三维打印机的工作平台的制作方法
1.本发明涉及三维打印机技术领域,具体涉及三维打印机的工作平台。
背景技术:
2.三维立体打印机是快速成型的一种工艺,采用层层堆积的方式分层制作出三维模型,一般会采用液态光敏树脂材料、熔融的塑料丝、石膏粉等材料通过喷射粘结剂或挤出等方式实现层层堆积叠加形成三维实体。
3.三维打印机一般结构都设置有一个工作平台,而工作平台上安装有用于携带喷头位移的三轴移动机构以及一个用于承载挤出材料的工作面板,现有的挤出式三维打印机工作平台存在以下问题;
4.1、其工作面板的大小固定,无法进行延展,只能对固有范围内的尺寸进行打印操作,想要打印更大的模型只能更换面板,操作较为麻烦;
5.2、在进行三维模型打印时,挤出式的三维打印机通常需要先将树脂或塑料丝进行加热熔化,然后再将其挤出到工作面板上进行堆叠,打印材料在接触工作面板时需要快速黏贴在其上,以防止后续堆叠时底部发生脱离,从而影响模型的成型效果,因此会将工作面板的上表面构造为粗糙状态,以增加粘连性,但是这样的面板很难进行脱模,在拆离模型时需要使用铲子进行铲取,容易伤害到模型本体,影响模型质量;
6.3、拆离模型后的工作面板上很容易残留模型的残渣,因材料凝固后粘连较为牢固,难以完全清理干净,很容易使后续模型打印时发生粘连不稳的情况,从而导致模型打印质量降低。
7.因此本发明提出三维打印机的工作平台。
技术实现要素:
8.本发明的目的在于:为解决上述背景技术中的问题,本发明提供了三维打印机的工作平台。
9.本发明为了实现上述目的具体采用以下技术方案:
10.三维打印机的工作平台,包括:
11.框架,其上固定连接有四个竖直向上设置的支杆,四个所述支杆上通过螺钮可拆卸安装有两个相对设置的支撑板;
12.延展板,包括两个边板,两个所述边板的相背侧均固定连接有两个水平贯穿支撑板的导向板,两个所述边板之间连接有多个相互插接的中板,所述边板与中板上表面均连接有沿水平方向往复弯折的折叠支撑片;
13.同步驱动件,设置在框架与延展板之间且用于带动两个边板和多个中板同步靠近或远离;
14.通气组件,包括固定连接在框架上的两个集气框,两个所述集气框一端均安装有单向抽气扇,所述集气框上均构造有与单向抽气扇相连通的出风管,所述出风管的另一端
固定连通有连接管,所述边板和中板的底部均竖直贯穿构造有两个通气孔,两个所述通气孔内均固定连通有伸缩管,位于同一个所述边板或中板上的两个伸缩管另一端分别与两个连接管相连通;
15.冷热调节件,设置在两个集气框另一端之间且分别用于对两个集气框加热或制冷;
16.清理组件,包括固定连接在支撑板上的安装框,所述安装框内滑动安装有位于折叠支撑片上侧的管刷,所述管刷与通气组件相连通所述安装框上设置有用于驱动管刷水平移动的驱动组件。
17.进一步地,所述框架包括矩形底框,所述矩形底框一侧固定连接有l型支板,所述l型支板包括第一段与第二段,所述第一段竖直连接在矩形底框的一侧且第二段与矩形底框上下平行设置,四个所述支杆呈矩形分布固定连接在矩形底框上。
18.进一步地,所述折叠支撑片包括朝向水平方向往复弯折延伸的弹性片,所述弹性片的底部构造有多个分别连接在边板与中板一边侧的连接片,所述弹性片底部拐角处均固定连接有滑动安装在边板与中板上表面的滑动块,所述弹性片的上端沿其长度方向阵列构造有多个弯折槽,所述弯折槽内均固定连接有开口向上设置的v型软片。
19.进一步地,其中一个所述边板与多个所述中板的同方向一侧均沿其长度阵列构造有多个插杆,另一个所述边板与多个所述中板的另一侧方向均沿其长度阵列构造有多个插接杆,所述中板两侧以及两个边板的相对侧均构造有用于插杆和插接杆相插合的插接槽,所述插接杆的上表面贯穿插接槽且与边板和中板的上表面相平齐。
