一种定位精准的拉挤线牵引设备的制作方法
1.本发明属于拉挤线牵引设备领域,特别是涉及一种定位精准的拉挤线牵引设备。
背景技术:
2.在拉挤成型工艺中,需要用到拉挤模具对复合材料进行拉挤成型,从而得到拉挤成型的型材,再通过牵引设备对拉挤成型的型材进行牵引,便于对型材进行后续的切断处理。在拉挤生产线的安装过程中,一般是先将拉挤模具安装完成,再通过拉挤模具生产的型材的出料方向布置安装同向牵引的牵引设备,从而保证牵引设备的牵引方向与型材的成型方向相同。所以,在对牵引设备进行安装时,对牵引设备的牵引方向的要求非常严格。然而一般牵引设备都是有一定的重量的,在单纯的靠人工进行安装对齐的牵引方向时,对齐其牵引方向与型材的出料方向的效率较低。
技术实现要素:
3.鉴于以上所述现有技术的缺点,本发明的目的在于提供一种定位精准的拉挤线牵引设备,用于解决现有技术中对较重的牵引设备的牵引方向与拉挤模具生产的型材的出料方向同向对齐效率较低的问题。
4.为实现上述目的及其他相关目的,本发明提供一种定位精准的拉挤线牵引设备,包括:牵引机构,拉挤模具和拉挤模具安装架,所述拉挤模具安装在拉挤模具安装架上;两个相平行的安装板,一个所述安装板固定安装在牵引机构上,且所述牵引机构的牵引方向与其中一个所述安装板呈角度a,另一个所述安装板固定安装在拉挤模具安装架上,且所述拉挤模具的型材出料方向与另一个所述安装板呈角度b,a+b=180
°
;至少两个定位组件,所述定位组件的定位柱均贯穿其中一个所述安装板的左右侧壁并与另一个所述安装板相贴合。
5.作为可选方案,所述定位组件包括若干的螺栓,若干所述螺栓的轴线均相互平行,所述螺栓沿其长轴方向贯穿其中一个所述安装板,且所述螺栓与其中一个所述安装板之间螺纹连接,所述螺栓伸出其中一个所述安装板的伸出端与另一个安装板相贴合。
6.作为可选方案,两个所述安装板之间还通过螺钉可拆卸的连接。
7.作为可选方案,所述牵引设备还包括有左右调节组件,所述左右调节组件用于调节牵引机构的左右位置,所述左右调节组件包括支撑座和丝杠;所述支撑座固定安装在地面或固定架或安装台上;所述丝杠与支撑座螺纹连接,所述丝杠的轴线与牵引机构的牵引方向相垂直,所述丝杠与牵引机构之间转动配合,且所述丝杠与牵引机构在丝杠的轴向方向固定。
8.作为可选方案,所述丝杠上还套设有螺母,所述螺母与丝杠螺纹连接,所述螺母与支撑座相贴合。
9.作为可选方案,所述牵引机构包括第一牵引履带、第二牵引履带、安装架、驱动组、第一夹持块、第二夹持块、第一夹持槽、第二夹持槽;所述第一牵引履带与第二牵引履带相互对立且均安装在安装架上,所述第一牵引履带与第二牵引履带由驱动组提供动力,所述丝杠与安装架之间转动配合,所述丝杠的轴线与第一牵引履带的传送方向相垂直;所述第一夹持槽沿其长轴方向贯穿的开设在第一夹持块上,所述第一夹持槽的长轴方向与第一牵引履带的传送方向相平行,若干所述第一夹持块安装在第一牵引履带上;所述第二夹持槽沿其长轴方向贯穿的开设在第二夹持块上,所述第二夹持槽的长轴方向与第二牵引履带的传送方向相平行,若干所述第二夹持块安装在第二牵引履带上;所述第一夹持槽与第二夹持槽相对应并形成夹持空间,所述夹持空间与拉挤模具生产的型材相对应。
10.作为可选方案,所述丝杠固接轴承的内圈,所述轴承的外圈固接安装架;或所述丝杠位于安装架内,所述丝杠的两端面分别与安装架的相对立的两内壁相接触。
11.作为可选方案,所述第一夹持槽的数量至少为两个,相邻的所述第一夹持槽相互平行;所述第二夹持槽的数量至少为两个,相邻的所述第二夹持槽相互平行,至少两个的所述第一夹持槽与至少两个的第二夹持槽一一对应。
