一种外部温压实时调控的纤维增强复合材料增材制造执行器
1.本发明涉及纤维增强复合材料增材制造技术领域,尤其涉及一种外部温压实时调控的纤维增强复合材料增材制造执行器。
背景技术:
2.增材制造技术作为第三次工业革命的典型技术,其制造精度高,材料浪费少,且易实现智能化与数字化加工。此外,其设计自由度高,可以实现构件的快速成形,能够制造传统加工所难以成形的复杂零件。
3.纤维增强复合材料由于具有高比强度、高比模量的特点,在航空、船舶、汽车等制造领域需求越来越大。为此,将增材制造技术与纤维增强复合材料结合起来,有极大的应用前景。
4.纤维增强复合材料的增材制造,是将成形材料加热熔融后,于打印平台上面层层堆积。因为堆积方向上的结合强度无法得到保证,所以构件层间结合强度弱,在其使用过程中易出现层间剥落等现象。针对该问题,部分学者已经展开研究。王红等人的发明专利号为cn 110789118a,发明名称为“一种3d打印机”的专利,发明了一种打印平台可以在空间三维任意运动的打印机,其通过规划打印路径为近似圆锥曲面,进而对打印构件结构进行类碳纤维编织状的拓扑优化,提高构件的层间结合强度。但由于该发明主要侧重于改善打印路径来提升层间结合质量,路径规划困难,打印机设计结构复杂,使用困难。此外,其没有考虑打印过程中外界温度和压力对构件层间结合质量也有很大的影响。还例如,luomeng等人发表的《impregnation and interlayer bonding behavioursof3d-printed continuouscarbon-fiber-reinforced poly-ether-ether-ketone composites》一文在《composites part a》2019年第121期第130-138页中,使用激光给予打印的碳纤维丝束和聚醚醚酮复合材料层间预热,但其忽略了对打印层的辅助施压于构件层间结合质量的影响,仅仅给予辅助加热对于提升构件层间结合强度的效果有限。因此有必要综合考虑纤维增强复合材料增材制造过程中外部温度和压力对于层间结合强度的影响,实现提高构件层间结合质量的目标,而目前尚无装置对上述参量同时很好地调控。
技术实现要素:
5.本发明的目的是解决目前遇到的问题,发明了一种外部温压实时调控的纤维增强复合材料增材制造执行器。此执行器能够实现增材制造过程中,综合考虑打印层间的温度和压力,且通过外部施加激光加热和滚轮挤压来实时调整对应参量,并通过反馈控制使其为合适的值,提高成形构件层间结合质量。
6.为实现上述目的,本发明的技术方案如下:
7.一种外部温压实时调控的纤维增强复合材料增材制造执行器,包括线材铺放单元、外部辅助加热单元、滚轮辅助挤压单元和反馈控制单元;
8.通过外部辅助加热单元将打印平台上已铺放复合材料表层的温度升高,使复合材
料表层树脂粘度降低,便于同下一层结合;滚轮辅助挤压单元对刚铺放的打印层施予一定的挤压力,增强层间结合效果;距离传感器和压力传感器在打印过程中分别实时测量激光器末端与打印层之间距离和挤压滚轮对打印层的挤压力大小,利用反馈控制单元将距离和挤压力信号采集并驱动单轴机器人进行反馈调节,以控制距离和挤压力为合理值;
9.线材铺放单元为模块化,根据需求可更换,扩大执行器的应用范围;线材铺放单元包括送丝轮a1、加热腔a2和打印喷嘴a3;送丝轮a1上缠绕线材,线材随送丝轮a1作用驱动至加热腔a2内;加热腔a2与打印喷嘴a3连接,线材于加热腔a2内熔融后通过打印喷嘴a3铺放到打印平台上,实现丝材的自动化铺放;
10.外部辅助加热单元固定于底板上,位于线材铺放单元的一侧;外部辅助加热单元包括加热装置b1、夹持机构b2、单自由度转台ab3和单轴机器人ab4;夹持机构b2为专用夹具,加热装置b1通过夹持机构b2固定在单自由度转台ab3上,单自由度转台ab3与单轴机器人ab4相连;控制单自由度转台ab3的旋转进行控制加热装置b1在打印层上的加热点与打印喷嘴a3之间的距离;调节加热装置b1在单轴机器人ab4上的位置进行控制加热装置b1与打印层之间的距离;调节加热装置b1的功率大小,改变复合材料层表面的加热温度值,使已铺放层中的树脂粘度降低,便于同下一打印层结合;
