一种基于手糊成型工艺的复合材料制备方法
一种基于手糊成型工艺的复合材料制备方法
【技术领域】
1.本发明涉及复合材料制备技术领域,尤其涉及一种基于手糊成型工艺的复合材料制备方法。
背景技术:
2.复合材料frp亦称作grp或gfrp,学名玻璃纤维增强塑料。它是以玻璃纤维及其制品作为增强材料,以合成树脂作基体材料,通过一定的成型工艺而制成的一种复合材料。复合材料的概念是指一种材料不能满足使用要求,需要由两种或两种以上的材料复合在一起,组成另一种能满足人们要求的材料,即复合材料。
3.现有的复合材料的制备方法主要分为以下三种:
4.手糊成型-手工作业把玻璃纤维织物和树脂交替铺在模具上,然后固化成型。
5.模压成型(smc)-把模压料放在金属模具中,然后闭模加热加压,使其固化成型。
6.注射成型(rtm树脂传递模塑成型)-把玻璃纤维增强材料铺放到闭模的模腔内,用压力将树脂胶液注入模腔,浸透玻纤增强材料,然后固化成型。
7.但是,在一些复杂的或者非标准的模具中制备复合材料,通常采用手糊成型工艺更合适,但是现有的手糊成型工艺在制备复合材料时,容易把纤维弄乱,使纤维移位,以致分布不均匀,造成厚薄不一;另外,相邻层之间的结合强度不高,容易剥离,影响产品质量。
技术实现要素:
8.本发明公开了一种基于手糊成型工艺的复合材料制备方法,其可以有效解决背景技术中涉及的技术问题。
9.为实现上述目的,本发明的技术方案为:
10.一种基于手糊成型工艺的复合材料制备方法,该方法包括如下步骤:模具准备、喷涂胶衣、手糊成型、固化脱模、后处理、检验产品以及包装入库,其中,手糊成型步骤具体包括:
11.先在胶衣层或模具成型面上用手糊工具均匀地涂刷一层配制好的树脂,然后铺上一层裁剪好的增强材料,随之用辊子将其压紧,使之紧密贴合,并注意排除气泡,使增强材料充分浸渍,不得将两层或两层以上的增强材料同时铺放,重复上述操作,直到达到设计所需的厚度为止。
12.作为本发明的一种优选改进,在手糊成型步骤前,还包括材料准备步骤,材料准备步骤包括裁毡步骤和调配树脂步骤。
13.作为本发明的一种优选改进,模具准备步骤包括打蜡步骤和上脱模剂步骤。
14.作为本发明的一种优选改进,在固化脱模步骤后还包括清洁模具,具体包括首先清理模具表面,将模具上的脱模蜡结晶及翻边处已固化的胶衣、树脂清理干净,清除干净后再用干净的棉纱蘸二氯乙烷将模具表面清理干净。
15.作为本发明的一种优选改进,在喷涂胶衣步骤中,胶衣是在不饱和聚酯树脂中加
入颜料和触变剂分散而成的。
16.作为本发明的一种优选改进,在手糊成型步骤中,增强材料为表面毡或短切毡。
17.作为本发明的一种优选改进,在手糊成型步骤中,当增强材料的沟角部位没有充分浸渍树脂时,使用点刷法涂刷树脂。
18.作为本发明的一种优选改进,在手糊成型步骤中,糊制时采取对接式铺层,各层搭缝须错开直至糊到产品所要求的厚度;若制品强度要求较高时,相邻层之间应采用搭接,搭接宽度约为50mm,同时,每层的搭接位置应尽可能的错开;若制品的造型比较复杂,某些地方增强材料铺放不平整,气泡不易排除时,可用剪刀将该处剪开,并使之贴平且注意每层剪开的部位应错开,以免造成强度损失。
19.作为本发明的一种优选改进,后处理步骤具体包括切割打磨步骤和表面处理步骤,表面处理步骤具体包括修补、水磨、抛光。
20.本发明的有益效果如下:
21.1、通过滚压使纤维内部的空气完全被树脂所取代,保证第一层增强材料完全浸透树脂并紧密贴合;
22.2、采用点刷法涂刷树脂,不会把纤维弄乱,也不会使纤维移位而导致分布不均匀,造成厚薄不一。
【附图说明】
23.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图,其中:
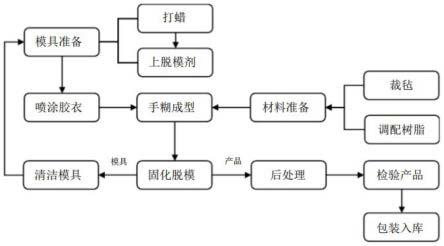
24.图1为本发明一种基于手糊成型工艺的复合材料制备方法的流程图。
【具体实施方式】
25.下面将结合本发明实施例对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
26.需要说明,本发明实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
27.另外,在本发明中如涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
