一种优化塑料管材表面光滑度的方法及其装置与流程
1.本发明涉及的是管材加工,尤其是一种优化塑料管材表面光滑度的方法及其装置。
背景技术:
2.塑料管材挤出加工过程中,胶料热塑后受挤出机螺杆向前的挤压剪切后,分别通过模头、成型环、真空水槽、冷却水槽、牵引机及切割机后管材成型,基于从挤出机螺杆挤压经模头导出的热塑管材尚未硬化。因此,与模套接触过程中会在管材表面产生与塑料管材挤出方向一致的方向性纵向线痕,该线痕即影响产品的外观,甚至严重的还会产生表面应力影响产品的质量,使产品的长期使用性能存在风险。
技术实现要素:
3.本发明所要解决的技术问题是弥补上述现有技术的不足,提供一种能够消除管材表面方向性纵向线痕,优化塑料管材表面光滑度的方法及其装置。
4.本发明优化塑料管材表面光滑度的方法通过以下技术方案来实现。
5.这种优化塑料管材表面光滑度的方法是:胶料热塑后受挤出机螺杆向前的挤压剪切进入模头,在模头的出料口设置一与挤出机螺杆旋转方向相反的模套。
6.本发明优化塑料管材表面光滑度的方法通过以下进一步技术方案来实现。
7.在模头出料口旋转模套后端设置一与旋转模套相反转向但转速一致的成型环。
8.所述模套和成型环的转速为转速在30-60转/分。
9.所述模套和成型环的优选转速为40转/分。
10.本发明优化塑料管材表面光滑度的装置,包括:模头、设置在模头出料端的模套和设置在真空水槽上通过支座安装的成型环。
11.这种优化塑料管材表面光滑度的装置特点是:
12.所述模套通过轴承安装在模头出料端;
13.所述模套设有驱动其旋转的驱动装置。
14.本发明优化塑料管材表面光滑度的装置通过以下技术方案进一步予以解决。
15.所述成型环通过轴承安装在支座上;
16.所述成型环设有驱动其旋转的驱动装置。
17.所述模套的外套壁和成型环的外环壁上均设有一圈齿轮;
18.所述驱动装置由伺服电机、安装在伺服电机输出轴上的主动齿轮构成;
19.所述模套和成型环配置的驱动装置之主动齿轮分别与模套和成型环上的齿轮啮合,驱动模套和成型环旋转。
20.所述模头与旋转的模套之间设有防止模套长时间运转对模头端面造成磨损的陶瓷垫片。
21.所述支架与旋转的成型环之间设有防止成型环长时间运转对支架端面造成磨损
的陶瓷垫片。
22.本发明与现有技术对比的有益效果是:
23.利用与挤出机螺杆旋转方向相反旋转的模套,将受挤出机螺杆挤压经模头导出的热塑管材在尚未硬化时通过与反向旋转的模套接触进行研磨,消除塑料管材上残留的挤出方向性纵向线痕。设置在模头模套后端的旋转成型环则可进一步消除塑料管材上的方向性纵向线痕,同时也能修正因模套旋转时管材与模芯因摩擦作用产生的轻微旋转夹角,使成型后的管材表面更加光滑,消除管材表面因存在方向性纵向线痕而产生的应力风险。
24.本发明优化塑料管材表面光滑度的方法及其装置的具体方法和结构由以下附图和实施例详细给出。
附图说明
25.图1是实施例1优化塑料管材表面光滑度的装置结构示意图;
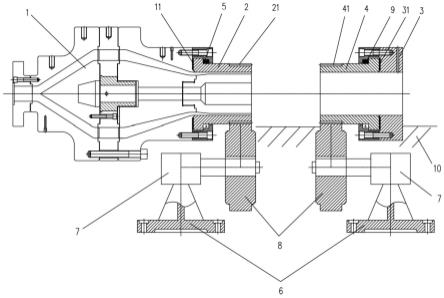
26.图2是实施例2优化塑料管材表面光滑度的装置结构示意图。
具体实施方式
27.实施例1:本发明优化塑料管材表面光滑度的方法是:胶料热塑后受挤出机螺杆向前的挤压剪切进入模头,在模头的出料口设置一与挤出机螺杆旋转方向相反的模套。
28.所述模套的转速为40转/分。
29.本发明利用与挤出机螺杆旋转方向相反旋转的模套,将挤出机螺杆挤压出模头尚未硬化的热塑管材表面通过与反向旋转的模套接触进行研磨,消除塑料管材上残留的挤出方向性纵向线痕。
