一种全自动软管高速注肩机的制作方法
1.本发明涉及注肩机领域,具体是涉及一种全自动软管高速注肩机。
背景技术:
2.对于任何一种设备而言,生产速度和产品质量都是至关重要的。在全自动软管注肩机设备中,模架的设计对软管的质量和产量都有着至关重要的影响。
3.目前现有的设备中,多为成型模碗在下,芯棒在上,模碗跟着芯棒随转盘转动,此种结构保压冷却效果好,但成型碗在下成型效果不好;或者成型模碗在上,芯棒在下,模碗不跟着芯棒随转盘,此种结构成型效果好,但是保压冷却效果不好,无法满足实际使用所需。
4.由上可见,现有的软管注肩机存在精度低和冷却成型效果差的缺点,难以得到推广应用。
5.因此,需要提供一种全自动软管高速注肩机,旨在解决上述问题。
技术实现要素:
6.针对现有技术存在的不足,本发明实施例的目的在于提供一种全自动软管高速注肩机,以解决上述背景技术中的问题。
7.为实现上述目的,本发明提供如下技术方案:
8.一种全自动软管高速注肩机,包括注肩机构和射座机构,所述注肩机构包括转盘机构、进管机构和出管机构,所述进管机构内设置有进管对位机构,且所述进管对位机构连接有进管辊轮机构,所述出管机构包括出管提管机构、机械抓手机构和出管输送带,所述转盘机构包括转盘和模架,所述出管提管机构的一侧设置有出管输送带,所述射座机构包括射座底架、挤出机构和喷料机构,所述喷料机构安装于挤出机构的一侧,所述挤出机构安装于射座底架上,所述挤出机构和喷料机构通过第一导轨滑块活动安装于射座底架上,第一气缸的输出轴通过第四连接板与挤出机构相连接,所述第一气缸通过第五连接板安装于射座底架上。
9.作为本发明进一步的方案,所述转盘机构还包括第一电机、安装板、安装座、轴承、第一连接轴和小转盘,所述第一电机安装于安装板上,所述转盘固定连接有第一电机的外圈输出轴,所述第一连接轴固定连接有第一电机的内圈输出轴,所述第一连接轴配合连接有轴承的内圈,所述轴承的外圈配合安装于安装座上,所述安装座的上端面与小转盘配合连接。
10.作为本发明进一步的方案,所述转盘机构还包括底板、旋转接头外套、第三深沟球轴承、旋转接头轴、第一连接板、分水器底板、分水器和连杆,所述第一连接轴的内圈贯穿连接有若干根不锈钢水管,所述不锈钢水管的上端连接有分水器,所述不锈钢水管的下端连接有旋转接头轴,所述底板与旋转接头外套相连接,所述旋转接头外套的内圈安装有第三深沟球轴承,所述轴承内圈与旋转接头轴相配合连接,所述旋转接头轴通过第一连接板与
分水器底板固定连接,所述分水器底板与分水器固定连接。
11.作为本发明进一步的方案,所述分水器底板上安装有若干个直线轴承,所述直线轴承的内部设置有连杆,所述连杆的下端固定安装于小转盘上,所述连杆的上端与九边形框相连接,所述九边形框的上端安装有分气盘,所述分气盘连接有电磁阀,所述分气盘的上端通过第二连接轴与旋转接头的下端相连接,所述旋转接头的上端连接有气管。
12.作为本发明进一步的方案,所述出管提管机构包括出管夹管器、软管、手指气缸、第二连接板、第三连接板和滑台模组,所述出管夹管器固定连接有手指气缸的活塞杆,所述手指气缸通过第二连接板和第三连接板安装于滑台模组上,所述出管夹管器的下方设置有软管。
13.作为本发明进一步的方案,所述挤出机构包括第一立板、第二气缸、第六连接板、第三连接轴、第二立板、轴承座、第四连接轴、第一同步轮、同步带、第二同步轮、第一减速机、螺杆、料筒和第三立板,所述第一立板固定安装于射座底架上,所述第一立板上安装有第二气缸,所述第二气缸通过第六连接板和第三连接轴与第二立板相连接,所述第二立板上安装有轴承座,所述轴承座的内圈与第四连接轴相连接,所述第四连接轴的一侧与第一同步轮相连接,所述第一同步轮通过同步带和第二同步轮分别与第一减速机和第二电机相连接,所述第四连接轴的另一侧与螺杆相连接,所述螺杆的外圆与料筒配合连接,所述料筒固定安装于第三立板上。