20.进一步地,所述同步驱动件包括固定连接在框架上表面的两个转轴,两个所述转轴相对设置且上端均固定套设有皮带轮,两个所述皮带轮之间套接有传送带,所述框架内固定安装有与其中一个转轴相连接的驱动电机,所述传送带位于皮带轮两侧的部位均固定连接有连接座,两个所述连接座相对设置且分别固定连接在两个边板的底部,所述边板与中板之间连接有同步件。
21.进一步地,所述同步件数量为两个且对称设置在延展板的底部,所述同步件包括构造在边板与中板底部的固定柱,所述固定柱上铰接有交叉杆,两个相邻的所述交叉杆两端均铰接相连。
22.进一步地,所述边板和中板均采用不锈钢材质,所述边板和中板内部均水平构造有多个与通气孔相连通的分流孔。
23.进一步地,所述冷热调节件包括固定连接在集气框另一端的双向抽风扇,两个所述集气框之间固定连接有连接框,所述连接框内固定安装有半导体制冷片,所述连接框内固定连接有两个贴合在半导体制冷片两侧的导热片,所述导热片的另一端分别贯穿两个集气框且朝向双向抽风扇设置。
24.进一步地,所述管刷包括滑动安装在安装框内的横管,所述横管底部通过螺栓可拆卸连接有与其内部相连通的海绵刷,其中一个所述集气框上的出风管与横管之间固定连通有软管,所述软管内安装有电磁控制阀。
25.进一步地,所述驱动组件包括固定连接在横管两端的滑板,所述安装框一侧固定连接有导杆且另一侧转动连接有螺杆,其中一个所述滑板滑动套设在导杆上,另一个所述滑板螺纹套设在螺杆上,所述安装框上固定连接有输出轴与螺杆同轴连接的往复电机。
26.本发明的有益效果如下:
27.1、本发明设置有延展板,想要打印比固有尺寸范围更大的模型时,可以通过同步驱动件来带动其中的两个边板和多个中板同步发生相互远离的运动,从而使其上连接的折叠支撑片延展开来,进而增大用于支撑模型的面积,无需更换工作面板,更加便捷。
28.2、本发明需要拆离模型时,可以通过冷热调节件和通气组件对折叠支撑片首先进行加热,使模型底部软化,然后进行制冷,通过热胀冷缩原理,使材料与折叠支撑片发生一定的脱离,最后通过延展板的移动,可以使模型底部与折叠支撑片原本的黏合部位进行错位,从而可以轻易的将模型进行脱模,无需使用铲子,保障了模型的质量。
29.3、本发明在脱模之后,可以通过冷热调节件和通气组件首先对折叠支撑片进行加热,然后使其上残留的材料残渣进行软化,再通过清理组件中的管刷对其表面进行完整的刮蹭,使残渣快速脱离折叠支撑片,清理更加全面性,并且无需人工清理,更加便捷。
附图说明
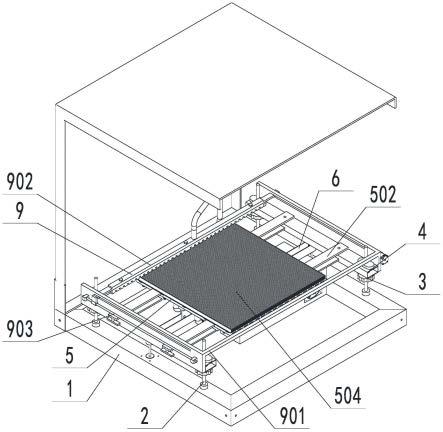
30.图1是本发明立体结构图;
31.图2是本发明立体结构半剖图;
32.图3是本发明局部立体结构爆炸图;
33.图4是本发明通气组件立体结构爆炸图;
34.图5是本发明框架立体结构图;
35.图6是本发明折叠支撑片半剖示意图;
36.图7是本发明折叠支撑片又一半剖示意图;
37.图8是本发明同步驱动件立体结构爆炸图;
38.图9是本发明同步件立体结构图;
39.图10是本发明冷热调节件立体结构爆炸图;
40.图11是本发明清理组件立体结构图;
41.附图标记:1、框架;101、矩形底框;102、l型支板;2、支杆;3、螺钮;4、支撑板;5、延展板;501、边板;5011、插杆;5012、插接杆;5013、插接槽;502、导向板;503、中板;5031、分流孔;504、折叠支撑片;5041、弹性片;5042、连接片;5043、滑动块;5044、弯折槽;5045、v型软片;6、同步驱动件;601、转轴;602、皮带轮;603、传送带;604、驱动电机;605、连接座;606、同步件;6061、固定柱;6062、交叉杆;7、通气组件;701、集气框;702、单向抽气扇;703、出风管;704、连接管;705、通气孔;706、伸缩管;8、冷热调节件;801、双向抽风扇;802、连接框;803、半导体制冷片;804、导热片;9、清理组件;901、安装框;902、管刷;9021、横管;9022、海绵刷;9023、软管;9024、电磁控制阀;903、驱动组件;9031、滑板;9032、导杆;9033、螺杆;9034、往复电机。