28.在本发明中,除非另有明确的规定和限定,术语“连接”、“固定”等应做广义理解,例如,“固定”可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两
个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
29.另外,本发明各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
30.请参阅图1所示,本发明提供一种基于手糊成型工艺的复合材料制备方法,该方法包括如下步骤:模具准备、喷涂胶衣、手糊成型、固化脱模、后处理、检验产品以及包装入库。
31.该模具准备步骤包括打蜡步骤和上脱模剂步骤,需要说明的是,在对模具打蜡之前,需要使用干净的棉纱将模具表面清理干净。在上脱模剂后,将模具翻边用胶纸贴好,转下一工序。
32.在喷涂胶衣步骤中,胶衣是在不饱和聚酯树脂中加入颜料和触变剂分散而成的,使用胶衣喷涂设备进行喷涂,具体的,保持喷枪嘴与模具的距离在300-400mm左右,喷涂时喷枪均匀走动尽量保持与模具垂直。胶衣用量约0.55
±
0.1公斤/
㎡
,厚度0.4-0.6mm。
33.手糊成型步骤具体包括先在胶衣层或模具成型面上用手糊工具均匀地涂刷一层配制好的树脂,然后铺上一层裁剪好的增强材料,随之用辊子将其压紧,使之紧密贴合,并注意排除气泡,使增强材料充分浸渍,不得将两层或两层以上的增强材料同时铺放,重复上述操作,直到达到设计所需的厚度为止。
34.需要说明的是,增强材料为表面毡或短切毡。复合材料所使用的树脂主要分为热塑性树脂和热固性树脂两大类。通常复合材料以热固性树脂为主,根据结构成分的不同,热固性树脂分为环氧树脂、酚醛树脂、不饱和聚酯树脂、环氧改性乙烯基树脂。环氧树脂主要用于耐腐蚀、高强的领域,像航空航天领域一般就是用的这类树脂。酚醛树脂主要用于防腐领域。现在用的最多的则是不饱和聚酯树脂和乙烯基树脂,这类树脂在常温下即可成型,操作比较方便。同时性价比较高,所以被广泛应用。
35.制品厚度在4毫米以下的产品可一次成型,当制品厚度大于4毫米时,应分多次固化成型,否则会因固化散热不良导致制品发焦、变色,影响制品的性能。首层毡(表面毡)必须进行固化。分次固化时要求在30℃~60℃的温度下加热至少1-2小时。多次成型的制品,第二次糊制时,应将第一次糊制固化后形成的毛刺、气泡铲掉后方可继续糊制下一铺层。
36.糊制时,应注意树脂对玻璃纤维的浸渍情况,首先涂刷树脂时必须使树脂浸润纤维的整个表面,然后通过滚压使纤维内部的空气完全被树脂所取代。保证第一层增强材料完全浸透树脂并紧密贴合,这一点非常重要,特别对某些要在较高温度条件下使用的制品尤为重要。因为浸渍不良及贴合不好,空气在制品固化处理和使用过程种会应热膨胀而产生气泡。糊制短切毡时,若某些沟角部位没有充分浸渍树脂,要用点刷法涂刷树脂,否则会把纤维弄乱,使纤维移位,以致分布不均匀,造成厚薄不一。铺在内部深角出的增强材料,如果用刷子或浸渍辊子难使其紧密贴合时,则可以用手抹平压紧。若平面某些部位或纤维布没有充分浸渍树脂,可用辊子沾胶进行滚压。
37.搭缝处理,同一铺层纤维尽可能连续,忌随意切断或拼接,但由于产品尺寸、复杂程度等原因的限制难以达到时,糊制时可采取对接式铺层,各层搭缝须错开直至糊到产品所要求的厚度。如果强度要求较高时,为了保证产品的强度,两块布之间应采用搭接,搭接宽度约为50mm。同时,每层的搭接位置应尽可能的错开。若制品的造型比较复杂,某些地方
增强材料铺放不平整,气泡不易排除时,可用剪刀将该处剪开,并使之贴平,应当注意每层剪开的部位应错开,以免造成强度损失。对有一定角度的部位,可用无捻纱和树脂填充。若产品某些部位比较大,可在该处适当增厚或增加补强筋,以满足使用要求。
38.具体的,糊制过程:糊毡时要求树脂把毡点透,两块毡搭接控制在50mm
±
10。用辊子压实,把多余树脂、气泡除掉;固化处理:毡的固化时间应控制在30分钟左右。固化后,铲除毛刺、气泡、使用36#砂布打磨平整(打磨不到处用丙酮擦净);糊制骨架:用通用树脂2层04布。糊制骨架要求靠实,不能有空隙,骨架与模具间用树脂腻子填平。
39.固化脱模步骤具体包括凝胶过程、硬化过程、熟化过程以及脱模过程,其中:
40.凝胶过程是指流态树脂失去流动性而形成的软胶状。
