基于多层阻隔瓶的吹塑成型系统及控制方法与流程
1.本发明涉及吹塑模具技术领域,具体为基于多层阻隔瓶的吹塑成型系统及控制方法。
背景技术:
2.多层阻隔瓶是中空吹塑机生产的一种常用瓶,多层阻隔瓶多用于农药化工包装,为了更好地隔离氧气或水份以提高多层阻隔瓶对瓶内液体的保质效果,目前所使用的多层阻隔瓶的中间层一般为evoh或pa材质,为了保证采用evoh或pa材质作为中间层的多层阻隔瓶的密封性,必须先将多层阻隔瓶的瓶口刮平整,使evoh或pa材质的中间层从瓶口露出来后,再用密封树脂对瓶口进行密封。
3.现有的多层阻隔瓶的吹塑成型设备在进行生产加工时存在以下问题:
4.(1)由于吹塑成型后的多层阻隔瓶的温度高,在脱模前一般需要待冷却成型后才可脱模,但现如今一般是通过自然冷却的方式成型,冷却效率低,进而影响脱模的效率;
5.(2)由于高温成型的多层阻隔瓶易与成型腔粘连在一起,脱模时卸料不够便捷,一般需要人工进行敲击,工作量大,或通过单独电气元件推动,使用成本高;
6.(3)两个成型腔之间的密封性一般,有时存在漏气现象,进而使得加工出来的多层阻隔瓶残次品相对较高。
7.因此,本发明提出基于多层阻隔瓶的吹塑成型系统及控制方法,以解决上述提到的问题。
技术实现要素:
8.针对现有技术的不足,本发明提供了基于多层阻隔瓶的吹塑成型系统及控制方法,解决了由于吹塑成型后的多层阻隔瓶的温度高,在脱模前一般需要待冷却成型后才可脱模,但现如今一般是通过自然冷却的方式成型,冷却效率低,进而影响脱模的效率;(2)由于高温成型的多层阻隔瓶易与成型腔粘连在一起,脱模时卸料不够便捷,一般需要人工进行敲击,工作量大,或通过单独电气元件推动,使用成本高;两个成型腔之间的密封性一般,有时存在漏气现象,进而使得加工出来的多层阻隔瓶残次品相对较高的问题。
9.为实现以上目的,本发明通过以下技术方案予以实现:基于多层阻隔瓶的吹塑成型系统,包括底座,所述底座顶部的两侧均固定有侧板,两个所述侧板的内侧均固定有开合模气缸,两个所述开合模气缸相互靠近的一端均固定有安装架,两个所述安装架的内侧均固定有移动模板,两个所述移动模板的内侧均开设有成型腔,所述底座的顶部固定有导轨,所述导轨设置有两个,两个所述安装架均滑动安装在两个导轨的顶部之间,右侧所述移动模板的右侧连通有贯穿至安装架右侧的注塑管,右侧所述移动模板的右侧还连通有贯穿至安装架右侧的吹塑管,所述底座的上方设置有水循环冷却机构,两个所述移动模板之间设置有密封机构,两个所述移动模板上均设置有辅助导热机构;
10.所述水循环冷却机构包括固定在左侧安装架前方的支板,所述支板的顶部固定有
水箱,所述水箱的左侧固定有水泵,两个所述移动模板的内部均开设有冷却流道,所述水泵的出水口连通有出水双头软管,所述出水双头软管的两端分别与两个冷却流道的上端连通,所述水箱的右侧连通有进水双头软管,所述进水双头软管的两端分别与两个冷却流道的下端连通,所述水箱上设置有防粘快脱机构;
11.所述防粘快脱机构包括转动在水箱内壁前方的延伸轴,所述延伸轴的一端贯穿水箱并延伸至水箱的外部,所述延伸轴的表面固定有驱动板,所述延伸轴的表面固定有偏心轮,左侧所述安装架的顶部固定有立块,所述立块的表面转动有摆杆,所述摆杆的一端固定有撞击块,所述摆杆的另一端固定有配重块,所述摆杆表面的下方固定有接触杆,所述接触杆的底端与偏心轮的表面接触,所述摆杆与左侧所述安装架之间固定有支撑弹簧。
12.优选的,所述密封机构包括固定嵌设固定在右侧所述移动模板左侧的回型空心密封片,左侧所述移动模板的右侧固定有密封嵌入框,所述回型空心密封片的左侧设置有与密封嵌入框配合使用的嵌入槽,左侧所述移动模板的顶部固定有焊块。
