一种磁吸式自收卷线缆及其制造方法与流程
1.本发明属于线缆制造技术领域,尤其涉及一种磁吸式自收卷线缆及其制造方法。
背景技术:
2.线缆主要用于控制安装、连接设备、输送电力等多重作用,是日常生活中常见而不可缺少的一种东西,线缆主要是由绝缘外层和绞制的铜丝组成,现有的电缆收卷后需要用扎带绑紧,避免电缆松散开。
3.为了使得线缆实现收卷后自动吸附,利用橡胶磁条,可以在线缆收卷后吸附在一起,避免散开,但是现有的橡胶磁条磁场强度低,且不能提供对各种机械变形(例如,弯曲、扭曲等)耐久性稳定的使用环境要求,同时现有的橡胶磁条都是实心磁条,不能配合适用于各种电线、电缆,实用性低。
技术实现要素:
4.本发明实施例的目的在于提供一种磁吸式自收卷线缆的制造方法,旨在解决上述背景技术中提出的问题。
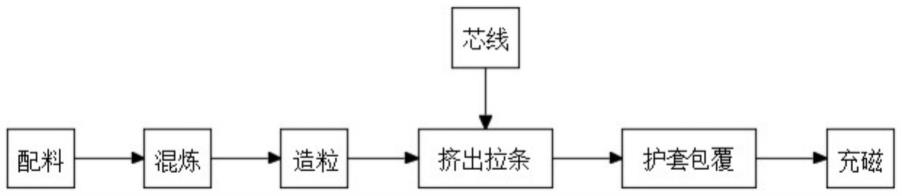
5.本发明实施例是这样实现的,一种磁吸式自收卷线缆的制造方法,包括以下步骤:
6.s1、配料:称取磁粉、塑性材料和助剂;
7.s2、混炼:将s1中的原料进行混炼;
8.s3、造粒:将s2中混炼后的原料进行造粒;
9.s4、挤出拉条:将s3中造粒后的粒子挤压成连续的磁塑弹性体,挤包在芯线外层形成磁性皮层;
10.s5、护套包覆:在磁性皮层外侧包裹塑料层得到线缆;
11.s6、充磁:对线缆进行充磁,即可得到磁吸式自收卷线缆。
12.优选地,s1中,配料中的原料按照重量百分比为:磁粉60-92%,塑性材料10-30%,助剂2-15%。
13.优选地,所述磁粉包括钕铁硼、钐铁氮磁粉。
14.优选地,所述磁粉还可以包括其他高性能磁粉,可按任意比例混合,能达到较高的磁性能与加工性能即可。
15.优选地,所述塑性材料为tpr、tpu、hpu、nbr、tpsiv、aem、epdm、氯丁橡胶、聚丙烯酸酯、聚酰胺、聚酯、聚碳酸酯、聚酰亚胺、聚苯乙烯、abs、pan、pvc、pbt、peek、pe、peg、pes、pet、pp、ptfe、san、ptt、pu、pvb、pvdf、cpe、pvp中的一种或多种。
16.优选地,所述助剂包括增塑剂、偶联剂、抗氧剂、防老剂、阻燃剂、润滑剂。
17.优选地,偶联剂使用钛酸酯类或硅烷类或合适某种树脂使用的特别类型的单独使用或混合使用;
18.增塑剂包括酯类的或环氧类或专用某种树脂专用的增塑剂材料;
19.抗氧剂包括吸收型或反应型的抗氧化抗老化材料;
20.阻燃剂包括磷系、氮系以及溴系阻燃材料;
21.润滑剂包括硬脂酸系及其他pe复合类或其他复合类的润滑材料。
22.优选地,所述混炼温度为100-200℃;
23.所述造粒温度为100-200℃;
24.所述挤出温度为100-200℃。
25.优选地,所述充磁为线缆径向的两极充磁或多级充磁。
26.优选地,所述充磁为线缆轴向的单极或多极充磁。
27.优选地,所述磁性皮层的厚度为0.3-2.0mm。
28.本发明实施例的另一目的在于提供一种磁吸式自收卷线缆,根据上述磁吸式自收卷线缆的制造方法加工得到。
29.本发明实施例提供的一种磁吸式自收卷线缆,可解决现有的电线电缆收卷后需要用轧带绑紧的情况,通过挤出工艺及配方改变市面上原有橡胶磁条易折易断的情况,增加其弹性变形及耐久性,可支持各种该线缆允许的机械变形(例如,弯曲、扭曲),内置强磁弹性体,只需要手动绕线缆成一圈需要的圆圈大小,可随着起始卷起的圆圈作为大小,后续长度线缆经过手动绕圈可依照此圆圈整齐磁吸收卷,无须再用绑带等捆扎,且不会散开,可用于各种数据线、耳机线、电源线等电线电缆。