14.作为本发明进一步的方案,所述料筒的外圈安装有第一加热圈,料斗通过第七连接板固定安装于第三立板上,所述第三立板和料筒分别与料斗的对应连接处设置有进料口,所述第二立板安装于第二导轨滑块上,所述第二导轨滑块另一侧的安装面以及第三立板均安装于面板上。
15.作为本发明进一步的方案,所述喷料机构包括喷料背板、第二减速机、第三电机、偏心轮、第一深沟球轴承、凸轮、第二深沟球轴承、第一定位销和料杆调节块,所述喷料背板通过两侧开设的螺纹孔安装于挤出机构两侧的第四立板上,所述喷料背板的背面安装有第二减速机和第三电机,所述第二减速机的输出轴与偏心轮固定连接,所述偏心轮的外圈与第一深沟球轴承配合连接,所述第一深沟球轴承的外圈与凸轮配合连接,所述凸轮的下端通过第二深沟球轴承和第一定位销与料杆调节块相连接。
16.作为本发明进一步的方案,所述喷料机构还包括第五连接轴、第二定位销、料杆螺母和料杆,所述料杆调节块上安装有若干个料杆调节块,所述料杆调节块通过第二定位销和料杆螺母连接有料杆,所述料杆螺母的外圆小于第五连接轴的内径,且所述料杆与料杆螺母螺纹连接。
17.作为本发明进一步的方案,所述料杆的下方设置有模头,所述模头上的进料口与料筒上的出料口相对应连接,所述模头上安装有若干个定位轴,所述定位轴的内圆与料杆配合连接,所述模头的下方安装有料嘴和气盖,所述气盖连接有吹气系统,所述模头内安装有若干个第二加热圈。
18.综上所述,本发明实施例与现有技术相比具有以下有益效果:
19.1.本发明为一个转盘上有九套模架的结构,使得软管注肩后一直处在一个持续的冷却保压的环境下,软管成型效果更好,避免肩部翘起的现象发生。
20.2.与传统的分割器带动转盘相比,本发明使用电机带动转盘转动,速度快、精确度
高。
21.3.模架的结构为芯棒在下,成型模碗在上,利于料的流动,成型效果更好。
22.4.进管分为一次对位和二次对位,对位精准,生产合格率高。
23.5.进管的进管辊轮有四个工位,从软管进入到辊轮位第一工位,软管从辊轮进入到芯棒为第三工位,中间空了一个工位,所以当有空管进入到辊轮时,多了一个缓存的时间,避免了空管进入到芯棒的现象发生。同时辊轮进管和辊上的软管插入到芯棒上可以同时进行,速度更快。
24.为更清楚地阐述本发明的结构特征和功效,下面结合附图与具体实施例来对本发明进行详细说明。
附图说明
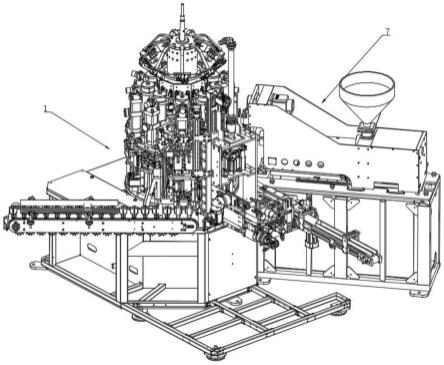
25.图1为发明实施例的结构示意图。
26.图2为发明实施例中注肩机构的结构示意图。
27.图3为发明实施例中转盘机构的结构示意图。
28.图4为发明实施例中转盘机构的前视结构示意图。
29.图5为发明实施例中转盘机构的剖视结构示意图。
30.图6为发明实施例中分水器主体连接的结构示意图。
31.图7为发明实施例中分水器主体连接的剖视结构示意图。
32.图8为发明实施例中进管机构的结构示意图。
33.图9为发明实施例中进管对位机构的结构示意图。
34.图10为发明实施例中进管辊轮机构的结构示意图。
35.图11为发明实施例中出管机构的结构示意图。
36.图12为发明实施例中出管提管机构的结构示意图。
37.图13为发明实施例中射座机构的结构示意图。
38.图14为发明实施例中挤出机构的剖视结构示意图。
39.图15为发明实施例中挤出机构的俯视结构示意图。
40.图16为发明实施例中挤出机构的半剖结构示意图。
41.图17为发明实施例中喷料机构的结构示意图。
42.图18为发明实施例中喷料机构的前视结构示意图。
43.图19为发明实施例中喷料机构的剖视结构示意图。
44.图20为发明实施例中料杆的剖视结构示意图。