13.优选的,右侧所述移动模板的顶部固定有气压筒,所述气压筒内壁滑动有密封活塞,所述焊块的右侧固定有抵压杆,所述抵压杆的右端与密封活塞的左侧固定。
14.优选的,所述气压筒的内壁固定有弹簧块,所述弹簧块的右侧固定有复位弹簧,所述复位弹簧的一端与密封活塞的左侧固定。
15.优选的,所述气压筒的右侧连通有充气管,所述充气管的一端贯穿右侧所述移动模板并与回型空心密封片的表面连通。
16.优选的,所述辅助导热机构包括固定在两个移动模板前方和后方的导热块,所述导热块的表面固定有散热翅片,所述散热翅片的表面贯穿开设有通孔。
17.优选的,所述水泵的进水口位于驱动板的左侧,所述驱动板采用硬质泡沫材质。
18.优选的,所述注塑管的表面固定有加热环,所述撞击块设置在两个移动模板之间位置。
19.本发明还公开了基于多层阻隔瓶的吹塑成型系统的控制方法,具体包括以下步骤:
20.s1、初始状态时,两个移动模板处于分离状态,启动两个开合模气缸带动两个移动模板相互靠近,进而使得密封嵌入框能插入至嵌入槽中,同时抵压杆与密封活塞相互挤压,使得气压筒内部空气全部排入至回型空心密封片中,进而使得回型空心密封片与密封嵌入框贴合更加紧密实现密封;
21.s2、通过注塑管将外部熔融原料注入至两个成型腔中,然后通过吹塑管与外部吹塑机连接实现吹塑加工,加工成型后,启动水泵,水箱内部的水快速通过出水双头软管进入至两个移动模板中的冷却流道中,实现对移动模板的快速降温,进而使得成型的多层阻隔瓶能快速冷却,同时水流通过进水双头软管回流至水箱中,在水流被水泵抽取后,水箱左侧的水流速度块,进而通过驱动板带动延伸轴快速转动,进而带动偏心轮快速转动,通过偏心轮不断挤压接触杆,进而在配重块的重力作用下,使得摆杆不断上下摆动,进而使得撞击块能快速撞击两个移动模板顶部中间位置,实现震动,进而使得成型的多层阻隔瓶与成型腔分离,然后启动两个开合模气缸带动两个移动模板分开,然后可取下成型多层阻隔瓶,在移动模板分开后,在复位弹簧的弹力作用下,密封活塞快速复位,进而使得回型空心密封片中的空气重新回流至气压筒中。
22.优选的,所述步骤s2中的驱动板设置有多个。
23.有益效果
24.本发明提供了基于多层阻隔瓶的吹塑成型系统及控制方法。与现有技术相比具备以下有益效果:
25.(1)、该基于多层阻隔瓶的吹塑成型系统及控制方法,水循环冷却机构包括固定在左侧安装架前方的支板,支板的顶部固定有水箱,水箱的左侧固定有水泵,两个移动模板的内部均开设有冷却流道,水泵的出水口连通有出水双头软管,出水双头软管的两端分别与两个冷却流道的上端连通,水箱的右侧连通有进水双头软管,进水双头软管的两端分别与两个冷却流道的下端连通,水箱上设置有防粘快脱机构,通过水循环冷却机构的设置,便于利用循环水流对移动模板进行降温,进而实现对成型的多层阻隔瓶进行快速降温,冷却效率高,进而可加快脱模效率,通过其中的防粘快脱机构的设置,便于利用水流动力实现对移动模板的震动,进而实现型成型多层阻隔瓶与成型腔分离,不需要人工敲击,且不需要单独的电气元件驱动,使用成本小,有效做到节能,使得脱模卸料更加方便。
26.(2)、该基于多层阻隔瓶的吹塑成型系统及控制方法,密封机构包括固定嵌设固定在右侧移动模板左侧的回型空心密封片,左侧移动模板的右侧固定有密封嵌入框,回型空心密封片的左侧设置有与密封嵌入框配合使用的嵌入槽,左侧移动模板的顶部固定有焊块,右侧移动模板的顶部固定有气压筒,气压筒内壁滑动有密封活塞,焊块的右侧固定有抵压杆,通过密封机构的设置,便于加强两个移动模板之间的密封性,进而提高了两个成型腔之间的密封性,减少漏气现象的产生,进而使得加工出来的多层阻隔瓶残次品减少。