附图说明
30.图1为本发明实施例提供的一种磁吸式自收卷线缆制造方法的流程图。
具体实施方式
31.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
32.以下结合具体实施例对本发明的具体实现进行详细描述。
33.实施例1
34.一种磁吸式自收卷线缆,其制造方法如下:
35.s1、配料:称取磁粉、塑性材料和助剂,磁粉60%,塑性材料30%,助剂10%,磁粉为钕铁硼、钐铁氮磁粉,塑性材料为pvc,助剂为增塑剂、偶联剂、抗氧剂、防老剂、阻燃剂、润滑剂;
36.s2、混炼:将s1中的原料进行混炼,混炼温度为185℃;
37.s3、造粒:将s2中混炼后的原料进行造粒,造粒温度为185℃;
38.s4、挤出拉条:将s3中造粒后的粒子挤压成连续的磁塑弹性体,挤包在芯线外层形成磁性皮层,挤出温度为170℃,磁性皮层的厚度为0.5mm;
39.s5、护套包覆:在磁性皮层外侧包裹塑料层得到线缆;
40.s6、充磁:对线缆进行线缆径向的两极充磁,即可得到磁吸式自收卷线缆。
41.在制造过程中水分一般情况下≤3%,具体可以根据选择的材料特性来调整,其他工艺参数限于挤出工艺的各种设备及模具结构。
42.实施例2
43.一种磁吸式自收卷线缆,其制造方法如下:
44.s1、配料:称取磁粉、塑性材料和助剂,磁粉70%,塑性材料21%,助剂9%,磁粉为钕铁硼、钐铁氮磁粉,塑性材料为cpe,助剂为增塑剂、偶联剂、抗氧剂、防老剂、阻燃剂、润滑剂;
45.s2、混炼:将s1中的原料进行混炼,混炼温度为140℃;
46.s3、造粒:将s2中混炼后的原料进行造粒,造粒温度为140℃;
47.s4、挤出拉条:将s3中造粒后的粒子挤压成连续的磁塑弹性体,挤包在芯线外层形成磁性皮层,挤出温度为150℃,磁性皮层的厚度为1mm;
48.s5、护套包覆:在磁性皮层外侧包裹塑料层得到线缆;
49.s6、充磁:对线缆进行线缆径向的多级充磁,即可得到磁吸式自收卷线缆。
50.实施例3
51.一种磁吸式自收卷线缆,其制造方法如下:
52.s1、配料:称取磁粉、塑性材料和助剂,磁粉88%,塑性材料10%,助剂2%,磁粉为钕铁硼、钐铁氮磁粉,塑性材料为tpr、tpu、hpu,助剂为增塑剂、偶联剂、抗氧剂、防老剂、阻燃剂、润滑剂;
53.s2、混炼:将s1中的原料进行混炼,混炼温度为150℃;
54.s3、造粒:将s2中混炼后的原料进行造粒,造粒温度为160℃;
55.s4、挤出拉条:将s3中造粒后的粒子挤压成连续的磁塑弹性体,挤包在芯线外层形成磁性皮层,挤出温度为150℃,磁性皮层的厚度为2mm;
56.s5、护套包覆:在磁性皮层外侧包裹塑料层得到线缆;
57.s6、充磁:对线缆进行线缆轴向的单极充磁,即可得到磁吸式自收卷线缆。
58.实施例4
59.一种磁吸式自收卷线缆,其制造方法如下:
60.s1、配料:称取磁粉、塑性材料和助剂,磁粉70%,塑性材料20%,助剂10%,磁粉为钕铁硼、钐铁氮磁粉,塑性材料为聚碳酸酯,助剂为增塑剂、偶联剂、抗氧剂、防老剂、阻燃剂、润滑剂;
61.s2、混炼:将s1中的原料进行混炼;
