一种玄武岩纤维复合材料的成型工艺的制作方法
1.本发明涉及注塑成型技术领域,特别涉及一种玄武岩纤维复合材料的成型工艺。
背景技术:
2.热塑性树脂具有易加工、可回收利用、韧性高等优点,但其强度、模量等性能在一些使用环境下达不到要求,因此需要对其力学性能进行增强改性。玄武岩纤维具有优异的力学性能,较高的耐化学介质性能,且能在较宽的温度范围内使用,其优异的性能可以增强热塑性树脂,得到一种新型的轻质高强、可回收利用的玄武岩纤维复合材料。
3.现有玄武岩纤维复合材料大部分都是将树脂材料与纤维材料直接注塑成型。该工艺方法操作简单,制造成本低,但是注塑过程中,连续柔性纤维材料易受到树脂材料的冲击而变形,使得生产过程中产品质量不可控,导致复合材料产品性能下降,并且产品设计自由度低,不能满足复杂环境下的需求。
技术实现要素:
4.针对现有技术的不足,本发明提供一种玄武岩纤维复合材料的成型工艺,该成型工艺先制备具有贯通孔的预制注塑件,预制注塑件为预制件,其尺寸可控、质量可控、材料均匀,且其贯通孔可根据实际需要设置,具有设计自由度高的优点;多股连续玄武岩纤维通过浸胶、复合、冷却定型为固化纤维束,放入贯通孔后,再往贯通孔内注入热塑性树脂,纤维不易变形;最后通过保压、加热,使预制注塑件、固化纤维束原位熔融,并分别与热塑性树脂相容,再冷却,一体成型为玄武岩纤维复合材料,进行材料复合结构优化,提高承载和抗变形能力,从而提高复合材料的整体性能。
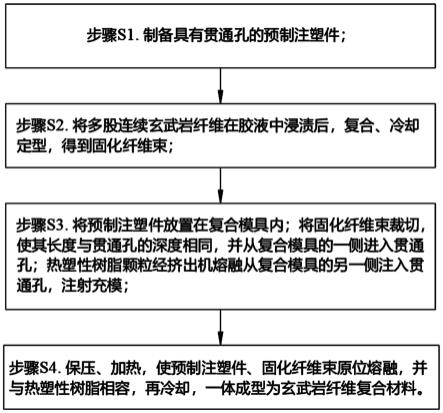
5.本发明采用的技术方案是:一种玄武岩纤维复合材料的成型工艺,包括以下步骤:步骤s1. 制备具有贯通孔的预制注塑件;步骤s2. 将多股连续玄武岩纤维在胶液中浸渍后,复合、冷却定型,得到固化纤维束;步骤s3. 将预制注塑件放置在复合模具内;将固化纤维束裁切,使其长度与贯通孔的深度相同,并从复合模具的一侧进入贯通孔;热塑性树脂颗粒经挤出机熔融从复合模具的另一侧注入贯通孔,注射充模;步骤s4. 保压、加热,使预制注塑件、固化纤维束原位熔融,并与热塑性树脂相容,再冷却,一体成型为玄武岩纤维复合材料。
6.在本技术公开的玄武岩纤维复合材料的成型工艺中,所述步骤s1中,具有贯通孔的预制注塑件通过一体成型工艺制得。
7.在本技术公开的玄武岩纤维复合材料的成型工艺中,所述预制注塑件的制备方法为:步骤s11. 将短切玄武岩纤维加入改性纳米粒子浆体中,搅拌混合、干燥,得到改
性短切玄武岩纤维;步骤s12. 将热塑性树脂颗粒、改性短切玄武岩纤维混合,熔融共挤出,注入预制注塑件模具,冷却成型得到预制注塑件。
8.在本技术公开的玄武岩纤维复合材料的成型工艺中,所述步骤s11中,改性纳米粒子浆体是以热塑性树脂的有机溶液为上浆剂,纳米二氧化硅为填充剂。
9.在本技术公开的玄武岩纤维复合材料的成型工艺中,所述预制注塑件的贯通孔不少于1个。
10.在本技术公开的玄武岩纤维复合材料的成型工艺中,所述贯通孔的横截面形状为圆形或多边形。
11.在本技术公开的玄武岩纤维复合材料的成型工艺中,所述固化纤维束由多股平行的连续玄武岩纤维拼合而成。
12.在本技术公开的玄武岩纤维复合材料的成型工艺中,所述固化纤维束的径向截面的面积为s1,所述贯通孔的横截面的面积为s2,s1/s2的取值范围为0.3~0.8。
