一种外固定式空芯棉模具及成型方法与流程
1.本发明属于纤维成型设备技术领域,特别是涉及一种外固定式空芯棉模具及成型方法。
背景技术:
2.纤维棒俗称为香水芯、储油一体棉,过滤棉芯,其为由多根细微的有孔纤维丝线组合而成型的纤维束。纤维棒主要用于空气净化自然缓慢释放和一些需要有引水、过滤功能的产品,适用于日用类(空气清新香氛器,汽车香水座等产品)、电子类(usb微型加湿器、电子烟雾化器、微型电脑扫地机等产品)、医用(实验室移液管、制氧机、湿化瓶等产品)等行业;
3.目前,纤维束的成型过程中心轴通过在成型通道外部固定的方式,此种方式导致心轴与成型通道的轴线重合精度降低,例如申请号为201880034151.5的用于形成纤维材料棒的模具、模具组件、设备和方法中,该模具或模具组件包括心轴,该心轴定位在纤维的路径上,以随着纤维束在心轴上前进而在心轴周围形成呈管状构造的纤维,心轴可以定位在模具中的通道中,使得当束在心轴上前进时,其形成为管状构造,心轴被安装在邻近模具的心轴组件中,并从中突出到模具中的通道中,并且心轴组件被配置为将纤维束引导到心轴上并进入模具组件中的通道中,当结合在用于形成棒的制造设备中时,心轴组件可以定位在模具组件上游的纤维束的路径中,并且心轴可以从中向下游通过模具组件突出到通道中;
4.基于上述现有技术,申请人研究发现,需要提供一种心轴直接固定在成型通道上的胶棉模具。
技术实现要素:
5.本发明的目的在于针对现有技术中存在的问题,提供一种轴线重合度高且结构稳定的外固定式空芯棉模具及成型方法。
6.为实现上述目的,本发明提供了如下方案:本发明提供一种外固定式空芯棉模具,包括模具本体以及设置在所述模具本体上的套筒组件,所述套筒组件包括套筒本体以及固定在所述套筒本体上的中心棒,所述套筒本体与所述模具本体可拆卸连接,且所述套筒本体的轴线与所述模具本体的轴线相重合,所述套筒本体上设置有固定翼缘,所述中心棒包括成型棒和连接在所述成型棒侧面的连接翼缘,所述连接翼缘和所述固定翼缘可拆卸连接,所述中心棒的轴线与所述模具本体的成型通道的轴线相重合。
7.优选地,所述模具本体为热融丝束管道,所述模具本体的材质为铁、不锈钢或铜。
8.优选地,所述套筒本体的内壁与所述模具本体的外壁紧密贴合连接。
9.优选地,所述成型棒上绕其轴向连接有若干所述连接翼缘。
10.优选地,若干所述连接翼缘均与连接部相连接,所述连接部与所述成型棒可拆卸连接。
11.优选地,所述套筒本体包括外层本体和内层本体,所述外层本体的内壁上具有若干沿周向布置的固定柱,相邻所述固定柱之间连接有所述内层本体,所述内层本体的最外侧突出所述固定柱的非连接端,所述内层本体与所述外层本体之间形成密闭空腔,所述密闭空腔内填充有负热膨胀材料,且所述内层本体为弹性材质。
12.优选地,所述外层本体的内壁上设置有压力传感器,当所述压力传感器检测到的检测压力值小于压力阈值时,警报器发出所述套筒本体存在旋转风险警报。
13.优选地,所述模具本体上设置有阻隔环,所述阻隔环位于所述套筒本体的两侧;所述阻隔环的周向上均布有紧固螺钉,所述阻隔环通过所述紧固螺钉与所述模具本体的外壁紧密贴合。
14.优选地,周向相邻的所述紧固螺钉之间间隔90
°
、120
°
或180
°
。
15.本发明应用上述所述外固定式空芯棉模具的成型方法,包括如下内容:
16.将其中一个阻隔环通过紧固螺钉固定在模具本体上,再将所述套筒本体套设在模具本体上,再将另一个所述阻隔环通过紧固螺钉固定在所述模具本体上;