45.附图标记:1、注肩机构;101、第一电机;102、安装板;103、转盘;104、安装座;105、轴承;106、第一连接轴;107、小转盘;108、不锈钢水管;109、九边形框;110、电磁阀;111、分气盘;112、第二连接轴;113、旋转接头;114、气管;2、转盘机构;201、底板;202、旋转接头外套;203、第三深沟球轴承;204、旋转接头轴;205、第一连接板;206、分水器底板;207、分水器;208、连杆;209、直线轴承;3、进管机构;301、进管对位机构;302、进管辊轮机构;4、出管机构;401、出管夹管器;402、软管;403、手指气缸;404、第二连接板;405、第三连接板;406、滑台模组;407、出管输送带;408、模架;409、出管提管机构;5、挤出机构;501、第一导轨滑块;502、第一气缸;503、第四连接板;504、第五连接板;505、射座底架;506、第一立板;507、
第二气缸;508、第六连接板;509、第三连接轴;510、第二立板;511、轴承座;512、第四连接轴;513、第一同步轮;514、同步带;515、第二同步轮;516、第一减速机;517、螺杆;518、料筒;519、第三立板;520、第一加热圈;521、料斗;522、第七连接板;523、第二导轨滑块;524、面板;525、第二电机;526、第四立板;6、喷料机构;601、喷料背板;602、第二减速机;603、第三电机;604、偏心轮;605、第一深沟球轴承;606、凸轮;607、第二深沟球轴承;608、第一定位销;609、料杆调节块;610、第五连接轴;611、第二定位销;612、料杆螺母;613、料杆;614、模头;615、定位轴;616、料嘴;617、气盖;618、第二加热圈;7、射座机构。
具体实施方式
46.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
47.以下结合具体实施例对本发明的具体实现进行详细描述。
48.参见图1~图20,一种全自动软管高速注肩机,包括注肩机构1和射座机构7,所述注肩机构1包括转盘机构2、进管机构3和出管机构4,所述进管机构3内设置有进管对位机构301,且所述进管对位机构301连接有进管辊轮机构302,所述出管机构4包括出管提管机构409、机械抓手机构和出管输送带407,所述转盘机构2包括转盘103和模架408,所述出管提管机构409的一侧设置有出管输送带407,所述射座机构7包括射座底架505、挤出机构5和喷料机构6,所述喷料机构6安装于挤出机构5的一侧,所述挤出机构5安装于射座底架505上,所述挤出机构5和喷料机构6通过第一导轨滑块501活动安装于射座底架505上,第一气缸502的输出轴通过第四连接板503与挤出机构5相连接,所述第一气缸502通过第五连接板504安装于射座底架505上。
49.优选的,当射座机构7工作时,第一气缸502缩回,挤出机构5和喷料机构6伸出到与芯棒相对应的位置,当机器停止工作时,气缸伸出,挤出机构5和喷料机构6整体缩回。
50.进一步,所述转盘机构2还包括第一电机101、安装板102、安装座104、轴承105、第一连接轴106和小转盘107,所述第一电机101安装于安装板102上,所述转盘103固定连接有第一电机101的外圈输出轴,所述第一连接轴106固定连接有第一电机101的内圈输出轴,所述第一连接轴106配合连接有轴承105的内圈,所述轴承105的外圈配合安装于安装座104上,所述安装座104的上端面与小转盘107配合连接。
51.优选的,小转盘107与模架的上端固定,模架的下端与转盘103固定,当电机转动时,转盘103带着模架与小转盘107一起转动。
52.进一步,所述转盘机构2还包括底板201、旋转接头外套202、第三深沟球轴承203、旋转接头轴204、第一连接板205、分水器底板206、分水器207和连杆208,所述第一连接轴106的内圈贯穿连接有若干根不锈钢水管108,所述不锈钢水管108的上端连接有分水器207,所述不锈钢水管108的下端连接有旋转接头轴204,所述底板201与旋转接头外套202相连接,所述旋转接头外套202的内圈安装有第三深沟球轴承203,所述轴承105内圈与旋转接头轴204相配合连接,所述旋转接头轴204通过第一连接板205与分水器底板206固定连接,所述分水器底板206与分水器207固定连接。
