一种热片材铺料设备的制作方法
1.本发明涉及到汽车内饰生产设备,具体涉及片材烘烤后将热片材铺展到模压设备中的铺料装置。
背景技术:
2.目前,在汽车顶棚、地毯模压生产线中,玻纤板、麻板和毡板等片材经过烘箱烘烤后要铺设在成型模具上模压成型,加热的片材都是由多人托起铺放在模具上,或采用扎钉机构将片材抓起进入烘箱烘烤后在直接送到模具上模压成型,由于材料幅宽较大且规格多样,扎钉机构很难满足幅宽变化的多样性,且为了避免扎钉机构与模具、压机等的干涉,片材的边角料必须加大,材料浪费较大,制造成本较高。
技术实现要素:
3.为了解决现有技术中自动化程度低,劳动强度大的问题,本发明所采用的技术方案是:
4.一种热片材铺料设备,包括安装架,在所述的安装架上设置有能夹持从安装架上方落下的热片材一侧边缘的夹持装置,在所述的安装架上还设置有能从夹持装置一侧向远离夹持装置移动将热片材铺展开的铺料装置,还包括有驱动所述铺料装置移动的驱动装置,所述的铺料装置与热片材接触部位初始位置越过夹持装置位于热片材背面。
5.进一步的,所述的夹持装置滑动设置在安装架上所述的铺料装置铺展热片材时热片材能够带动夹持装置移动,且所述的铺料装置回程时能带动夹持装置返回初始位置,还包括有在铺展热片材时限制所述夹持装置移动距离的限位装置。
6.进一步的,所述的限位装置包括能升降的框架,在所述的框架上设置有挡块。
7.进一步的,所述的安装架能够升降。
8.进一步的,所述的铺料装置包括一对设置安装架上的滑板,所述的滑板与驱动装置连接,在所述的滑板之间设有与热片材接触用于铺展热片材的铺料辊,所述的铺料辊能够自由旋转。
9.进一步的,在所述的铺料辊包括转轴和设置在转轴外圈的鼠笼。
10.进一步的,所述的夹持装置包括活动板和固定板,还包括有驱动活动板和固定板靠拢或分离的夹持气缸。
11.进一步的,在所述的活动板或固定板上设置有一组扎钉,在未设置所述扎钉的活动板或固定板上设置有供扎钉插入的扎钉孔。
12.进一步的,所述的驱动装置包括电机和链条传动机构,所述的铺料装置设置在链条传动机构上,所述的电机驱动链条传动机构带动铺料装置移动。
13.进一步的,还包括有落料板,所述的落料板位于安装架上方,热片材能够沿所述落料板滑落到处于初始位置的夹持装置中。
14.进一步的,在所述的安装架上设有供夹持装置和铺料装置滑动设置的滑道。
15.采用该结构的铺料装置,通过夹持装置固定热片材一侧,通过铺料装置带动热片材展开铺设,并且能够使热片材背面翻面朝上,过程实现自动化,减轻劳动强度,提高生产效率,提高自动化程度。
附图说明
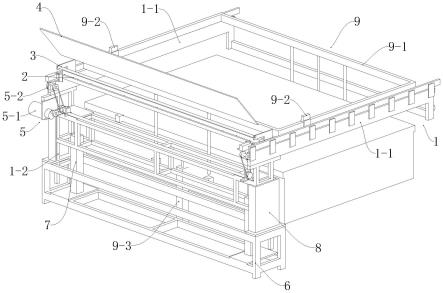
16.图1为铺料设备结构示意图;
17.图2为铺料设备铺料初始位置状态示意图;
18.图3为铺料设备铺料状态示意图;
19.图4为夹持装置结构示意图;
20.图5为铺料装置结构示意图;
具体实施方式
21.如图1所示的铺料设备包括有安装架1,安装架包括两个纵梁,两个纵梁置于模压设备中模具外两侧避免干涉模具合模,在纵梁上设置有夹持装置2和铺料装置3。在安装架上方还设有落料板4,该实施例中的落料板4设置在铺料设备上,根据实际情况也可以选择将落料板4设置在与铺料设备对接的加热设备上,因此该落料板4作为选配部件进行安装,落料板4供热片材滑落到夹持装置2上,还包括有能够驱动铺料装置3沿着纵梁移动的驱动装置5。如图2所示当热片材沿着落料板4落下,热片材一侧边缘落入夹持装置2中,夹持装置2工作将热片材一侧边缘夹住,而铺料装置3与热片材接触以及后续驱使热片材展开的部位是高于夹持装置2并初始位置时能够越过夹持装置2置于热片材背面a,如图3所示当热片材a一侧被夹持装置2夹紧后,驱动装置5驱动铺料装置3沿纵梁移动,在铺料装置3带动下使热片材展开平铺覆盖在模具上,平铺过程中铺料装置3驱使热片材背面折叠后推动展开使背面朝上,该过程铺料装置对热片材具有一定牵引,使热片材能够保持平整,同时一些热片材正面涂覆有粘合剂能够避免正面粘接在一起,铺展完成后铺料装置3移动至纵梁远端或者返回初始位置为模压设备让出模压空间供模具合模。
22.为了适应不同模具高度,安装架能够进行升降,如图1所示设置有基座6,在基座6上设置有升降气缸7,基座6两侧设置有为安装架提供导向作用的导向槽8,气缸驱动安装架升降时,安装架上置于导向槽8内的导向架1-2能够沿着导向槽8移动,从而使安装架能够实现稳定升降。