17.所述套筒本体的密闭空腔内填充有负热膨胀材料,并保证所述内层本体的最外侧突出固定柱的非连接端;所述套筒本体的固定翼缘上与中心棒的连接翼缘相连接,并保证所述中心棒的轴线与所述模具本体的成型通道的轴线相重合;
18.丝束经过所述模具本体成型通道,并完成丝束热融成型工作,当位于外层本体内壁上的压力传感器检测到的检测压力值小于压力阈值时,警报器发出所述套筒本体存在旋转风险警报,停止工作,进行检修。
19.本发明相对于现有技术取得了以下有益效果:
20.第一,本发明中采用在模具本体上设置带有固定翼缘的套筒本体,并且在成型棒的侧面设置连接翼缘的方式,使得成型棒能够在固定翼缘和连接翼缘的连接作用下直接固定在模具本体上,保持成型棒的轴线与模具本体的轴线相重合,避免成型棒固定在模具本体外部的其他工序部件上容易产生成型棒的轴线与模具本体的轴线重合度低的问题,同时也避免了其他工序部件受到外力震动时产生成型棒抖动的问题;
21.第二,本发明中采用将套筒本体由外层本体和内层本体构成,并在内层本体与外层本体之间形成填充有负热膨胀材料的密闭空腔的方式,使得模具本体受热发生热膨胀现象时,外层本体保持位置不动,负热膨胀材料受热收缩,内层本体收缩,避免模具本体对套筒本体产生损伤导致同轴度降低的问题;密闭空腔内压力增大,当压力过大时,内层本体处于即将被压缩至密闭空腔内的临界状态,此时套筒本体与模具本体之间的摩擦力降低,当纤维丝束在成型通道内滑动时,成型棒受到的侧向挤压力将会产生成型棒带动套筒本体在模具本体上旋转起来的现象,可旋转的成型棒对成型过程中的纤维丝束将会产生扰动,不利于纤维丝束的成型,为了解决此问题,本发明中在外层本体的内壁上设置有压力传感器,当所述压力传感器检测到的检测压力值小于压力阈值时,警报器发出套筒本体存在旋转风险警报。
附图说明
22.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施
例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
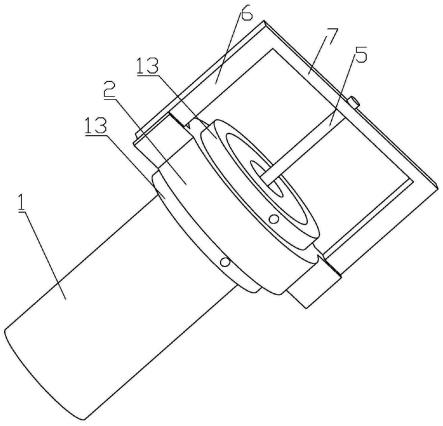
23.图1为本发明外固定式空芯棉模具的结构示意图;
24.图2为图1的剖视图;
25.图3为图1去除模具本体后的结构示意图;
26.图4为套筒本体的结构示意图;
27.图5为图4的剖视图;
28.图6为图4去除内层本体后的结构示意图;
29.图7为图6的剖视图;
30.其中,模具本体1、套筒组件2、套筒本体3、固定翼缘4、成型棒5、连接翼缘6、连接部7、外层本体8、内层本体9、固定柱10、密闭空腔11、压力传感器12、阻隔环13。
具体实施方式
31.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
32.为使本发明的目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
33.如图1~7所示,本发明提供一种外固定式空芯棉模具,包括模具本体1,模具本体1为热融丝束管道,模具本体1的材质为铁、不锈钢或铜,优选为铜,在模具本体1上设置有用于固定中心棒的套筒组件2,该套筒组件2包括套筒本体3,套筒本体3与模具本体1同轴布置,优选的,套筒本体3的内壁与模具本体1的外壁紧密贴合连接,以保证套筒本体3和模具本体1的轴线重合;套筒本体3与模具本体1可拆卸连接,其可拆卸连接方式是多种多样的,例如直接通过紧固螺钉将其与模具本体1紧固连接,也可以通过其他的固定方式进行连接,例如在模具本体1上设置有阻隔环13,阻隔环13位于套筒本体3的两侧;阻隔环13的周向上均布有紧固螺钉,阻隔环13通过紧固螺钉与模具本体1的外壁紧密贴合,通过阻隔环13实现对套筒本体3的轴向两侧夹紧;