53.优选的,第一电机101转动时,小转盘107转动,分水器207跟随小转盘107一起转
动,旋转接头轴204转动,旋转接头外套202固定在底板上不动。
54.进一步,所述分水器底板206上安装有若干个直线轴承209,所述直线轴承209的内部设置有连杆208,所述连杆208的下端固定安装于小转盘107上,所述连杆208的上端与九边形框109相连接,所述九边形框109的上端安装有分气盘111,所述分气盘111连接有电磁阀110,所述分气盘111的上端通过第二连接轴112与旋转接头113的下端相连接,所述旋转接头113的上端连接有气管114。
55.优选的,电磁阀110通过气管与模架上的气缸和气液增压缸相连,当第一电机101转动时,转盘103、分水器207、九边形框109、分气盘111以及模架一起转动。
56.进一步,所述出管提管机构409包括出管夹管器401、软管402、手指气缸403、第二连接板404、第三连接板405和滑台模组406,所述出管夹管器401固定连接有手指气缸403的活塞杆,所述手指气缸403通过第二连接板404和第三连接板405安装于滑台模组406上,所述出管夹管器401的下方设置有软管402。
57.优选的,滑台模组406运动带动出管夹管器401上下运动,当模架上的芯棒伸出后,由于芯棒底部有通气系统吹气,将软管402向上顶出,滑台模组406带动出管夹管器401向下运动,抓取软管402,滑台模组406向上运动,带动软管402向上提起,接着,出管夹管器401上装有吸嘴,吸嘴吸住软管402将其放置在出管输送带407上,出管输送带407输送至收纳箱或者下一工序。
58.需要特别说明的是,进管机构3包括有机座,机座的表面安装有进管机械手,进管机械手的下方设有对位输送带,对位输送带上安装有对位机构,对位机构处于进管机械手的下方,对位输送带的一侧设有进管输送带,对位输送带和进管输送带均安装在机座上;连接轴二的外壁上安装有感应片,位于中间横板的底部安转有与感应片配合使用的感应器;保每次旋转90
°
,定位精准可靠。
59.机座上还安装有进管辊轮机构,进管辊轮机构包括两个立板和三个横板,两个立板和三个横板组装并形成架体,位于上方的两个横板上均安装有菱形带座轴承,两个菱形带座轴承内共同转动连接有中轴,中轴的底端与辊轮组件的上表面固接,中轴的顶端通过旋转接头与通气管道相连,辊轮组件的另一端通过胀紧套与连接轴一的一端固接,连接轴一的另一端通过联轴器与减速机的输出端固接,减速机的输入端与电机的输出轴固接,减速机和电机均安装在最下方的横板底部;可利用电机驱动并带动辊轮组件旋转,从而实现进管机械手放管和插管器压管同时进行,节省时间,增加工作效率。
60.辊轮组件包括上辊轮和下辊轮,上辊轮和下辊轮之间通过连接轴一连接,上辊轮的侧壁上安装有多个上管槽,下辊轮的侧壁上安装有多个下管槽,上管槽和下管槽的位置一致;管槽可以根据管径的不同更换型号,以适应不同管径软管的生产。
61.上辊轮的外侧壁上螺纹连接有调节螺栓;利用调节螺栓可调节二者之间的间距,以适用不同长度软管的生产。
62.本方案在使用时,软管从制管机或者挤出机出来后,直接进入到进管输送带上,然后通过进管输送带进入到对位输送带,对位输送带上装有对位机构,软管对位完成后,进管机械手将软管放置进管辊轮机构上,由于辊轮组件内部有吸气结构,可以将软管吸附在辊轮组件上,启动电机工作并通过减速机带动连接轴二旋转,连接轴二通过胀紧套带动辊轮组件旋转,辊轮组件有四个放置面,每次旋转90
°
,以便进管机械手将软管放置在辊轮组件
的不同面上,当辊轮组件旋转180
°