62.s3、造粒:将s2中混炼后的原料进行造粒;
63.s4、挤出拉条:将s3中造粒后的粒子挤压成连续的磁塑弹性体,挤包在芯线外层形成磁性皮层,磁性皮层的厚度为1.8mm;
64.s5、护套包覆:在磁性皮层外侧包裹塑料层得到线缆;
65.s6、充磁:对线缆进行线缆轴向多级充磁,即可得到磁吸式自收卷线缆。
66.实施例5
67.一种磁吸式自收卷线缆,其制造方法如下:
68.s1、配料:称取磁粉、塑性材料和助剂,磁粉75%,塑性材料20%,助剂5%,磁粉为钕铁硼、钐铁氮磁粉,塑性材料为peg、pes、pet,助剂为增塑剂、偶联剂、抗氧剂、防老剂、阻燃剂、润滑剂;
69.s2、混炼:将s1中的原料进行混炼;
70.s3、造粒:将s2中混炼后的原料进行造粒;
71.s4、挤出拉条:将s3中造粒后的粒子挤压成连续的磁塑弹性体,挤包在芯线外层形成磁性皮层,磁性皮层的厚度为1.2mm;
72.s5、护套包覆:在磁性皮层外侧包裹塑料层得到线缆;
73.s6、充磁:对线缆进行线缆轴向单级充磁,即可得到磁吸式自收卷线缆。
74.实施例6
75.一种磁吸式自收卷线缆,其制造方法如下:
76.s1、配料:称取磁粉、塑性材料和助剂,磁粉68%,塑性材料22%,助剂10%,磁粉为钕铁硼、钐铁氮磁粉,塑性材料为聚丙烯酸酯、聚酰胺,助剂为增塑剂、偶联剂、抗氧剂、防老剂、阻燃剂、润滑剂;
77.s2、混炼:将s1中的原料进行混炼;
78.s3、造粒:将s2中混炼后的原料进行造粒;
79.s4、挤出拉条:将s3中造粒后的粒子挤压成连续的磁塑弹性体,挤包在芯线外层形成磁性皮层,磁性皮层的厚度为1.3mm;
80.s5、护套包覆:在磁性皮层外侧包裹塑料层得到线缆;
81.s6、充磁:对线缆进行线缆径向的两极充磁,即可得到磁吸式自收卷线缆。
82.实施例7
83.一种磁吸式自收卷线缆,其制造方法如下:
84.s1、配料:称取磁粉、塑性材料和助剂,磁粉70%,塑性材料15%,助剂15%,磁粉为钕铁硼、钐铁氮磁粉,塑性材料为pvb、pvdf、pvp,助剂为增塑剂、偶联剂、抗氧剂、防老剂、阻燃剂、润滑剂;
85.s2、混炼:将s1中的原料进行混炼;
86.s3、造粒:将s2中混炼后的原料进行造粒;
87.s4、挤出拉条:将s3中造粒后的粒子挤压成连续的磁塑弹性体,挤包在芯线外层形成磁性皮层,磁性皮层的厚度为0.8mm;
88.s5、护套包覆:在磁性皮层外侧包裹塑料层得到线缆;
89.s6、充磁:对线缆进行线缆径向的多级充磁,即可得到磁吸式自收卷线缆。
90.实施例8
91.一种磁吸式自收卷线缆,其制造方法如下:
92.s1、配料:称取磁粉、塑性材料和助剂,磁粉65%,塑性材料20%,助剂15%,磁粉为钕铁硼、钐铁氮磁粉,塑性材料为pes/pees,助剂为增塑剂、偶联剂、抗氧剂、防老剂、阻燃剂、润滑剂;
93.s2、混炼:将s1中的原料进行混炼;
94.s3、造粒:将s2中混炼后的原料进行造粒;
95.s4、挤出拉条:将s3中造粒后的粒子挤压成连续的磁塑弹性体,挤包在芯线外层形成磁性皮层,磁性皮层的厚度为0.6mm;
96.s5、护套包覆:在磁性皮层外侧包裹塑料层得到线缆;
97.s6、充磁:对线缆进行线缆径向的多级充磁,即可得到磁吸式自收卷线缆。
98.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1