11.滚轮辅助挤压单元固定于底板上,位于线材铺放单元的另一侧;滚轮辅助挤压单元包括依次连接的加压装置c1、挤压杆c2、转接板c3、单自由度转台bc4和单轴机器人bc5;控制单自由度转台bc4的旋转进而控制在打印层上的加压装置c1与打印喷嘴a3之间的距离,进而控制挤压处同打印喷嘴a3的相对位置;调节挤压杆c2伸缩长度及其于单轴机器人bc5的位置控制加压装置c1与打印层之间的距离,进而调节挤压力的数值,改善打印构件层间结合效果;
12.反馈控制单元包括压力传感器d1、距离传感器d2、变送器d3和控制器d4;压力传感器d1安装在挤压杆c2上,实时测量加压装置c1与打印层之间挤压力,加压装置c1所需施加的辅助压力大小为构件打印过程中适宜的层间压力;距离传感器d2安装在加热装置b1末端,实时测量加热装置b1末端与打印层之间距离;压力传感器d1与距离传感器d2连接至变送器d3输送信号;变送器d3连接至控制器d4;信号经变送器d3处理后输入控制器d4,进行反馈控制,保证加热装置b1末端与打印层之间距离和加压装置c1对打印层挤压力为给定值。
13.所述外部辅助加热单元和滚轮辅助挤压单元根据底板承受负载要求及纤维增强复合材料的特性,设定外部辅助加热单元的质量小于3kg,加热装置b1竖直方向倾斜度θ1小于70
°
;滚轮辅助挤压单元的质量小于2.5kg,挤压杆c2竖直方向倾斜度θ2小于60
°
;加热装置b1竖直方向倾斜度θ1与挤压杆c2竖直方向倾斜度θ2之间满足θ1=(1.1-1.3)θ2,加热装置b1与挤压杆c2的位置联动。
14.所述外部辅助加热单元和滚轮辅助施压单元为模块化可拆卸;外部辅助加热单元的中加热装置b1的外热源为等离子体、超声波、激光或红外线;加热点的温度范围为80-150℃;滚轮辅助挤压单元的动力源为电动滑轨或气压;滚轮辅助挤压单元的加压装置c1为挤压滚轮。
15.所述外热源为激光时,激光功率为5-50w,波长为500-800nm。
16.所述挤压杆c2为可伸缩式电动挤压杆,直径为加压装置c1宽度的0.3-0.5倍;挤压滚轮为外凸式聚氨酯包胶圆滚轮,宽度为所打印丝材直径的6倍,肩宽为所打印丝材直径的
3倍,挤压滚轮沿挤压杆c2轴线进行360度旋转,挤压力满足3-18n区间范围内。
17.所述打印喷嘴a3末端、加热装置b1加热点和加压装置c1末端在同一个平面上;加热装置b1加热点的直径大于铺放的线材单条路径宽度,且打印喷嘴a3与加压装置c1之间的距离l1和打印喷嘴a3同加热装置b1加热点之间的距离l2满足表达式:l2≤0.8l1。
18.所述线材铺放单元根据打印方式不同结构不同;当打印方式为预浸渍打印时,线材铺放单元为预浸渍类线材铺放单元,其为单线材通道单元;加热腔a2上方设有进线材的通道,连续纤维增强预浸渍复合线材x1或短纤维增强预浸渍复合线材x2中的一种为原材料,从该通道穿入后加热熔融并挤出铺放,实现复合材料构件的3d打印;当打印方式为原位浸渍打印时,线材铺放单元为原位浸渍类线材铺放单元,其为双线材通道单元;加热腔a2上方和侧方分别有两个进线材的通道,同时以树脂线材x3和连续纤维线材x4为原材料,树脂线材x3通过侧方的通道穿入,连续纤维线材x4通过上方的通道穿入,随后加热熔融并挤出铺放,实现复合材料构件的3d打印。
19.所述外部辅助加热单元与滚轮辅助挤压单元为实时调节。
20.一种外部温压实时调控的纤维增强复合材料增材制造执行器可以实现纤维增强复合材料增材制造过程中丝材的自动化铺放,外部辅助加热温度的智能调控和挤压力的自适应感知,三者在纤维增强复合材料增材制造中相互协同,共同作用。
21.本发明的有益效果:改善了纤维增强复合材料增材制造过程中构件层间结合强度弱的问题,现有技术未同时考虑打印过程中外部温度和压力对于打印构件层间结合效果的影响,本发明综合考虑两者对提升构件层间结合强度之间的关系,通过外部辅助激光加热和滚轮挤压的协同作用,使得打印构件层间结合性能得到提高。
附图说明
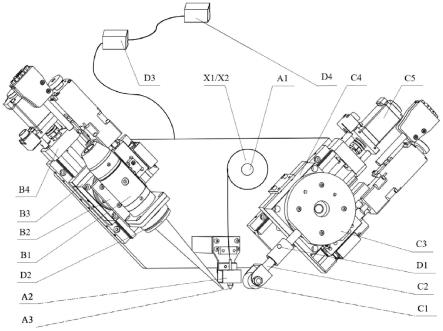
22.图1为本发明的一种外部温压实时调控的纤维增强复合材料增材制造执行器整体结构示意图,适用于预浸渍复合材料;