41.硬化过程是指制品从凝胶到具有一定硬度,以至于能从模具上将制品脱下来,这时制品的固化度一般可以达到50~70%。硬化需要在30℃~60℃的温度下加热至少6小时,硬化通常在烘干室进行。
42.熟化过程是指制品脱模后在大于15℃的自然环境自然固化1~2周,使制品具有一定的力学性能、物理性能和化学性能可供使用。这时固化度可以达到85%以上,熟化通常在室温进行。
43.脱模过程是指产品在常温下自然固化24小时以上方可脱模。脱模时用木制楔子,四周均匀用力撬起产品。如用金属撬棍时,与产品接触部分,必须用棉纱包裹,以免损坏制品。
44.后处理步骤具体包括:
45.1、切割打磨
46.1.1、产品要按模线切割,所有切割边要打磨倒角、去毛刺,特殊部位5辆车以上需做切割工装。
47.1.2、产品背面要打磨平整、去毛刺,特别是两块毡搭接处要打磨平整。
48.2、表面处理
49.2.1、修补复合材料制品表面缺陷主要有:针眼气孔、纤维裸露、裂纹裂缝、鼓泡等。
50.①
针眼气孔
51.状态:胶衣表面有许多空气形成的微小孔。
52.原因:凝胶太快来不及脱泡;固化剂过量;胶衣雾化不好;胶衣层太厚;粘度太高。
53.修补:用刮刀剔除针眼气孔周围胶衣,再用丙酮清洗风干后,用同牌号胶衣填平,固化。
54.②
纤维裸露
55.状态:胶衣表面呈现玻璃纤维纹。
56.原因:基层板先于胶衣固化;未完全固化既开始脱离模具;胶衣层太薄;积层板放热太集中;不合适的增强材料。
57.处理方法:用磨光机把胶衣层磨掉,露出纤维,用高压风吹静灰尘,再用丙酮清洗,风干后,用同牌号胶衣加入短纤维,(加固化剂,促进剂搅拌均匀)填平,固化。再打磨,再清洗,再用同牌号胶衣填平,用聚脂薄膜赶光刮平。
58.③
裂纹和裂缝
59.原因:在脱模过程中用力过度;模具表面有裂纹。
60.处理方法:用磨光机把胶衣层磨掉,露出纤维,用高压风吹静灰尘,再用丙酮清洗,风干后,用同牌号胶衣加入短纤维(加固化剂,促进剂搅拌均匀)填平,固化。再打磨清洗,再用同牌号胶衣填平,用聚脂薄膜赶光刮平。
61.④
鼓泡
62.原因:胶衣、结构树脂或增强材料不附和预期的性能;胶衣表面滴有固化剂、丙酮、水等;结构层玻纤没浸润透有空气或水;胶衣太薄;胶衣或结构层欠固化。
63.处理方法:用磨光机把胶衣层磨掉,露出纤维,用高压风吹静灰尘,再用丙酮清洗,风干后,用同牌号胶衣加入短纤维(加固化剂,促进剂搅拌均匀)填平,固化。再打磨,再清洗,再用同牌号胶衣填平,用聚脂薄膜赶光刮平。
64.2.2、水磨
65.依次使用400目-》800目-》1500目-》2000目水磨砂纸进行水磨,用水清洗打磨面后擦干,待水干后用肉眼检查表面,确保没有遗漏针孔、沙眼、砂纸痕才可以进行抛光。每更换一次一种型号砂纸需确保前道工序的砂纸痕被磨掉。
66.2.3、抛光
67.2.3.1、选用合适的抛光剂;
68.2.3.2、低速抛光机可以除去600目的砂痕;使用抛光剂可以除去更细的砂痕而获得更高的光泽。
69.2.3.3、用棉布或小刷子在需抛光区刷上一薄层抛光剂。
70.2.3.4、用1800~2800转抛光机中等压力涂抹抛光剂至整个表面,擦干净抛光盘,用中等压力快速抛过全部表面,直至抛光剂开始失效;擦干净抛光盘,重复该过程两到三次,逐步减少压力直至只用抛光器自重。然后重复整个过程直到除去所有砂痕和达到要求的光泽度。
71.2.3.5、使用高光泽抛光剂或蜡可以提高最终制品的光泽。
72.需要进一步说明的是,在手糊成型步骤前,还包括材料准备步骤,材料准备步骤包括裁毡和调配树脂。
73.在固化脱模步骤后还包括清洁模具,具体包括首先清理模具表面,将模具上的脱模蜡结晶及翻边处已固化的胶衣、树脂清理干净,清除干净后再用干净的棉纱蘸二氯乙烷将模具表面清理干净。
74.本发明的有益效果如下:
75.1、通过滚压使纤维内部的空气完全被树脂所取代,保证第一层增强材料完全浸透树脂并紧密贴合;
76.2、采用点刷法涂刷树脂,不会把纤维弄乱,也不会使纤维移位而导致分布不均匀,造成厚薄不一。
77.尽管本发明的实施方案已公开如上,但并不仅仅限于说明书和实施方案中所列运用,它完全可以被适用于各种适合本发明的领域,对于熟悉本领域的人员而言,可容易地实现另外的修改,因此在不背离权利要求及等同范围所限定的一般概念下,本发明并不限于特定的细节和这里所示出与描述的图例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1