附图说明
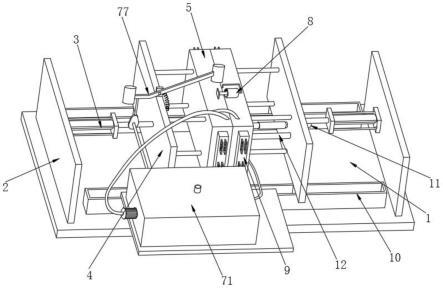
27.图1为本发明结构的立体图;
28.图2为本发明结构的立体剖视图;
29.图3为本发明水箱内部结构的示意图;
30.图4为本发明防粘快脱机构的示意图;
31.图5为本发明右侧移动模板结构的示意图;
32.图6为本发明左侧移动模板结构的示意图;
33.图7为本发明图5中a处的局部放大图;
34.图8为本发明密封机构局部结构的示意图;
35.图9为本发明气压筒内部结构的示意图;
36.图10为本发明辅助导热机构的示意图。
37.图中:1-底座、2-侧板、3-开合模气缸、4-安装架、5-移动模板、6-成型腔、7-水循环冷却机构、71-支板、72-水箱、73-水泵、74-冷却流道、75-出水双头软管、76-进水双头软管、77-防粘快脱机构、771-延伸轴、772-驱动板、773-偏心轮、774-立块、775-摆杆、776-撞击块、777-配重块、778-接触杆、779-支撑弹簧、8-密封机构、81-回型空心密封片、82-密封嵌入框、83-嵌入槽、84-焊块、85-气压筒、86-密封活塞、87-抵压杆、88-弹簧块、89-复位弹簧、9-辅助导热机构、91-导热块、92-散热翅片、93-通孔、10-导轨、11-注塑管、12-吹塑管。
具体实施方式
38.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
39.请参阅图1-10,本发明提供一种技术方案:基于多层阻隔瓶的吹塑成型系统,包括底座1,底座1顶部的两侧均固定有侧板2,两个侧板2的内侧均固定有开合模气缸3,两个开合模气缸3同步运动,与外部电源电性连接并通过控制开关进行控制,两个开合模气缸3相互靠近的一端均固定有安装架4,两个安装架4的内侧均固定有移动模板5,两个移动模板5的内侧均开设有成型腔6,底座1的顶部固定有导轨10,导轨10设置有两个,两个安装架4均滑动安装在两个导轨10的顶部之间,右侧移动模板5的右侧连通有贯穿至安装架4右侧的注塑管11,便于进行注塑,右侧移动模板5的右侧还连通有贯穿至安装架4右侧的吹塑管12,便于吹塑工作的进行,底座1的上方设置有水循环冷却机构7,两个移动模板5之间设置有密封机构8,两个移动模板5上均设置有辅助导热机构9;
40.水循环冷却机构7包括固定在左侧安装架4前方的支板71,支板71的顶部固定有水箱72,内部放置有冷却水,水箱72的左侧固定有水泵73,型号为pun-201,与外部电源电性连接并通过控制开关进行控制,带动水流流速快,可带动驱动板772顺利快速转动,两个移动模板5的内部均开设有冷却流道74,上端开口在移动模板5顶部,下端开口在移动模板5底部,水泵73的出水口连通有出水双头软管75,具有两个出水头,且出水头的间距大,不会影响两个移动模板5的正常分离,两个出水双头软管75的两端分别与两个冷却流道74的上端连通,水箱72的右侧连通有进水双头软管76,具有两个进水头,且进水头的间距大,不会影响两个移动模板5的正常分离,进水双头软管76的两端分别与两个冷却流道74的下端连通,水箱72上设置有防粘快脱机构77;
41.防粘快脱机构77包括转动在水箱72内壁前方的延伸轴771,延伸轴771的一端贯穿水箱72并延伸至水箱72的外部,延伸轴771的表面固定有驱动板772,延伸轴771的表面固定有偏心轮773,可挤压接触杆778,进而带动摆杆775上下摆动,左侧安装架4的顶部固定有立块774,立块774的表面转动有摆杆775,摆杆775的一端固定有撞击块776,摆杆775的另一端固定有配重块777,可使得撞击块776在撞击一次后快速复位,摆杆775表面的下方固定有接触杆778,接触杆778的底端与偏心轮773的表面接触,摆杆775与左侧安装架4之间固定有支撑弹簧779,可加快摆杆775的复位。