13.在本技术公开的玄武岩纤维复合材料的成型工艺中,所述步骤s2中,所述胶液为添加有纳米二氧化硅的热塑性树脂熔融液。
14.在本技术公开的玄武岩纤维复合材料的成型工艺中,所述步骤s3中,复合模具的模具腔与预制注塑件的外表面轮廓适配。
15.与现有技术相比,本发明的有益效果是:本技术提供一种玄武岩纤维复合材料的成型工艺,先制备具有贯通孔的预制注塑件,再按贯通孔的尺寸,将多股连续玄武岩纤维浸胶、复合、冷却定型、裁切为固化纤维束,并将固化纤维束放入贯通孔,热塑性树脂颗粒经挤出机熔融注入贯通孔,最后通过保压、加热使预制注塑件、固化纤维束原位熔融,并分别与热塑性树脂相容,形成一体结构,再冷却成型,得到玄武岩纤维复合材料。该预制注塑件为预制件,其形状和材料可灵活调整,贯通孔也可根据实际需要设置,具有设计自由度高的优点,并且其尺寸可控、质量可控、材料均匀,有利于工厂模数化生产,提高生产效率。固化后的玄武岩纤维受到树脂的冲击不易变形,能最大范围发挥连续玄武岩纤维的力学性能,对树脂材料进行结构优化,提高热塑性树脂的承载和抗变形能力。
附图说明
16.为了更清楚地说明本技术实施例的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
17.图1为玄武岩纤维复合材料的成型工艺的流程示意图;图2为玄武岩纤维复合材料的成型结构示意图;图3为贯通孔的结构示意图。
18.附图标记:1、复合模具;2、预制注塑件;3、贯通孔;4、固化纤维束;5、挤出机。
具体实施方式
19.为使本技术的上述目的、特征和优点能够更为明显易懂,下面结合附图,对本技术的具体实施方式做详细的说明。可以理解的是,此处所描述的具体实施例仅用于解释本技术,而非对本技术的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本技术相关的部分而非全部结构。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本技术保护的范围。
20.本技术中的术语“包括”和“具有”以及它们任何变形,意图在于覆盖不排他的包含。例如包含了一系列步骤或单元的过程、方法、系统、产品或设备没有限定于已列出的步骤或单元,而是可选地还包括没有列出的步骤或单元,或可选地还包括对于这些过程、方法、产品或设备固有的其它步骤或单元。
21.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
22.在本技术中提及“实施例”意味着,结合实施例描述的特定特征、结构或特性可以包含在本技术的至少一个实施例中。在说明书中的各个位置出现该短语并不一定均是指相同的实施例,也不是与其它实施例互斥的独立的或备选的实施例。本领域技术人员显式地和隐式地理解的是,本文所描述的实施例可以与其它实施例相结合。
23.请参阅图1~3所示,本技术实施例提供了一种玄武岩纤维复合材料的成型工艺,主要目的是解决现有玄武岩纤维复合材料生产过程中产品质量不可控,产品设计自由度低,不能满足复杂环境下的需求等问题。
24.本技术公开的玄武岩纤维复合材料的成型工艺,包括以下步骤:步骤s1. 制备具有贯通孔3的预制注塑件2。
25.步骤s2. 将多股连续玄武岩纤维在胶液中浸渍后,复合、冷却定型,得到固化纤维束4。