23.图2为本发明的一种外部温压实时调控的纤维增强复合材料增材制造执行器整体结构示意图,适用于树脂线材和连续纤维线材。
24.其中:a1-送丝轮,a2-加热腔,a3-打印喷嘴,b1-加热装置,b2-夹持机构,b3-单自由度转台a,b4-单轴机器人a,c1-加压装置,c2-挤压杆,c3-转接板,c4-单自由度转台b,c5-单轴机器人b,d1-压力传感器,d2-距离传感器,d3-变送器,d4-控制器,x1-连续纤维增强预浸渍复合线材,x2-短纤维增强树脂基复合线材,x3-树脂线材,x4-连续纤维线材。
具体实施方式
25.下面结合附图与实施例对本发明进行进一步的详细说明,需要特别注明的是,本发明中的实例及其说明仅仅用于解释该发明,并不用于对此发明做出任何方面的限制。
26.实施例1
27.本具体实施例以打印连续纤维增强预浸渍复合材料为例,选用1k连续碳纤维丝增强pa预浸渍线材为原材料,进行纤维增强复合材料的增材制造。目标构件为50mm
×
50mm
×
20mm的长方体结构,根据材料特性和结构特点,选取合适的工艺参数开展本实例:喷头温度210℃,层间厚度0.4mm,打印速度6mm/s。
28.所述的一种外部温压实时调控的纤维增强复合材料增材制造执行器包括线材铺放单元、外部辅助加热单元、滚轮辅助挤压单元和反馈控制单元;
29.线材铺放单元包括送丝轮a1、加热腔a2和打印喷嘴a3;其中,线材在送丝轮a1的作用下进入加热腔a2,在其中熔融并通过打印喷嘴a3铺放到打印平台上;
30.采用预浸渍类线材铺放单元,即单线材通道单元,喷头上方有一个进线材的通道,以1k连续碳纤维丝增强pa预浸渍线材为原材料,其通过预浸渍类线材铺放单元上方的通道穿入,后加热熔融并挤出铺放,实现复合材料构件的增材制造;
31.外部辅助加热单元包括加热装置激光器、夹持机构b2、单自由度转台ab3和单轴机器人ab4。其中激光器的型号为qbh.25.100,单自由度转台ab3的型号为ehd86-40,单轴机器人ab4的型号为e-ehx21-6030-c-1。激光器通过夹持机构b2固定在单自由度转台ab3上,单自由度转台ab3与单轴机器人ab4相连;外部辅助加热单元固定于线材铺放单元的左侧;通过控制单自由度转台ab3的旋转可以控制在打印层上的激光光斑与打印喷嘴a3之间的距离,进而控制加热点同打印喷嘴a3的相对位置;通过调节激光器在单轴机器人ab4上的位置可以控制激光器与打印层之间的距离;通过调节激光器的功率大小,可以改变复合材料表面的加热温度值,使已铺放层中的树脂粘度降低,便于同下一打印层结合;
32.滚轮辅助挤压单元包括挤压滚轮、挤压杆c2、转接板c3、单自由度转台bc4和单轴机器人bc5。其中单自由度转台bc4的型号为ehd86-60,单轴机器人bc5的型号为e-ehx21-6030-c-1。挤压滚轮、挤压杆c2、转接板c3、单自由度转台bc4和单轴机器人bc5依次连接;滚轮辅助挤压单元固定于线材铺放单元的右侧;通过控制单自由度转台bc4的旋转可以控制在打印层上的挤压滚轮与打印喷嘴a3之间的距离,进而控制挤压处同打印喷嘴a3的相对位置;通过调节挤压杆c2在单轴机器人bc5上的位置可以控制挤压滚轮与打印层之间的距离,进而调节挤压力的数值,改善打印构件层间结合效果;
33.反馈控制单元包括压力传感器d1、距离传感器d2、变送器d3和控制器d4;其中压力传感器d1的型号为sbt641,距离传感器d2的型号为um12-1172251,变送器d3的型号为rs232485,控制器d4的型号为sbt951。压力传感器d1安装在挤压杆c2上,实现对挤压滚轮与打印层之间压力的实时测量,挤压滚轮所需施加的辅助压力大小为构件打印过程中适宜的层间压力;距离传感器d2安装在激光器的末端,实现对激光器末端与打印层之间距离的实时测量;将压力传感器d1与距离传感器d2连接变送器d3上,使得输出信号经过处理,处理过的信号传入控制器d4,控制器d4给予反馈控制,保证激光器末端与打印层之间距离和挤压滚轮对打印层挤压力为给定值。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1