三维打印喷头专用的磨盘螺纹式混料组件的制作方法
[]本发明属机械制造领域,确切的讲是一种专门用于fdm-3d打印机的挤出机,适用于多色的混色打印情况。
背景技术:
0、[背景技术]
1、本发明是针对fdm-3d打印技术:详称熔融沉积成型(fused depositionmodeling,fdm)快速成型工艺是将各种丝材(如工程塑料abs、聚碳酸酯pc等)加热熔化进而逐层堆积成型方法,简称fdm。大部分fdm快速成型技术可采用的成型材料很多,如改性后的石蜡、(丙烯腈/丁二烯/苯乙烯)共聚物(abs)、尼龙、橡胶等热塑性材料,以及多相混合材料,如金属粉末、陶瓷粉末、短纤维等与热塑性材料的混合物。其中pla(聚乳酸)具有较低的收缩率,打印模型更容易塑形,以及可生物降解等优点。
2、fdm-3d打印机基本构造与运行原理表述为:
3、主要包括送料机构,运载挤出机的2维或3维(水平x轴y轴运动及垂直z轴驱动)运动的机械载台,或挤出机的(z轴方向)垂直方向保持静止,由z轴方向的运动由一个独立的载物工作台的升降完成;目前fdm-3d打印机的驱动挤出机寻址的3维机械系统分为:机械臂3维位移系统、皮带或丝杠驱动的(x、y轴)2维机械传动+(z轴)升降载物工作台系统、垂直3丝杠驱动(俗称:方式)的使用连杆联接挤出机平台的位移驱动系统等。还有保持上述运动构建的结构壳体等;还有支持机械系统运动的电子控制系统等。
4、工作情况如下:在电子系统的控制下,根据产品零件的截面轮廓信息,挤出机作x-y平面运动,载物工作台调整高度,打印开始时工作台平面位于热熔喷头喷口位置,热塑性丝状材料由供丝机构送至热熔喷头,并在喷头中加热和熔化成半液态,然后被挤压出来,有选择性的涂覆在工作台上,快速冷却后形成一层大约0.1—8mm厚的薄片轮廓。在一层截面成型完成后工作台下降一定高度,再进行下一层的熔覆,好像一层层"画出"截面及轮廓,如此循环,最终形成三维产品零件。往往使用1个专用喷口来铺设支撑材料(支撑材料一般是水溶性的,打印完毕后水洗除掉);打印过程中,打印头在平面上的位移以及配合打印平台上下位移会形成一个三维空间,打印头和打印平台根据生成的路径进行打印,打印头完成一个平面上的打印任务后,打印平台自动下降一层,打印头继续打印,循环往复直至成品的完成。或者不使用z轴电机驱动打印物件平台升降,打印物件平台保持z轴方向静止,使用z轴电机驱动挤出机上下移动;或者利用3根垂直丝杠驱动3个垂直移动的滑块,3个滑块都与挤出机进行铰轴链接,通过算法(3个滑块的z轴方向的位置坐标来决定挤出机的3维空间位置)而同样达到三维位移寻址的目的。打印头温度较高,根据材料的不同以及模型设计温度的不同,打印头的温度相对也不同。为了防止打印物体翘边等问题的出现打印平台一般为加热,打印平台上一般覆盖粘贴纸以便于打印成品的剥离。
5、其结构细节阐述为:
6、挤出机是fdm快速成型技术的核心的部件是挤出机,而挤出机的构件包括送料器部分(也叫送丝器、推料器等称呼)及挤出喷头部分:喉管、加热金属体、加热棒及温度传感器等部件,多数采用加热棒对金属块进行加热,将塑料丝经过喉管的入口端挤入,再通过喉管导向,到达金属块加热部位熔化后进入喷口区域,融化后的塑料丝在后续进丝的(活塞)压力的作用下从喷口挤出,并挤到打印台上,挤出机中的喉管由不锈钢制造,是为了降低其导热性能,不锈钢喉管有些内部还衬有铁氟龙,由于挤出机长期加热打印致使吼管内部温度升高,导致管内料也处在熔融状态,当停止打印冷却后,材料就黏结在管内,下次重新开机打印时,管内黏着料不能马上融化,使喉管出现堵料现象,喉管内部衬铁氟龙,使喉管内料都不会熔融黏着,能大大改善堵头问题。同时作者在挤出机外加散热片和风扇,主要也是为了降低喉管上部的温度,防止堵头问题,也可以为挤出机散热。加热熔化后的塑料丝由喷嘴挤到打印台上,如果为了减少塑料因温度骤减而发生翘边和收缩等不良现象,如果为了减少塑料因温度骤减而发生翘边和收缩等不良现象,可以使用热床打印台。位于挤出机最下端喷头的喷口直径常见有四种类型:0.2mm,0.3mm,0.4mm,0.5mm,市场上应用最广的是0.4mm的喷口,选定好喷口直径后,也要在打印时软件中设置好相应的参数,如切片软件中的打印层高、打印速度等,使打印的质量和精度更高。
7、与单挤头相比较,双挤头采用两个挤出机并列排列,打印速度更快效率也更高,由于其质量更大,运行时产生的惯性更大,对导轨的刚度要求也更高。,这样会降低打印的精度。单挤头相比较,双挤头采用两个挤出机并列排列,并将相对位置固定,由于有两个喷头,双挤头安装在滑块上,由滑块与导轨连接,位于挤出机最下端喷头的喷嘴直径有四种类型:0.2mm,0.3mm,0.4mm,0.5mm,市场上应用最广的是0.4mm的喷嘴,当然根据实际需要可以购买不同直径的喷嘴,这里值得提出注意的是,选定好喷嘴直径后,也要在打印时软件中设置好相应的参数,如切片软件中的打印层高、打印速度等,使打印的质量和精度更高。齿轮再靠紧料丝,近端送丝的挤出机就是将送料器安装在挤出喷头(往往是一个组件:含有加热铝块、加热棒、喉管、喷嘴及散热器等)上,材料由送料电机直接驱动齿轮,利用齿的摩擦推力将料丝挤入喉管,在金属块中融化由喷口喷出打印。这种安装方式由于挤出机与打印头一起运动,打印头质量大,打印时惯性也大,容易使打印不精确,采用近端送丝对导轨的刚度要求也比较高。而远端送丝是将送料器安装在离挤出喷头较远位置上,由铁氟龙导料管联通导料;远程送料器的驱动电机一般安装在打印机框架上,由导管送入料丝;而不是安装在挤出喷头上,与近端送丝相比较,远端送丝需要较大扭矩,才能将材料挤入打印头中。
8、电路部分包括:电路部分包括:3d打印机电路部分在打印机中起的作用是控制整个打印过程协调、有序、完整的运行。根据需要修改固件中部分参数来满足打印的要求。包括需要接两个12v电源,其中一个为11a,为加热床供电,另一个为5a,为挤出机、各轴电机及风扇等元件供电。步进电机驱动板是用来连接步进电机的,从而实现主控板对步进电机的控制,实现xyz轴电机及挤出机的动作。步进电机驱动板的特点是,它只有简单的步进和方向控制接口,有5个不同的步进模式:全、半、1/4、1/8和1/16,可调电位器可以调节最大电流输出,从而获得更高的步进率,有过热关闭电路、欠压锁定、交叉电流保护的功能,以及接地短路保护和加载短路保护的作用,驱动板通过引脚接插到拓展板中对应的接口上。