34.在套筒本体3上固定有一中心棒,中心棒包括成型棒5和连接在成型棒5侧面的连接翼缘6,成型棒5伸入模具本体1的成型通道中,两者轴线重合,连接翼缘6的数量可以是一个,可以是多个,当为多个时,若干连接翼缘6绕成型棒5的轴向布置,连接翼缘6和固定翼缘4可拆卸连接,可拆连接方式多种多样,此连接方式为现有技术,在此不做赘述,例如螺栓连接。
35.作为一种具体的实施方式,本发明中若干连接翼缘6均与连接部7相连接,此处的连接方式优选为固定连接,连接翼缘6与连接部7呈l形连接结构,连接部7与成型棒5可拆卸连接,例如螺纹连接。
36.作为一种具体的实施方式,本发明中套筒本体3包括外层本体8和内层本体9,外层本体8的内壁上具有若干沿周向布置的固定柱10,相邻固定柱10之间连接有内层本体9,内层本体9的最外侧突出固定柱10的非连接端,内层本体9与外层本体8之间形成密闭空腔11,
密闭空腔11内填充有负热膨胀材料,且内层本体9为弹性材质;即采用将套筒本体3由外层本体8和内层本体9构成,并在内层本体9与外层本体8之间形成填充有负热膨胀材料的密闭空腔11的方式,使得模具本体1受热发生热膨胀现象时,外层本体8保持位置不动,负热膨胀材料受热收缩,内层本体9收缩,避免模具本体1对套筒本体3产生损伤导致同轴度降低的问题;密闭空腔11内压力增大,当压力过大时,内层本体9处于即将被压缩至密闭空腔11内的临界状态,此时套筒本体3与模具本体1之间的摩擦力降低,当纤维丝束在成型通道内滑动时,成型棒5受到的侧向挤压力将会产生成型棒5带动套筒本体3在模具本体1上旋转起来的现象,可旋转的成型棒5对成型过程中的纤维丝束将会产生扰动,不利于纤维丝束的成型,为了解决此问题,本发明中在外层本体8的内壁上设置有压力传感器12,当所述压力传感器12检测到的检测压力值小于压力阈值时,警报器发出套筒本体3存在旋转风险警报。
37.作为一种具体的实施方式,本发明中周向相邻的紧固螺钉之间间隔90
°
、120
°
或180
°
,优选为180
°
。
38.本发明应用上述外固定式空芯棉模具的成型方法,包括如下内容:
39.将其中一个阻隔环13通过紧固螺钉固定在模具本体1上,再将套筒本体3套设在模具本体1上,再将另一个阻隔环13通过紧固螺钉固定在模具本体1上;
40.套筒本体3的密闭空腔11内填充有负热膨胀材料,并保证内层本体9的最外侧突出固定柱10的非连接端;套筒本体3的固定翼缘4上与中心棒的连接翼缘6相连接,并保证中心棒的轴线与套筒本体3的轴线相重合;
41.丝束经过模具本体1成型通道,并完成丝束热融成型工作,当位于外层本体8内壁上的压力传感器12检测到的检测压力值小于压力阈值时,警报器发出套筒本体3存在旋转风险警报,停止工作,进行检修。
42.本发明中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处。综上所述,本说明书内容不应理解为对本发明的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1