具体实施方式
42.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。
43.如图1-图4所示,本发明一个实施例提出的三维打印机的工作平台,包括:
44.框架1,框架1为挤出式三维打印机的支撑架,其上通常设置有三轴移动机构,用于
喷头的空间方位移动,其上固定连接有四个竖直向上设置的支杆2,四个支杆2上通过螺钮3可拆卸安装有两个相对设置的支撑板4,支杆2上构造有外螺纹且其上均螺纹套接有两个螺钮3,其中一个螺钮3抵触在支撑板4的下方,而另一个螺钮3则抵触在支撑板4的上方,通过两个螺钮3与支杆2的螺纹配合,可以改变支撑板4在支杆2上的高度位置,以适应喷头的调零操作,以及工作面板的调平,避免发生偏移而影响模型的打印质量;
45.延展板5,包括两个边板501,两个边板501的相背侧均固定连接有两个水平贯穿支撑板4的导向板502,两个边板501之间连接有多个相互插接的中板503,边板501与中板503上表面均连接有沿水平方向往复弯折的折叠支撑片504,折叠支撑片504采用石墨烯柔性片制成,其整体成蛇形往复弯折,石墨烯具有良好的韧性和导热性,在折叠支撑片504弯折移动的过程中,也可以起到有效的支撑,边板501和中板503均与折叠支撑片504底部的其中一个拐角进行连接,边板501与中板503之间以及中板503两两之间均为水平插接关系,可以以一个为基准另一个沿水平方向进行滑动,从而产生相互远离的运动,可以带动折叠支撑片504的弯折角增大实现延展的效果,以便于对更大尺寸的模型进行支撑;
46.同步驱动件6,设置在框架1与延展板5之间且用于带动两个边板501和多个中板503同步靠近或远离,用于实现折叠支撑片504的多个弯折角同步增大或减小,以便于支撑模型打印时受力更加均匀,防止模型发生偏移,通过延展折叠支撑片504来增大承载模型的面积,无需更换工作面板,操作更加便捷省力;
47.通气组件7,包括固定连接在框架1上的两个集气框701,两个集气框701一端均安装有单向抽气扇702,集气框701上均构造有与单向抽气扇702相连通的出风管703,单向抽气扇702始终朝向出风管703的方向吹气,出风管703的另一端固定连通有连接管704,边板501和中板503的底部均竖直贯穿构造有两个通气孔705,两个通气孔705内均固定连通有伸缩管706,连接管704用于将两个单向抽气扇702吹出的气流进行分散,使气流能够通入到多个伸缩管706内,以便于气体穿过通气孔705吹向折叠支撑片504,位于同一个边板501或中板503上的两个伸缩管706另一端分别与两个连接管704相连通,用于使每个边板501与中板503上的两个伸缩管706分别与两个集气框701进行连通,需要说明的是,伸缩管706采用波纹管,可以随边板501和中板503的移动而移动;