42.本发明实施例中,密封机构8包括固定嵌设固定在右侧移动模板5左侧的回型空心密封片81,空心设计,在充气时可发生膨胀,左侧移动模板5的右侧固定有密封嵌入框82,回型空心密封片81的左侧设置有与密封嵌入框82配合使用的嵌入槽83,左侧移动模板5的顶部固定有焊块84,右侧移动模板5的顶部固定有气压筒85,气压筒85内壁滑动有密封活塞86,与气压筒85接触处密封性良好,不存在漏气现象,焊块84的右侧固定有抵压杆87,抵压杆87的右端与密封活塞86的左侧固定,气压筒85的内壁固定有弹簧块88,弹簧块88的右侧固定有复位弹簧89,便于密封活塞86快速复位,复位弹簧89的一端与密封活塞86的左侧固定,气压筒85的右侧连通有充气管810,充气管810的一端贯穿右侧移动模板5并与回型空心密封片81的表面连通。
43.本发明实施例中,辅助导热机构9包括固定在两个移动模板5前方和后方的导热块91,为二氧化硅材质,具有强导热性,导热块91的表面固定有散热翅片92,便于散热,散热翅片92的表面贯穿开设有通孔93,可加快散热效率。
44.本发明实施例中,水泵73的进水口位于驱动板772的左侧,驱动板772采用硬质泡沫材质,具有材质轻强度高功能,便于被水流带动。
45.本发明实施例中,注塑管11的表面固定有加热环,具有加热作用,可防止注塑管中的熔融塑料凝固,撞击块776设置在两个移动模板5之间位置。
46.本发明还公开了基于多层阻隔瓶的吹塑成型系统的控制方法,具体包括以下步骤:
47.s1、初始状态时,两个移动模板5处于分离状态,启动两个开合模气缸3带动两个移动模板5相互靠近,进而使得密封嵌入框82能插入至嵌入槽83中,同时抵压杆87与密封活塞86相互挤压,使得气压筒85内部空气全部排入至回型空心密封片81中,进而使得回型空心密封片81与密封嵌入框82贴合更加紧密实现密封;
48.s2、通过注塑管11将外部熔融原料注入至两个成型腔6中,然后通过吹塑管12与外部吹塑机连接实现吹塑加工,加工成型后,启动水泵73,水箱72内部的水快速通过出水双头软管75进入至两个移动模板5中的冷却流道74中,实现对移动模板5的快速降温,进而使得成型的多层阻隔瓶能快速冷却,同时水流通过进水双头软管76回流至水箱72中,在水流被水泵73抽取后,水箱72左侧的水流速度块,进而通过驱动板772带动延伸轴771快速转动,进而带动偏心轮773快速转动,通过偏心轮773不断挤压接触杆778,进而在配重块777的重力作用下,使得摆杆775不断上下摆动,进而使得撞击块776能快速撞击两个移动模板5顶部中间位置,实现震动,进而使得成型的多层阻隔瓶与成型腔6分离,然后启动两个开合模气缸3带动两个移动模板5分开,然后可取下成型多层阻隔瓶,在移动模板5分开后,在复位弹簧89的弹力作用下,密封活塞86快速复位,进而使得回型空心密封片81中的空气重新回流至气压筒85中。
49.本发明实施例中,步骤s2中的驱动板772设置有多个。
50.同时本说明书中未作详细描述的内容均属于本领域技术人员公知的现有技术。
51.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
52.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1