12.作为可选方案,所述安装架上固定连接其中一个所述安装板。
13.如上所述,本发明的一种定位精准的拉挤线牵引设备,至少具有以下有益效果:1、本技术通过可以伸缩至两个安装板之间的螺栓,在安装牵引机构时,使所有的螺栓伸出其中一个安装板的长度相等,同时使螺栓伸出段的端面与另一个安装板相贴合,可以保证牵引机构的牵引方向与拉挤模具的型材出料方向相平行;2、本技术通过将定位组件的数量设置大于两个,且单个定位组件的螺栓的数量也大于两个,可以保证牵引机构的牵引方向在前后方向、左右方向、上下方向这三个维度与拉挤模具的型材出料方向相平行;3、本技术通过设置与安装板螺纹连接的螺栓,在螺栓对牵引机构的牵引方向与拉挤模具的型材出料方向定位完成后,可以通过拧动螺栓,使螺栓的端面紧紧的贴合另一安装板,从而达到限位两个安装板的距离的作用,再通螺钉进行连接固定,从而可以使牵引机构与拉挤模具连接为一体,从而使拉挤模具与牵引机构的振动或晃动保持一致,从而保证了型材生产的质量;4、由于牵引机构上设置多个不同的型材夹持空间,在需要对不同截面的型材进行切换牵引时,需要对牵引机构进行左右位置的调节,通过定位组件还能快速的实现对不同截面的型材的生产的切换。
附图说明
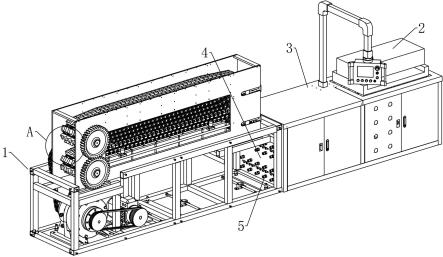
14.图1显示为本发明的牵引机构、拉挤模具、拉挤模具安装架、安装板和定位组件的结构示意图;图2显示为本发明的图1中a处的局部放大图;
图3显示为本发明的牵引机构和定位组件的结构示意图;图4显示为本发明的图3中b处的局部放大图;图5显示为本发明的图3中c处的局部放大图;图6显示为本发明的拉挤模具安装架和第二安装板的结构示意图。
15.图中:1.牵引机构;2.拉挤模具;3.拉挤模具安装架;4.安装板;5.定位组件;101.第一牵引履带;102.第二牵引履带;103.安装架;104.驱动组;105.第一夹持块;106.第二夹持块;107.第一夹持槽;108.第二夹持槽;401第一安装板;402.第二安装板;501.螺栓;6.螺钉;701.支撑座;702.丝杠;703.螺母;704.轴承。
具体实施方式
16.以下由特定的具体实施例说明本发明的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本发明的其他优点及功效。
17.请参阅图1至图6。须知,本说明书附图所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容能涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本发明可实施的范畴。
18.以下各个实施例仅是为了举例说明。各个实施例之间,可以进行组合,其不仅仅限于以下单个实施例展现的内容。
19.请参阅图1,本发明提供一种定位精准的拉挤线牵引设备,它包括:牵引机构1,拉挤模具2和拉挤模具安装架3,所述拉挤模具2安装在拉挤模具安装架3上;两个相平行的安装板4,一个所述安装板4固定安装在牵引机构1上,且所述牵引机构1的牵引方向与其中一个所述安装板4呈角度a,另一个所述安装板4固定安装在拉挤模具安装架3上,且所述拉挤模具2的型材出料方向与另一个所述安装板4呈角度b,a+b=180
°
;固接在牵引机构1上的安装板为第一安装板401,固接在拉挤模具安装架3上的安装板为第二安装板402;至少两个定位组件5,所述定位组件5的定位柱均贯穿其中一个所述安装板4的左右侧壁并与另一个所述安装板4相贴合;所述定位组件5的定位柱均贯穿第一安装板401的左右侧壁并与第二安装板402相贴合。