48.冷热调节件8,设置在两个集气框701另一端之间且分别用于对两个集气框701加热或制冷,其中一个集气框701可以通过冷热调节件8吹出热气,另一个集气框701则可以吹出冷气,在装置进行模型打印时,可以先通过通气组件7将其中一个集气框701中的热气吹拂到折叠支撑片504上,因石墨烯良好的导热性可以使其温度快速升高,直至达到可以软化材料但不融化材料的温度,此时可以通过三维打印机的喷头对折叠支撑片504进行材料的挤出涂抹,可以使材料不会在接触折叠支撑片504时快速凝固,软化材料与折叠支撑片504的接触时间更加充足,当折叠支撑片504逐渐冷却时,材料也同步进行凝固,从而提高材料与折叠支撑片504之间的粘连稳固性,有利于保障后续模型的打印质量,而需要进行脱模时首先需要通过通气组件7再次将热气吹拂到折叠支撑片504上,当折叠支撑片504达到软化温度时,迅速关闭该集气框701上的单向抽气扇702,打开另一个集气框701内的单向抽气扇702,使冷气吹拂到折叠支撑片504上,折叠支撑片504迅速冷却的过程中,模型的底层材料也会发生快速凝固,通过热胀冷缩的原理会使模型底层与折叠支撑片504的接触点发生一定的改变,然后通过同步驱动件6来带动延展板5产生一定的移动,使折叠支撑片504自身产
生位置变化,从而使与折叠支撑片504黏合的底层材料脱离粘连,即可完成脱模,无需使用铲子对模型底部铲取,避免了模型的损坏,并且增加了便捷性节省人力;
49.清理组件9,包括固定连接在支撑板4上的安装框901,安装框901内滑动安装有位于折叠支撑片504上侧的管刷902,管刷902与通气组件7相连通,管刷902与通气组件7中用于吹拂冷气的集气框701进行连通,安装框901上设置有用于驱动管刷902水平移动的驱动组件903,在脱模结束后可以通过通气组件7对管刷902进行冷气的通入,并同时对折叠支撑片504进行热气的吹拂,较高的温度可以使折叠支撑片504上残留的材料产生软化,而在驱动组件903的带动下较冷温度的管刷902与软化的材料接触时,就会使材料脱离折叠支撑片504并黏附到管刷902上快速凝固,以此能够更好的对折叠支撑片504进行清理,并且管刷902的长度大于折叠支撑片504的长度,在移动时可以完全覆盖整个折叠支撑片504,清理更加全面,整体清理效率更高,并且清理效果更好,可以有效的避免材料的残留,以保障后续模型打印的效果。
50.如图5所示,在一些实施例中,框架1包括矩形底框101,矩形底框101用于支撑整体设备,矩形底框101一侧固定连接有l型支板102,l型支板102包括第一段与第二段,第一段竖直连接在矩形底框101的一侧且第二段与矩形底框101上下平行设置,四个支杆2呈矩形分布固定连接在矩形底框101上,通过设置l型支板102,可以将三轴移动机构安装在l型支板102上,使喷头能够在矩形底框101的上方进行方位移动,而支杆2设立在矩形底框101上,可以避免三轴移动机构与延展板5发生干涉,增加安全性,保障设备的正常运行。
51.如图6-图7所示,在一些实施例中,折叠支撑片504包括朝向水平方向往复弯折延伸的弹性片5041,弹性片5041的底部构造有多个分别连接在边板501与中板503一边侧的连接片5042,其中一个边板501和所有中板503上只连接有一个连接片5042,上述连接片5042两两之间的距离等同,而另一个边板501则连接有两个连接片5042,两个连接片5042分别连接在其上表面的宽度方向两侧,用于起到定位效果,弹性片5041底部拐角处均固定连接有滑动安装在边板501与中板503上表面的滑动块5043,在边板501和中板503发生相互远离或靠近的移动时,通过连接片5042可以使弹性片5041同步发生同距离的延展,而在延展的过程中,滑动块5043可以起到上下限位的效果,避免弹性片5041发生偏移,从而导致对模型的底部支撑不平整,增加安全性,弹性片5041的上端沿其长度方向阵列构造有多个弯折槽5044,弯折槽5044内均固定连接有开口向上设置的v型软片5045,弹性片5041上下两侧的弯折槽5044角度一致,折叠