软件部分包括:3d打印机软件部分包括上位机软件和下位机软件两大部分,而每部分又有细分,通过软件的运行,作者才能实现主控板对打印参数的设置及控制。一台3d打印机所有软件完整运行的过程如下:首先,作者需要在电脑上的三维建模软件中完成零件的建模,如solidworks、ug、3d max等三维软件,创建完3d模型以后将文件另存为stl格式,将stl文件在切片软件slic3r中打开,通过一系列的打印设置,进行切片产生代码,在另一上位机软件pronterface上将代码打开,并连接主板,主板上的下位机软件为marlin固件,运行前已提前进行参数设置,连接成功后,主板上的led灯会闪烁,待打印机上加热管加热,温度升至设定温度后开始打印。下面具体介绍一下打印机的软件部分。下位机软件marlin固件为自由软件,可以直接用来做软件开发,而作者在3d打印机中使用marlin固件时,只需要在arduino ide软件中下载完固件,找到marlin固件中的configuration.h文件,可根据自己的需要来修改相关的代码内容,作者研制的打印机需要做如下修改。
9、目前的技术缺陷:就对于fdm-3d多色选择性的打印机来说,目前的多色挤出机组件(俗称:2进1出,3进1出,…5进1出等等)的功能及性能还不能满足需求:表现为换色非常缓慢,易于热堵头,体积大等缺陷。
技术实现思路
0、[
技术实现要素:
]
1、本发明目的:解决目前行业熔融沉积(fdm-3d)的多色挤出机组件的混色均匀性差,易于热堵头,体积大等缺陷。
2、本发明特点:结合实际工艺的可行性,在满足低的成本、简单的构造情况下,利用常规机械加工工艺下实现目的。
3、发明内容所依赖的技术背景包括:
4、本发明是专门为fdm-3d打印机而设计的(但也可以用于其它场合的通用混合部件使用),fdm-3d打印机运行所需要的主要部件包括:含有供料盘的送料机构用于远程推送料丝(丝状材料由送料电机直接驱动齿轮,利用齿的摩擦推力将料丝挤入喉管)、运载挤出机的机械载台是静止的或是作1维、2维或3维运动;因而所匹配的载物工作台依次是匹配进行或是作3维、2维、1维或静止的运动、还有保持上述运动构建的结构壳体、电子控制部分、显示屏幕等;其工作原理已经在[背景技术]部分加以详细表述属于已有公知技术,不再敷述。
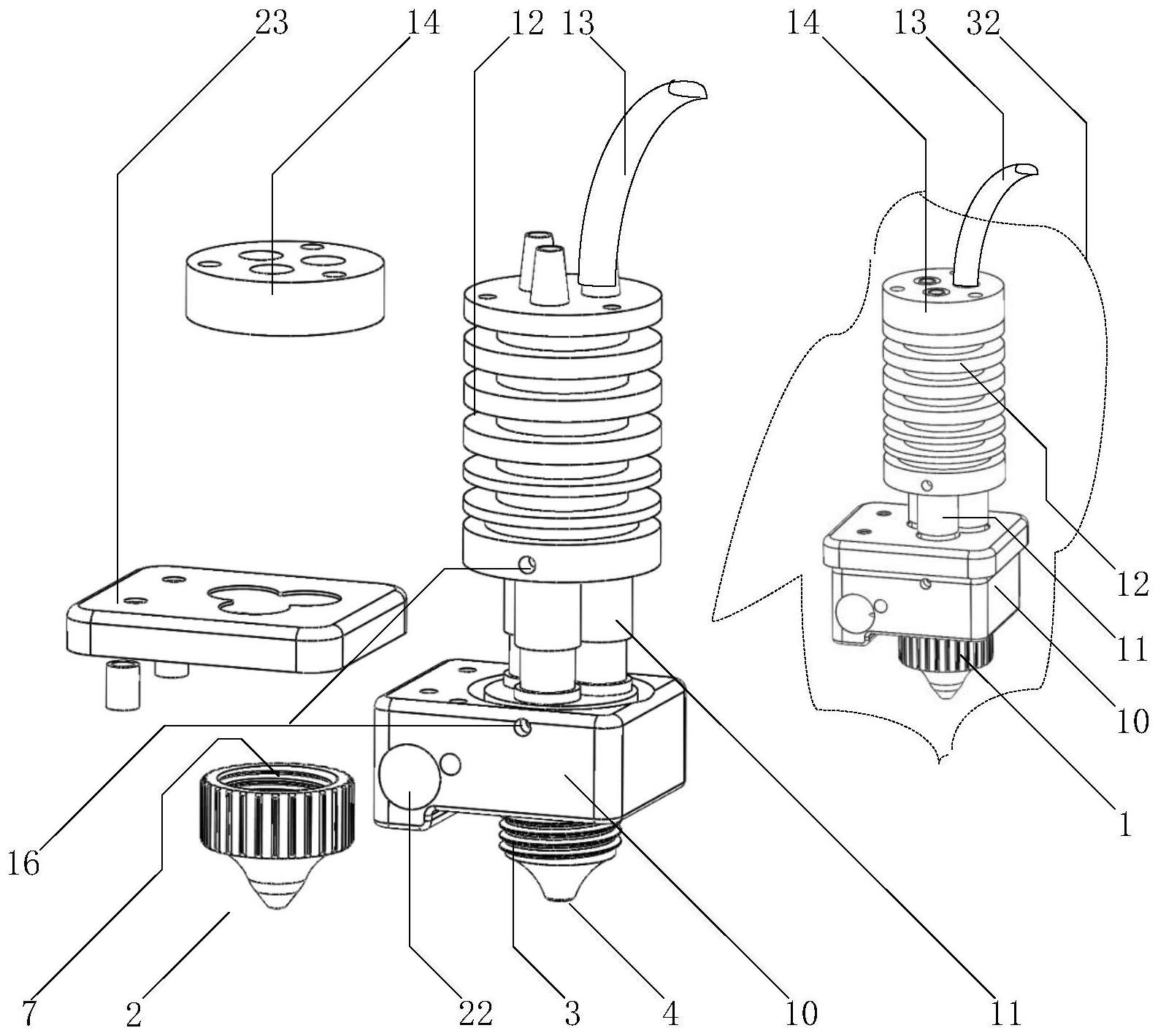
5、本发明内容依赖于类似:带有喷头罩的多色fdm-3d打印机的挤出喷头组件(挤出机包括2个部分:送料器部分,挤出喷头部分)的结构基础:这个所依赖的喷头位置相关的基础分为2类:独立喷头罩的挤出喷头类型、使用常规喷头的类型;
6、独立喷头罩类型:
7、本类型结构最为方便加工、且又不改变旋动拆卸喷嘴的使用习惯;技术关键是:增设了独立的喷头罩部件的复合喷头方式,为了不加大通道长度及容料空间,喷头罩的底部被加工包括有1-6mm长度、直径包括在0.2—0.8mm的喷头罩喷孔(垂直喷口);由于在加热铝块含喷头主体上直接建立了凸起的喷头主体构造,在的柱面上可以加工有外螺纹,用于与碗状的喷头罩的内螺纹相配合,使喷头罩安装在喷头主体构造的凸起上,在喷头主体构造凸起的中心部位,加工有垂直的公共过料孔,公共过料孔的下口刚好触及到喷头罩的内喷口;该(中心区域的)公共过料孔的上口,由多个斜孔通向(联通)各融料腔;在安装时,外凸的喷头主体构造就要穿过喷头罩开口部位,而旋入喷头罩中,直到主体出料汇集部抵在喷头罩喷孔的内孔开口处,而主体出料孔与喷头罩喷孔对接处的密封,是可以使用密封圈,或直接接触密封(接触密封指的是:使用球面、锥面、平面、轴对称的旋转曲面来进行接触密封的);当在公共过料孔中插入后磨盘螺纹式混料组件,来自各自融料腔的斜孔各色物料汇集在磨盘螺纹式混料组件的上口,强行流过磨盘螺纹式混料组件的螺纹柱与螺管之间的缝隙夹层;经逐渐混合均匀后,物料由磨盘螺纹式混料组件的下口,最后由喷头罩底部的喷口流出混合均匀的物料。
8、常规喷头的类型:
9、常规喷头通常是外螺纹状的,磨盘螺纹式混料组件被直接插入在其中孔中,磨盘螺纹式混料组件的下口抵在常规喷头的内部喷口;当将带有磨盘螺纹式混料组件的常规喷头旋入加热铝块的底部加工有与之配合的螺孔后,磨盘螺纹式混料组件的上口直通加热铝块含喷头主体的各色物料汇合部位;加热铝块含喷头主体上的公共过料孔需要减短,以至于短到没有(0),就是来自各自融料腔的各色斜孔直接汇集通到喷头主体构造凸出部位的中心区域;这样磨盘螺纹式混料组件的实际位置与独立喷头罩类型的情况基本相同。
10、磨盘螺纹式混料组件的混色原理:
11、磨盘螺纹式混料组件的螺纹柱与螺管之间的相对表面上加工有螺纹,螺纹的螺旋方向相反(一个是左手螺纹,另一个则是右手螺纹;2个物件的螺纹可以是整体一致的螺纹,也可以是不一致的螺纹,单要满足:安装之后的局部表面,螺纹的旋向相反);混料原理为:当未混合的各色物料经由磨盘螺纹式混料组件的上口后,进入螺纹柱与螺管之间的缝隙内,有着沿着轴线(垂线)的方向整体蠕动的趋势,但由于螺纹柱与螺管之间的相对2个表面之间的螺纹的旋向相反,就强制性的致使与表面接触的料层产生左旋及右旋的流动分量,考虑到物料流体的具有一定的粘滞性,必将都影响整个夹层中的流体,这2组对流流体相对作用的结果,就会造成湍流,继而完成了物料的混合;混合的效果与缝隙的相对厚度、螺线长度等直接相关;一般来讲,与缝隙的相对厚度越薄、螺线长度越长,混合的物料就越均匀。而螺纹柱与螺管的螺纹顶部对应直径相等(彼此之间容易相互插入,由于2个反向螺纹之间彼此贯通,不阻断物料的流通)、或螺纹柱与直径略大的过盈配合、或螺纹柱与直径略小的松配合、或螺纹柱与直径局部略小而其他局部略大或相等的过盈几松配合(即方便装配,又便于物料的流通);螺纹柱与螺管的螺纹顶的间隙能够减小物料流动的阻力。
12、连接方式包括:相互紧配连接,外部连接物件的间接
13、进一步:所述的磨盘螺纹式混料组件的形状包括弯曲形状的:弧状、螺旋状管道形状的,以利于节约空间,以起到同样混合物料的作用。
14、进一步:所述的磨盘螺纹式混料组件的使用不限于3d打印机的喷头内,也可以用于其它场合的通用混合部件使用,诸如:注塑混料部件、手持胶枪等。
- 还没有人留言评论。精彩留言会获得点赞!