预设工作条件矩阵a2作为所述密炼机工作条件;当g2<
△
g-g0≤g3时,选定所述第三预设工作条件矩阵a3作为所述密炼机工作条件;当g3<
△
g-g0≤g4时,选定所述第四预设工作条件矩阵a4作为所述密炼机工作条件;其中,当选定所述第i预设工作条件矩阵ai作为所述密炼机工作条件时,控制模块控制实时密炼机以第i预设密炼室加热时长ai工作,并将所述密炼机以第i预设密炼室加热温度bi,同时,控制模块控制所述转子以第i预设转子转速ci进行工作,i=1,2,3,4,控制模块控制所述上顶栓以第i预设上顶栓压力di进行工作,i=1,2,3,4。
29.进一步地,通过将生产所需的原料第一次放入到密炼机后,根据放入到密炼机中原料的重量来相应的调整密炼机的密炼室加热时长、密炼机的密炼室加热温度、密炼机中转子的转速和上顶栓的压力,以对密炼机的动作进行精密的调整,保证了胶体生产所需的最少能源消耗,在一定程度上使密炼机降低了对能源消耗,并还将混炼效率相比于从前提升了3%-5%。
30.在本技术的实施例中,处理模块设定第一预设密炼室加热时长t1、第二预设密炼室加热时长t2、第三预设密炼室加热时长t3和第四预设密炼室加热时长t4,且t1<t2<t3<t4;处理模块还设定第一预设修正系数m1、第二预设修正系数m2、第三预设修正系数m3和第四预设修正系数m4,且0.8<m1<m2<m3<m4<1;采集模块还实时采集所述密炼机的密炼室加热时长
△
t,处理模块在设定所述第i预设工作条件矩阵ai作为所述密炼机工作条件时,根据实时密炼室加热时长
△
t与各预设密炼室加热时长之间的关系选定预设修正系数以对所述第i预设工作条件矩阵ai中的密炼室加热时长ai进行修正:当
△
t≤t1时,则不对所述第i预设工作条件矩阵ai中的密炼室加热时长ai进行修正;当t1<
△
t≤t2时,则选定所述第一预设修正系数m1对ai中的密炼室加热时长ai进行修正,修正后为ai(ai*m1,bi,ci,di);当t2<
△
t≤t3时,则选定所述第二预设修正系数m2对ai中的密炼室加热时长ai进行修正,修正后为ai(ai*m2,bi,ci,di);当t3<
△
t≤t4时,则选定所述第三预设修正系数m3对ai中的密炼室加热时长ai进行修正,修正后为ai(ai*m3,bi,ci,di);当t4<
△
t时,则选定所述第四预设修正系数m4对ai中的密炼室加热时长ai进行修正,修正后为ai(ai*m4,bi,ci,di)。
31.进一步地,通过对密炼机的密炼室加热时长进行及时的修正,保证密炼机在工作过程中不会出现问题,使密炼机在炼胶时工作平稳。
32.在本技术的实施例中,处理模块设定第一预设密炼室加热温度s1、第二预设密炼室加热温度s2、第三预设密炼室加热温度s3和第四预设密炼室加热温度t4,且s1<s2<s3<s4;处理模块还设定第一预设修正系数n1、第二预设修正系数n2、第三预设修正系数n3和第四预设修正系数n4,且0.8<n1<n2<n3<n4<1;采集模块还实时采集密炼机的密炼室加热温度
△
s,处理模块还设定所述第i预设工作条件矩阵ai作为所述密炼机工作条件时,根据实时密炼室加热温度
△
s与各预设密炼室加热温度之间的关系选定预设修正系数以对所述第i预设工作条件矩阵ai中的密炼室加热温度bi进行修正:当
△
s≤s1时,则不对所述第i预设工作条件矩阵ai中的密炼室加热温度进行修正;当s1<
△
s≤s2时,则选定所述第一预设修正系数n1对ai中的密炼室加热温度bi进行修正,修正后为ai(ai,bi* n1,ci,di);当s2<
△
s≤s3时,则选定所述第二预设修正系数n2对ai中的密炼室加热温度bi进行修正,修正后为ai(ai,bi* n2,ci,di);当s3<
△
s≤s4时,则选定所述第三预设修正系数n3对ai中的密炼室加热温度bi进行修正,修正后为ai(ai,bi* n3,ci,di);当s4<
△
s时,则选定所述第四预设修正系数n4对ai中的密炼室加热温度bi进行修正,修正后为ai(ai,bi* n4,ci,di)。
33.进一步地,通过对密炼机的密炼室加热温度进行及时的修正,保证密炼机在工作
过程中不会出现问题,使密炼机在炼胶时工作平稳。
34.在本技术的实施例中,处理模块设定第一预设转子转速v1、第二预设转子转速v2、第三预设转子转速t3和第四预设转子转速v4,且v1<v2<v3<v4;处理模块还设定第一预设修正系数x1、第二预设修正系数x2、第三预设修正系数x3和第四预设修正系数x4,且0.8<x1<x2<x3<x4<1;采集模块实时采集所述密炼机的转子转速
△
v,处理模块还设定所述第i预设工作条件矩阵ai作为所述密炼机工作条件时,根据实时转子转速
△