支撑片504具有两个状态,一个是收缩状态,此时v型软片5045填充在弯折槽5044内部,使折叠支撑片504的上表面形成一个具有一定缝隙的平面,可以有效的对模型进行支撑,并且可以使一定的材料渗入到缝隙中,增加对模型底部的粘连稳固性,保障模型的打印质量,而在进行延展时,所有的弯折槽5044均会通过连接片5042的移动而产生角度的增大,其间会带动v型软片5045同步产生角度变化,直至v型软片5045拉伸成一个平直状态,此时即为延展完成的状态,v型软片5045的两端连接在弯折槽5044的开口部位,在v型软片5045被拉伸成平直状态时,其上表面与弹性片5041的上端弯折角保持在同一水平面内,保障模型底部的平整状态,并且v型软片5045与弯折槽5044形成三角形结构,支撑稳定性也得以保障,并增大了可以支撑模型的面积,整体操作无需更换工作面板,更加便捷且具有创新性。
52.如图3所示,在一些实施例中,其中一个边板501与多个中板503的同方向一侧均沿
其长度阵列构造有多个插杆5011,另一个边板501与多个中板503的另一侧方向均沿其长度阵列构造有多个插接杆5012,同一个中板503上的插杆5011和插接杆5012所处的平面呈上下分布,边板501和中板503的宽度一致,且插杆5011与插接杆5012的长度均小于边板501以及中板503的宽度,中板503两侧以及两个边板501的相对侧均构造有用于插杆5011和插接杆5012相插合的插接槽5013,插接杆5012的上表面贯穿插接槽5013且与边板501和中板503的上表面相平齐,在通过同步驱动件6带动边板501和中板503进行相互远离的移动时,可以通过插杆5011和插接杆5012来保障边板501和中板503的平直移动,避免其发生偏移,插接杆5012在移动的过程中始终与折叠支撑片504的底部相抵触,从而可以保障折叠支撑片504的支撑力,防止其发生弯折偏移。
53.如图8所示,在一些实施例中,同步驱动件6包括固定连接在框架1上表面的两个转轴601,两个转轴601相对设置且上端均固定套设有皮带轮602,两个皮带轮602之间套接有传送带603,框架1内固定安装有与其中一个转轴601相连接的驱动电机604,传送带603位于皮带轮602两侧的部位均固定连接有连接座605,两个连接座605相对设置且分别固定连接在两个边板501的底部,边板501与中板503之间连接有同步件606,同步件606用于使边板501和中板503联动配合,同步产生移动,而在对折叠支撑片504进行延展时,可以通过驱动电机604带动其中一个转轴601进行转动,并通过皮带轮602和传送带603的配合,使另一个转轴601也同步发生转动,在传送带603的移动过程中,两个相对设置的连接座605会带动两个边板501进行相反方向的移动,从而可以带动中板503也产生同步移动,进而实现折叠支撑片504的延展操作,整体操作自动运行,节省人力,更加便捷。
54.如图9所示,在一些实施例中,同步件606数量为两个且对称设置在延展板5的底部,同步件606包括构造在边板501与中板503底部的固定柱6061,固定柱6061上铰接有交叉杆6062,交叉杆6062包括两个长度一致的杆体,两个杆体的中部相交设置且铰接在固定柱6061上,两个相邻的交叉杆6062两端均铰接相连,多个交叉杆6062的杆体端部相对设置且相互铰接,可以形成一个剪叉式结构,通过剪叉式结构可以使两个边板501上的固定柱6061发生移动时,其余固定柱6061均同步朝向两个相背或相对的方向移动,从而带动延展板5相互分离或靠近,以实现折叠支撑片504的延展与折叠。