26.步骤s3. 将预制注塑件2放置在复合模具1内;将固化纤维束4裁切,使其长度与贯通孔3的深度相同,并从复合模具1的一侧进入贯通孔3;热塑性树脂颗粒经挤出机5熔融从复合模具1的另一侧注入贯通孔3,注射充模。
27.步骤s4. 保压、加热,使预制注塑件2、固化纤维束4原位熔融,并与热塑性树脂相容,再冷却,一体成型为玄武岩纤维复合材料。
28.本技术的预制注塑件2的贯通孔3可以纵向、横向、斜向设置,不同方向的贯通孔3,可以对预制注塑件2进行不同部位的加强,具有设计自由度高的优点;同时预制注塑件2放置在复合模具1内,其贯通孔3也可纵向、横向、斜向三个方向放置,固化纤维束4和树脂可从贯通孔3的同一端进入,也可分别从两端进入,优选为固化纤维束4和树脂分别从贯通孔3的两端进入。
29.本技术的预制注塑件2为预制件,其形状和材料可灵活调整,贯通孔3也可根据实际需要设置,具有设计自由度高的优点,并且其尺寸可控、质量可控、材料均匀,有利于工厂模数化生产,提高生产效率。
30.由于连续玄武岩纤维为柔性纤维材料,其在注塑过程中,易受到树脂材料的冲击
而变形,不能完全发挥连续纤维的力学性能,导致复合材料产品性能下降,本技术将多股连续玄武岩纤维在胶液中浸渍后,复合、冷却定型,得到硬质的固化纤维束4;固化纤维束4放入预制注塑件2的贯通孔3后,热塑性树脂再注入贯通孔3内,固化后的玄武岩纤维受到树脂的冲击不易变形,能最大范围发挥连续玄武岩纤维的力学性能,对树脂材料进行结构优化。
31.放入贯通孔3内的固化纤维束4通过热塑性树脂与预制注塑件2实现连接,通过保压、加热,使预制注塑件2、固化纤维束4原位熔融,分别与热塑性树脂相容,形成一体结构,再冷却成型,得到玄武岩纤维复合材料。该玄武岩纤维复合材料能充分发挥连续玄武岩纤维的力学性能,提高热塑性树脂的承载和抗变形能力。
32.在一个实施例中,在步骤s1中,具有贯通孔3的预制注塑件2通过一体成型工艺制得。
33.具体地,预制注塑件2的制备方法为:步骤s11. 将短切玄武岩纤维加入改性纳米粒子浆体中,搅拌混合、干燥,得到改性短切玄武岩纤维。
34.步骤s12. 将热塑性树脂颗粒、改性短切玄武岩纤维混合,熔融共挤出,注入预制注塑件模具,冷却成型得到预制注塑件2。
35.由于玄武岩纤维的表面光洁、表面能较低、比表面积小,不易与基体相或界面相材料发生反应,容易脱粘抽出,影响了复合材料的性能表现,本技术通过改性纳米粒子浆体对短切玄武岩纤维进行改性,以增大其表面的粗糙度和化学反应活性,提高纤维与树脂材料的粘合程度。
36.具体地,改性纳米粒子浆体是以热塑性树脂的有机溶液为上浆剂,纳米二氧化硅为填充剂。其中,有机溶剂为氯仿、二甲基亚砜、二甲基乙酰胺、氮甲基吡咯烷酮和中的一种或几种的组合。
37.改性后的短切玄武岩纤维与热塑性树脂结合力度变强,改善了热塑性树脂的力学性能,提高了预制注塑件2的抗冲击能力。再根据实际情况,在预制注塑件2的贯通孔3内加入连续玄武岩纤维复合的纤维束,进一步提高复合材料的抗冲击和弯曲性能。
38.改性短切玄武岩纤维与热塑性树脂颗粒混合后,熔融共挤出,得到的预制注塑件材料均匀,质量可控,并可按照不同比例添加,以满足复杂环境下的需求。