20.在定位组件5的定位柱均伸出第一安装板401并与第二安装板402相贴合时,可以保证两个安装板之间相平行,同时由于a+b=180
°
,就可以保证拉挤模具2的型材出料方向与牵引机构1的牵引方向同向,从而实现了牵引机构1的牵引方向与拉挤模具2的型材出料方
向相匹配。
21.本实施例中,请参阅图1、图3和图4,所述定位组件5包括若干的螺栓501,若干所述螺栓501的轴线均相互平行,所述螺栓501沿其长轴方向贯穿其中一个所述安装板4,且所述螺栓501与其中一个所述安装板4之间螺纹连接,所述螺栓501伸出其中一个所述安装板4的伸出端与另一个安装板4相贴合;且所述螺栓501是阵列的设置在其中一个安装板4上的;所述螺栓501贯穿的安装板4为第一安装板401。
22.将牵引机构1放置在拉挤模具安装架3一侧,通过将螺栓501伸出第一安装板401,并使螺栓501伸出段的伸出长度相等;当所有的螺栓501的端面均与第二安装板402相贴合时,可以证明两个安装板之间是平行的,从而可以保证牵引机构1的牵引方向与拉挤模具2的型材出料方向相同;当部分的螺栓501的端面与第二安装板402相贴合时,可以证明两个安装板之间是不平行的,可以将牵引机构1朝螺栓501未贴合的一侧转动,通过转动牵引机构1,实现快速的对齐牵引机构1的牵引方向与拉挤模具2的型材出料方向;当牵引机构1的牵引方向与拉挤模具2的型材出料方向同向时,可以拧动螺栓501,使螺栓501的端面紧紧的贴合第二安装板402,从而可以使牵引机构1紧密的顶在拉挤模具安装架3上,避免了牵引机构1相对于拉挤模具安装架3发生相对位移。
23.本实施例中,请参阅图4,两个所述安装板4之间还通过螺钉6可拆卸的连接。
24.通过螺钉6将两个安装板连接,可以保证拉挤模具2与牵引机构1的振动或晃动保持一致,从而保证了型材生产的质量。
25.本实施例中,请参阅图3和图5,所述牵引设备还包括有左右调节组件,所述左右调节组件用于调节牵引机构1的左右位置,所述左右调节组件包括支撑座701和丝杠702;所述支撑座701固定安装在地面或固定架或安装台上;所述丝杠702与支撑座701螺纹连接,所述丝杠702的轴线与牵引机构1的牵引方向相垂直,所述丝杠702与牵引机构1之间转动配合,且所述丝杠702与牵引机构1在丝杠702的轴向方向固定。
26.转动丝杠702,由于丝杠702与支撑座701的螺纹配合,且支撑座701固定,可以带动丝杠702相对于支撑座701移动,同时由于丝杠702与牵引机构1之间在轴向方向固定,可以推动牵引机构1移动,从而实现对牵引机构1的精准的左右方向上的调节。
27.本实施例中,请参阅图5,所述丝杠702上还套设有螺母703,所述螺母703与丝杠702螺纹连接,所述螺母703与支撑座701相贴合;所述螺母703的数量可以是一个也可以是两个,两个所述螺母703分别位于支撑座701的两侧,所述螺母703均与丝杠702螺纹连接,所述螺母703均能与支撑座701相贴合。
28.在左右调节牵引机构1时,首先转动螺母703,并使螺母703远离支撑座701,转动丝杠702,当牵引机构1调节至指定的位置时,转动螺母703使其与支撑座701相贴合,从而实现锁止丝杠702,避免丝杠702的继续转动,造成牵引机构1移动。
29.本实施例中,请参阅图1和图2,所述牵引机构1包括第一牵引履带101、第二牵引履带102、安装架103、驱动组104、第一夹持块105、第二夹持块106、第一夹持槽107、第二夹持槽108;