55.如图3-图4所示,在一些实施例中,边板501和中板503均采用不锈钢材质,边板501和中板503内部均水平构造有多个与通气孔705相连通的分流孔5031,不锈钢材质具有良好的导热效果,在出风管703的冷风或热风吹入到通气孔705内时,会有一部分气流进入到分流孔5031内,从而对边板501和中板503进行加热或降温,而边板501与中板503均与折叠支撑片504进行连接接触,可以均匀的对其进行热量传导,加速其温度的变化,保障模型底层的稳定沾粘以及快速脱模操作的进行。
56.如图10所示,在一些实施例中,冷热调节件8包括固定连接在集气框701另一端的双向抽风扇801,两个集气框701之间固定连接有连接框802,连接框802内固定安装有半导体制冷片803,连接框802内固定连接有两个贴合在半导体制冷片803两侧的导热片804,导热片804的另一端分别贯穿两个集气框701且朝向双向抽风扇801设置,半导体制冷片803可以将电能转化为热能,其一面为制冷面另一面为制热面,导热片804包括贴合在半导体制冷片803两侧的铜板,铜板另一侧阵列构造有多个贯穿集气框701的铜片,可以有效的将热量传递给集气框701内部,也可以将集气框701内部的热量吸收从而起到制冷效果,将制热和
制冷效果均利用起来,提高了能量的利用率,双向抽风扇801的设置,在需要对折叠支撑片504进行热风吹拂时,朝向半导体制冷片803加热面的集气框701进行工作,双向抽风扇801朝向集气框701内部进行吹风,而另一个双向抽风扇801则将集气框701内的冷气向外排放,避免冷气通过出风管703流入到折叠支撑片504,从而影响其制热效果,同理,当需要对折叠支撑片504进行制冷时,两个双向抽风扇801反向吹风即可,保障了制热与制冷的效果。
57.如图1、图10和图11所示,在一些实施例中,管刷902包括滑动安装在安装框901内的横管9021,横管9021底部通过螺栓可拆卸连接有与其内部相连通的海绵刷9022,海绵刷9022采用硬度高的海绵,可以有效的对折叠支撑片504的上表面进行刮蹭,其中一个集气框701上的出风管703与横管9021之间固定连通有软管9023,上述集气框701朝向半导体制冷片803制冷面的一侧,软管9023内安装有电磁控制阀9024,电磁控制阀9024采用三通电磁阀,在需要对模型进行脱模处理时,首先需要通过另一个集气框701中的单向抽气扇702对折叠支撑片504进行加热处理,然后通过电磁控制阀9024将制冷部分的出风管703接口进行封闭,此时两个双向抽风扇801均朝向集气框701内部进行吹风,可以使冷气通过软管9023流入到横管9021内,然后在通过海绵刷9022吹出,在海绵刷9022接触到软化的残余材料时,会使材料快速冷却凝固,并黏附在海绵刷9022上,从而使其对折叠支撑片504的清理更加干净,保障后续的模型打印质量。
58.如图1和图11所示,在一些实施例中,驱动组件903包括固定连接在横管9021两端的滑板9031,安装框901一侧固定连接有导杆9032且另一侧转动连接有螺杆9033,其中一个滑板9031滑动套设在导杆9032上,另一个滑板9031螺纹套设在螺杆9033上,安装框901上固定连接有输出轴与螺杆9033同轴连接的往复电机9034,通过往复电机9034可以带动螺杆9033进行转动,从而带动滑板9031沿螺杆9033的长度方向进行移动,而另一个滑板9031则会在导杆9032上进行同步滑动,以起到导向作用,避免横管9021在移动时偏移而卡住,增加安全性,而设置往复电机9034可以使横管9021往复移动,对折叠支撑片504进行往复刮蹭,提高清理效果,并且自动进行节省人力。
59.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1