v与各预设转子转速之间的关系选定预设修正系数以对所述第i预设工作条件矩阵ai中的转子转速ci进行修正:当
△
v≤v1时,则不对所述第i预设工作条件矩阵ai中的转子转速进行修正;当v1<
△
v≤v2时,则选定所述第一预设修正系数x1对ai中的转子转速ci进行修正,修正后为ai(ai,bi,ci*x1,di);当v2<
△
v≤v3时,则选定所述第二预设修正系数x2对ai中的转子转速ci进行修正,修正后为ai(ai,bi,ci*x2,di);当v3<
△
v≤v4时,则选定所述第三预设修正系数x3对ai中的转子转速ci进行修正,修正后为ai(ai,bi,ci*x3,di);当v4<
△
v时,则选定所述第四预设修正系数x4对ai中的转子转速ci进行修正,修正后为ai(ai,bi,ci*x4,di)。
35.进一步地,通过对密炼机的转子转速进行及时的修正,保证密炼机在工作过程中不会出现问题,使密炼机在炼胶时工作平稳。
36.在本技术的实施例中,处理模块设定第一预设上顶栓压力p1、第二预设上顶栓压力p2、第三预设上顶栓压力p3和第四预设上顶栓压力p4,且p1<p2<p3<p4;处理模块还设定第一预设修正系数y1、第二预设修正系数y2、第三预设修正系数y3和第四预设修正系数y4,且0.8<y1<y2<y3<y4<1;采集模块实时采集所述密炼机的上顶栓压力
△
p,处理模块还设定所述第i预设工作条件矩阵ai作为所述密炼机工作条件时,根据实时上顶栓压力
△
p与各预设上顶栓压力之间的关系选定预设修正系数以对所述第i预设工作条件矩阵ai中的上顶栓压力di进行修正:当
△
p≤p1时,则不对所述第i预设工作条件矩阵ai中的上顶栓压力进行修正;当p1<
△
p≤p2时,则选定所述第一预设修正系数y1对ai中的上顶栓压力di进行修正,修正后为ai(ai,bi,ci,di*y1);当p2<
△
p≤p3时,则选定所述第二预设修正系数y2对ai中的上顶栓压力di进行修正,修正后为ai(ai,bi,ci,di*y2);当p3<
△
p≤p4时,则选定所述第三预设修正系数y3对ai中的上顶栓压力di进行修正,修正后为ai(ai,bi,ci,di*y3);当p4<
△
p时,则选定所述第四预设修正系数y4对ai中的上顶栓压力di进行修正,修正后为ai(ai,bi,ci,di*y4)。
37.进一步地,通过对密炼机的上顶栓压力进行及时的修正,保证密炼机在工作过程中不会出现问题,使密炼机在炼胶时工作平稳。
38.在本技术的实施例中,通过在所述密炼机上设置有重量传感器,可以实时检测加
入原料的重量。
39.在本技术的实施例中,通过在所述密炼机上设置有加热装置,所述加热装置会根据加入原料的重量来控制密炼室的加热时的温度变化和加热时长。
40.在本技术的实施例中,通过在所述上顶栓上设置有位移传感器,上顶栓伺服控制阀会根据所述位移传感器实时检测到的所述上顶栓的位移量来控制所述上顶栓的位置,在所述上顶栓每次抬起进行加料过程中,上顶栓伺服控制阀控制所述上顶栓停止距离原点中间的位置上,以完成加料过程,在加料过程完成后,上顶栓伺服控制阀控制上顶栓下落到密炼室上。
41.进一步地,在当接收到设备程序发出的动作指令后,能够通过上顶栓伺服控制阀对上顶栓进行实时定位控制,然后根据配方的要求随时对上顶栓进行中位暂停,以进行下一步过程混炼,不仅有效的缩短了初始行程的50%,也有效的缩短无效工作时间。
42.在本技术的实施例中,通过在上顶栓上设置有速度传感器,上顶栓伺服控制阀会根据所述速度传感器实时检测所述上顶栓的位移速度,在所述上顶栓位移过程中,上顶栓伺服控制阀控制所述上顶栓先开始加速运行,在所述上顶栓的运行速度达到预设速度值后,上顶栓伺服控制阀控制所述上顶栓减速运行至停止。
43.进一步地,在上顶栓每次位移的过程中,通过位于上顶栓上的速度传感器实时来检测上顶栓的位移速度,并通过上顶栓伺服控制阀来控制上顶栓的位移速度,使上顶栓在位移过程中做先加速后减速的运动,极大的缩短了上顶栓的位移时间。
44.综上,本发明公开了一种减少密炼机动作消耗的控制方法,根据生产所需的原料的重量来相应的调整密炼机的密炼室加热时长、密炼机的密炼室加热温度、密炼机中转子的转速和上顶栓的压力,并且密炼机设备动作控制的方法是由设备程序和配方设定相结合的方式来实现的,通过设备程序和配方要求来对上顶栓的位移和位移速度采用精确降低能源消耗的控制方法进行控制,本发明通过对密炼机动作进行精密的调整,从而减少了无效工作时长,缩短了工作行程,减少了不必要的动作,不会使多余的设备动作造成对能源的浪费,同时保证了胶体生产所需的最低能源消耗,在一定程度上还相应的提高了密炼机的生产效率。
45.最后应说明的是:以上仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1