30.实施例2:本发明优化塑料管材表面光滑度的方法与实施例1基本相同,包括:在模头的出料口设置一与挤出机螺杆旋转方向相反的模套,利用与挤出机螺杆旋转方向相反旋转的模套,将挤出机螺杆挤压出模头尚未硬化的热塑管材表面通过与反向旋转的模套接触进行研磨,消除塑料管材上的挤出方向性纵向线痕。
31.区别是:在模头出料口旋转模套后端设置一与旋转模套相反转向但转速一致的成型环。
32.所述模套和成型环的转速均为40转/分。
33.通过旋转的成型环对尚未完全硬化的管材表面再次摩擦研磨,可进一步消除塑料管材上的方向性纵向线痕,同时也能修正因模套旋转时管材与模芯因摩擦作用产生的轻微旋转夹角,使成型后的管材表面更加光滑,消除管材表面因存在方向性纵向线痕而产生的应力风险。
34.实施例3:本发明优化塑料管材表面光滑度的装置如图1所示,包括:模头1、设置在模头1出料端的模套2和设置在真空水槽10上通过支座3安装的成型环4。
35.所述模套2通过轴承5安装在模头1出料端,即轴承5的外圈以过盈配合方式固定安装在模头1上,模套2以过盈配合方式安装在轴承5的内圈内。
36.所述模套2的外套壁设有一圈模套齿轮21。
37.所述模套2设有驱动其旋转的驱动装置,所述驱动装置由安装在机座6上的伺服电机7、安装在伺服电机7输出轴上的主动齿轮8构成。
38.所述驱动装置的主动齿轮8与模套2外套壁上的模套齿轮21啮合。
39.所述驱动装置的伺服电机7启动后,其输出轴上的主动齿轮8转动,与主动齿轮8啮合的模套齿轮21带动模套2旋转。
40.所述驱动装置驱动的模套2旋转方向与挤出机螺杆旋转方向相反,转速为40转/分。
41.所述模头1与旋转的模套2之间设有防止模套2长时间运转对模头1端面造成磨损的陶瓷垫片11。
42.本发明优化塑料管材表面光滑度的装置利用与挤出机螺杆旋转方向相反旋转的模套2,将挤出机螺杆挤压出模头1尚未硬化的热塑管材表面通过与反向旋转的模套2进行接触研磨,消除塑料管材上残留的挤出方向性纵向线痕。
43.实施例4:从图2可以清楚地看到本实施例与图1所示的发明优化塑料管材表面光滑度装置结构基本相同,包括:模头1、设置在模头1出料端旋转的模套2和驱动模套2旋转的驱动装置。
44.区别仅在于:所述成型环4设有驱动其旋转的、与实施例3中驱动模套2旋转之完全相同的驱动装置。
45.所述成型环4通过轴承9安装在支座3上,即轴承9的外圈以过盈配合方式固定安装在支座3上,成型环4以过盈配合方式安装在轴承9的内圈内,所述成型环4的外环壁设有一圈成型环齿轮41。
46.所述驱动装置的伺服电机7启动后,其输出轴上的主动齿轮8转动,与主动齿轮8啮合的成型环齿轮41带动成型环4旋转。
47.所述驱动装置驱动的成型环4旋转方向与模套2的旋转方向相反,转速与模套2相同为40转/分。
48.所述支架3与旋转的成型环4之间设有防止成型环4长时间运转对支架3端面造成磨损的陶瓷垫片31。
49.本实施例在实施例3基础上,通过旋转的成型环5对管材表面再次摩擦研磨,可进一步消除塑料管材上的方向性纵向线痕,同时也能修正因模套旋转时管材与模芯因摩擦作用产生的轻微旋转夹角,使成型后的管材表面更加光滑,消除管材表面因存在方向性纵向线痕而产生的应力风险。
50.以上内容是结合具体的优选实施方式对本发明所作的进一步详细说明,不能认定本发明的具体实施只局限于这些说明。对于本发明所属技术领域的普通技术人员来说,在不脱离本发明构思的前提下,其架构形式能够灵活多变,可以派生系列产品。只是做出若干简单推演或替换,都应当视为属于本发明由所提交的权利要求书确定的专利保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1