23.为了能够减小热片材边料的损耗减少浪费,尽量让热片材边缘靠近模具边缘,使夹持装置2也能够在纵梁上移动,即夹持装置2滑动设置在纵梁上,当铺料装置3在驱动装置5驱动下移动铺展热片材时,热片材展开过程中会有一定牵引力作用在夹持装置2上带动夹持装置2一起移动,为了能够限制夹持装置2移动到模压设备中的模具上方影响合模,并且尽量让夹持装置2靠近模具边缘减少边角料的产生,在该铺料设备中还设置有限位装置9限制夹持装置的位置,限位装置9可以设置在安装架上阻挡夹持装置2继续在纵梁上移动,如设置在纵梁内侧能够阻挡住夹持装置2底部边缘,由于铺料装置3作用在热片材上进行铺展的部位要高于夹持装置2,因此不会干涉到铺料装置3的移动,或者可以采用如图1中所示可升降的限位装置9,包括有能升降的框架9-1,在框架9-1上设置有挡块9-2,通过抬升气缸9-3驱动升降框架9-1的升降,从而使挡块9-2能够阻挡住夹持装置2前进,同时该升降框架上
还可以增设挂钉架在铺设热片材过程中能够将热片材边缘固定到挂钉架中,以实现对热片材边缘的固定,对需要拉伸的热片材在模压过程中能实现拉伸。框架9-1的升降也是为了适应不同模具高度,该框架9-1的规格也需要大于模具规格,使框架9-1处于模具外侧避免影响合模。
24.如图4所示实施例中该设备的夹持装置2活动板2-1和固定板2-2以及夹持气缸2-5,其中夹持气缸2-5通过驱动活动板2-1向固定板2-2一侧移动,将处于活动板2-1和固定板2-2之间的热片材夹紧,为了能够更好的固定热片材,在活动板2-1或固定板2-2上设置扎钉2-3,相对的在没有设置扎钉2-3的活动板2-1或固定板2-2上设置供扎钉2-3插入的扎钉孔2-4,活动板2-1和固定板2-2靠拢时扎钉2-3能够刺穿热片材从而达到更牢固的固定,防止铺展过程中热片材脱离夹持装置影响铺料效果。当然为了能够使热片材从夹持装置2中顺利脱离,活动板2-1位于远离模压设备一侧,扎钉2-3安装于活动板2-1上,固定板2-2位于靠近模压设备一侧,扎钉孔在固定板2-2上,在铺料装置3铺平热片材时,夹持装置2就松开热片材,这样在铺料装置3返回初始位置过程中推动夹持装置2也回到初始位置。活动板2-1和固定板2-2处于打开状态时,热片材能够顺利从夹持装置2的扎钉上脱离。控制夹持气缸2-5驱动活动板2-1与固定板2-2闭合夹持时,我们可以采用光电感应开关等传感器感应是否有物料进入活动板2-1和固定板2-2之间,如果感应到活动板2-1和固定板2-2之间有物料,则夹持气缸2-5自动启动实现对热片材边缘的加持固定,当然也可以通过开关按钮,工人观察判断进行控制夹持动作。
25.如图5所示的铺料装置3包括一对分别滑动设置在各纵梁1-1上滑板3-1,滑板3-1之间设置有铺料辊3-2,铺料辊3-2能够转动,滑板3-1在一定高度处向夹持装置2一侧有延伸,铺料辊3-2就设置在该延伸处,这样当铺料装置3的滑板3-1顶靠在夹持装置2上时,铺料辊3-2就能越过夹持装置2从而能够处于热片材背面,就能够带动热片材铺展开来进行铺料作业,铺料辊3-2能够旋转也是为了避免划伤热片材影响成品质量,在铺料过程中铺料辊3-2受到热片材摩擦力旋转从而减小阻力,同时能驱使热片材翻面,且能够避免划伤热片材表面。而为了能够对表面光滑的热片材拨动翻面,该铺料辊3-2设置如图5所示的转轴3-21和置于转轴外的鼠笼3-22,在铺料时转轴3-21带动鼠笼3-22转动,鼠笼3-22表面的凹凸能够提供更有效的拨动热片材翻面的效果,使热片材背面顺利翻转朝上。对铺料过程四边需要挂在料框的挂钉时,鼠笼3-22的还能够将料边辊压在料框上时,供料框上的挂钉能够插入鼠笼3-22缝隙中使挂针更深的插入热片材边缘。
26.为了使夹持装置2和铺料装置3在纵梁上滑动更顺畅且具有限位导向性,如图1所示在纵梁上设置有滑道,滑板3-1就置于滑道上,夹持装置2的两端也置于滑道上,这样也就实现了铺料装置3在回程时通过滑板3-1带动夹持装置2沿滑道返回初始位置。当然也并非需要将夹持装置2的两端和滑板3-1设置在同一个滑道中才能够使铺料装置3带动夹持装置返回初始位置,只要铺料装置3于夹持装置2之间局部有干涉,在铺料装置3回程中依然能够带动夹持装置2返回初始位置,因此也可以在纵梁1-1上设置两个不同的滑道分别用于导向夹持装置2和铺料装置3.
27.该设备中的驱动装置5包括电机5-1和链条传动机构5-2,电机5-1用于驱动链条传动机构5-2运转,滑板3-1与链条传动机构5-2中链条固定连接,通过链条带动滑板3-1沿滑道移动,当然除了该驱动装置外通过皮带或气缸等直线驱动装置能够驱动铺料装置3移动,
这里不再列举更多实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1