所述第一牵引履带101与第二牵引履带102相互对立且均安装在安装架103上,所述第一牵引履带101与第二牵引履带102由驱动组104提供动力,所述丝杠702与安装架103之间转动配合,所述丝杠702的轴线与第一牵引履带101的传送方向相垂直;所述第一夹持槽107沿其长轴方向贯穿的开设在第一夹持块105上,所述第一夹持槽107的长轴方向与第一牵引履带101的传送方向相平行,若干所述第一夹持块105安装在第一牵引履带101上;所述第二夹持槽108沿其长轴方向贯穿的开设在第二夹持块106上,所述第二夹持槽108的长轴方向与第二牵引履带102的传送方向相平行,若干所述第二夹持块106安装在第二牵引履带102上;所述第一夹持槽107与第二夹持槽108相对应并形成夹持空间,所述夹持空间与拉挤模具2生产的型材相对应。
30.驱动组104驱动第一牵引履带101和第二牵引履带102进行传动,从而带动第一牵引履带101上安装的第一夹持块105和第二牵引履带102上安装的第二夹持块106移动,由于第一夹持块105可以与第二夹持块106形成夹持空间,可以实现对型材的夹持,通过第一牵引履带101和第二牵引履带102可以牵引夹持住的型材移动。
31.本实施例中,请参阅图5,所述丝杠702固接轴承704的内圈,所述轴承704的外圈固接安装架103;丝杠702转动时,通过轴承704可以带动安装架103左右移动,从而带动安装在其上的第一牵引履带101和第二牵引履带102左右移动;或所述丝杠702位于安装架103内,所述丝杠702的两端面分别与安装架103的相对立的两内壁相接触。
32.由于丝杠702在安装架103内,在丝杠702正向转动时,带动丝杠702向左移动,从而使左侧的丝杠702端面与安装架103的左侧内壁相接触,继续正转,可以推动安装架103向左移动,从而带动安装在其上的第一牵引履带101和第二牵引履带102向左移动,反向转动丝杠702,能带动右侧的丝杠702端面与安装架103的右侧内壁相接触,从而可以带动安装在其上的第一牵引履带101和第二牵引履带102向右移动。
33.本实施例中,请参阅图2,所述第一夹持槽107的数量至少为两个,相邻的所述第一夹持槽107相互平行;所述第二夹持槽108的数量至少为两个,相邻的所述第二夹持槽108相互平行,至少两个的所述第一夹持槽107与至少两个的第二夹持槽108一一对应。
34.通过设置相对应的多个的第一夹持槽107和多个的第二夹持槽108,可以夹持不同的截面的型材,适应不同的截面的型材的生产,同时由于相邻的第一夹持槽107之间的距离是固定的,故而在调节丝杠702转动,用于切换对另一截面的型材进行牵引时,丝杠702调节的长度也是固定的,所以丝杠702转动的圈数也是固定的,故而在第二次调节切换对另一截面的型材进行牵引时,只需要找到对应的丝杠702转动的圈数,就可以实现快速的切换。
35.综上所述,本发明,在安装牵引机构1时,通过将螺栓501拧动伸出安装板4,当牵引机构1靠近拉挤模具安装架3时,螺栓501的伸出段与安装在拉挤模具安装架3上的第二安装板402相贴合,从而可以保证两个安装板相平行,从而可以保证牵引机构1的牵引方向与拉挤模具2的型材出料方向相平行,通过转动丝杠702,可以调节牵引机构1的左右位置,同时将牵引机构1的牵引中心线的高度与拉挤模具2的型材中心线的高度设置为等高,从而可以
保证牵引机构1的牵引方向与拉挤模具2的型材出料方向同向并对齐,当对齐完成后,通过拧动螺栓501,可以使螺栓501顶紧第二安装板402,通过安装上螺钉6,连接两个安装板,可以使牵引机构1与拉挤模具安装架3连接呈一体。
36.上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1