来到背面的进管插管工位时,模组滑台工作并通过连接板带动插管器运动,从而将软管下压,插入到芯棒中即可。
63.需要特别说明的是,进管对位机构301包括两个横板和两个立板,两个横板和两个立板组装并形成架体,架体安装在进管辊轮机构的顶部,进管辊轮机构302的内部设有辊轮组件,辊轮组件上安装有辊轮管槽;用于间歇送入软管。
64.进管辊轮机构302的内部安装有色标传感器,色标传感器处于辊轮组件下方的一侧;利用色标传感器感应到软管上的光标,实现对步进电机的控制,对软管定位精准,精度可靠。
65.进管辊轮机构302的一侧设有转盘,转盘上安装有多组模架,模架的底部安装有芯棒;便于持续进行进管工作。
66.芯棒处于插管器的正下方;确保软管在插管器的作用下顺利插入到芯棒上。
67.架体的一侧安装有模组滑台,模组滑台通过固定板与轴承座固接,轴承座内通过深沟球轴承一转动连接有第三深沟球轴承一,第三深沟球轴承一的底端与插管器的顶端固接,插管器包括插管器外罩,插管器外罩的顶端螺纹连接在第三深沟球轴承一的底端,插管器外罩的底端通过内六角圆柱头中空螺栓固接有插管器内芯,插管器外罩的内部设有连杆,连杆的底端通过膨胀器与插管器内芯连接,连杆的顶端穿过插管器外罩和第三深沟球轴承一并与气缸的伸缩轴固接,插管器外罩与插管器内芯的中间安装有线性弹簧;利用插管器向下运动,将吸附在辊轮管槽上的软管下压,使得软管的下端插入至芯棒上,实现进管,线性弹簧可以起到缓冲的作用。
68.第三深沟球轴承一的顶端固接有同步轮一,同步轮一通过同步带与同步轮二传动连接,同步轮二与第三深沟球轴承二的顶端固定,第三深沟球轴承二的底端与滚珠花键的内圈固接,滚珠花键的外侧通过深沟球轴承二与固定块转动连接,固定块通过连接板与固定板固接,滚珠花键内设有键轴,键轴的底端与带座轴承转动连接,带座轴承固定在架体的底部,键轴的顶端通过联轴器与步进电机的输出轴固接,步进电机安装在架体的顶部。
69.本方案,在使用时,当转盘转动,带动模架来到进管工位转盘上共有多组模架,图中只放一组作为展示,此时滑动模组通过固定板带动轴承座向下运动,轴承座通过深沟球轴承一和第三深沟球轴承一带动插管器向下运动,将吸附在辊轮管槽上的软管下压,使得软管的下端插入至芯棒上,而插管器内芯插入至软管的上端,此时步进电机通过键轴带动滚珠花键转动,从而带动同步轮二转动,同步轮二通过同步带带动同步轮一转动,同步轮一通过第三深沟球轴承一带动插管器转动,从而带动软管转动,由于软管的一侧装有色标传感器,当色标传感器感应到软管上的光标时,步进电机停止转动,对位完成,此时模组滑台带动软管再次下压,直到软管的上端比芯棒上的棒头高出1-2mm的位置即可,模组滑台向上提升并复位,进管工作完成,转盘带动模架继续转动并带动下一组模架重复上述步骤即可。
70.需要特别说明的是,文中提及的模架包括固接在顶板顶端的气液增压缸,气液增压缸的伸缩端贯穿顶板,并固接有连接块,连接块的底端固接有上模板,上模板活动套设在四个模具导杆外侧,四个模具导杆均固接在底板及其顶板上,上模板的下方贴合有下模板,下模板活动套设在四个模具导杆的外侧,下模板的顶端固接有两个对称设置的键条,两个键条的顶部滑动设置有两个对称设置的牙板,上模板的底端固接有两个对称设置的斜导柱,两个牙板及其下模板上均开设有与斜导柱相配合的斜孔,牙板和下模板可用过斜孔与
斜导柱上下滑动,上模板和下模板的一侧壁进水口固定有用于通冰水的水管接头,上模板上安装有两个对称设置的司筒,司筒上均设有用于通冰水的冷却流道,下模板上安装有两个对称设置的模碗,模碗上均设有用于通冰水的冷却流道,下模板的下方设有两个对称设置的气缸,气缸均固接在支撑块的底端,支撑块均固接在两个模具导杆的外侧,气缸的伸缩端均贯穿支撑块,并与下模板的底端相贴合,当牙板在斜导柱上上下滑动式,同时两牙板之间的距离也会随之加大或减小,冷却流道及其冷却流道,以达到对成型后的软管起到一个冷却的效果,该模架且喷料过后,模架一直处于合并冷却保压的状态,软管成型和冷却效果更好,其次,使用气液增压缸,出力更大,成型效果更好,出力稳定,提高生产效率,重量下,减轻了转盘的转动惯量,增加转盘的转动速度,提高生产效率。