39.在一个实施例中,预制注塑件2的贯通孔3不少于1个。具体地,预制注塑件2的贯通孔3可以为1个、2个、3个、5个等,其可根据复合材料实际需要的力学性能设置,即通过设置不同数量或不同位置的贯通孔3,实现复合材料的力学性能可控。
40.在一个实施例中,贯通孔3的横截面形状为圆形或多边形。多边形具有三角形、矩形、五边形、六边形等。贯通孔3的横截面形状以规则形状为最佳,便于固化纤维束4进入,并使热塑性树脂均匀分布在贯通孔3内,便于与预制注塑件2、固化纤维束4相容。
41.在一个实施例中,固化纤维束4由多股平行的连续玄武岩纤维拼合而成,保证了树脂的浸透速度,提高复合材料的性能。
42.在一个实施例中,固化纤维束4的径向截面的面积为s1,贯通孔3的横截面的面积为s2,s1/s2的取值范围为0.3~0.8。具体地,s1/s2的取值范围可以为0.3、0.4、0.5、0.6、0.7、0.8,在保证固化纤维束4能进入贯通孔3的同时,预留出足够的空间以供注入热塑性树脂,使热塑性树脂将固化纤维束4与预制注塑件2连接起来,一体成型。
43.在一个实施例中,在步骤s2中,胶液为具有纳米二氧化硅的热塑性树脂熔融液。其中,纳米二氧化硅可增大玄武岩纤维表面的粗糙度和化学反应活性,提高纤维与热塑性树脂的粘合程度,以提高复合材料的力学性能。热塑性树脂熔融液作为胶液,便于后续与预制注塑件2、热塑性树脂相容,形成一体结构。
44.在一个实施例中,在步骤s3中,复合模具1的模具腔与预制注塑件2的外表面轮廓适配。模具腔与预制注塑件2的外表面轮廓适配,将预制注塑件2放入模具腔内,其贯通孔3位置相对固定,便于固化纤维束4和热塑性树脂进入,同时便于将预制注塑件2、固化纤维束4、热塑性树脂一体成型。
45.在一个具体的实施方式中,以聚乙烯(pe)为例,将聚乙烯树脂颗粒、改性短切玄武岩纤维混合,熔融共挤出,注入预制注塑件模具,冷却成型得到具有纵向贯通孔3的预制注塑件2;多股连续玄武岩纤维从熔融的聚乙烯树脂中通过,聚乙烯树脂粘附在纤维表面,经复合、冷却定型,得到固化纤维束4;请参见图2所示,将预制注塑件2放置在复合模具1内,将固化纤维束4裁切,使其长度与贯通孔3的深度相同,并从复合模具1的上侧进入贯通孔3;聚乙烯树脂颗粒经挤出机5熔融从复合模具1的下侧注入贯通孔3,注射充模;经保压、加热,使预制注塑件2、固化纤维束4原位熔融,并与聚乙烯树脂相容,再冷却,一体成型为玄武岩纤维复合材料。
46.本技术实施例提供了一种玄武岩纤维复合材料的成型工艺,先制备具有贯通孔3的预制注塑件2,再按贯通孔3的尺寸,将多股连续玄武岩纤维浸胶、复合、冷却定型、裁切为固化纤维束4,并将固化纤维束4放入贯通孔3,热塑性树脂颗粒经挤出机5熔融注入贯通孔3,最后通过保压、加热使预制注塑件2、固化纤维束4原位熔融,并分别与热塑性树脂相容,形成一体结构,再冷却成型,得到玄武岩纤维复合材料。该预制注塑件2为预制件,其形状和材料可灵活调整,贯通孔3也可根据实际需要设置,具有设计自由度高的优点,并且其尺寸可控、质量可控、材料均匀,有利于工厂模数化生产,提高生产效率。固化后的玄武岩纤维受到树脂的冲击不易变形,能最大范围发挥连续玄武岩纤维的力学性能,对树脂材料进行结构优化,提高热塑性树脂的承载和抗变形能力。
47.以上仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1