71.底板顶端两个对称设置的导轨座滑槽内均滑动连接有竖截面呈倒形结构的导轨滑块,导轨滑块的顶端均通过四个螺栓可拆卸连接有固定板,固定板的顶端固定有芯棒,芯棒的顶端均安装有棒头,芯棒外侧活动套设有软管,棒头与芯棒根据软管管径的不同进行更换,两个固定板通过连接块与气缸的伸缩杆相连,气缸固接在底板上,两个棒头之间还设有膜片气缸,膜片气缸通过立板与两个固定板相连,模架上装有前进后退的气缸,带动芯棒前后运动,便于喷料和合模,模架两边装有气缸,帮助模板快速的打开,加快了生产速度,提高了生产效率。
72.本方案,在使用时,该模架是软管注肩机软管肩部成型的一个重要结构。该机器一共有九套该模架,该模架装在一个圆形转盘上,该模架跟随转盘一起转动,当棒头上喷好料时,进入到合模工序,膜片气缸夹紧,从而使软管抱紧芯棒,使得合模时不会将软管下压,开模时不会将软管带出,气缸缩回,带动芯棒归位,此时气液增压缸打开,带动上模板和下模板向下运动,直至模碗与棒头压紧,使得司筒、牙板、模碗与棒头形成一个封闭的型腔,型腔的形状即为软管注肩的成型形状,注肩完成后模架不打开,直到出管工位前才打开,二号板、三号板向上运动就是模架打开,注肩完成后,模架继续保持合模状态,转盘转动,软管会经历六个保压冷却的过程,来到出管工位,出管前需要开模,气液增压缸缩回,带动上模板向上运动,气缸打开,将下模板向上顶出,此时气缸打开,将芯棒推出,出管工位的出管夹管器会将软管取出,接着进行下一循环,进管、喷料、合模、保压冷却、出管。
73.如图1、图13~图20所示,作为本发明的一种优选实施例,所述挤出机构5包括第一立板506、第二气缸507、第六连接板508、第三连接轴509、第二立板510、轴承座511、第四连接轴512、第一同步轮513、同步带514、第二同步轮515、第一减速机516、螺杆517、料筒518和第三立板519,所述第一立板506固定安装于射座底架505上,所述第一立板506上安装有第二气缸507,所述第二气缸507通过第六连接板508和第三连接轴509与第二立板510相连接,所述第二立板510上安装有轴承座511,所述轴承座511的内圈与第四连接轴512相连接,所述第四连接轴512的一侧与第一同步轮513相连接,所述第一同步轮513通过同步带514和第二同步轮515分别与第一减速机516和第二电机525相连接,所述第四连接轴512的另一侧与螺杆517相连接,所述螺杆517的外圆与料筒518配合连接,所述料筒518固定安装于第三立板519上。
74.进一步,所述料筒518的外圈安装有第一加热圈520,料斗521通过第七连接板522固定安装于第三立板519上,所述第三立板519和料筒518分别与料斗521的对应连接处设置有进料口,所述第二立板510安装于第二导轨滑块523上,所述第二导轨滑块523另一侧的安
装面以及第三立板519均安装于面板524上。
75.优选的,当需要喷料时,塑料颗粒从料斗521进入料筒518,料筒518外部的第一加热圈520将塑料颗粒融化,同时第二电机525转动,通过同步带514同步带带动螺杆517转动,另外工作时,第二气缸507来回往复运动,带动螺杆517往复运动,所以螺杆517转动的同时又前后运动,这样就将料筒518内融化的塑料颗粒向前挤出至喷料机构6。
76.进一步,所述喷料机构6包括喷料背板601、第二减速机602、第三电机603、偏心轮604、第一深沟球轴承605、凸轮606、第二深沟球轴承607、第一定位销608和料杆调节块609,所述喷料背板601通过两侧开设的螺纹孔安装于挤出机构5两侧的第四立板526上,所述喷料背板601的背面安装有第二减速机602和第三电机603,所述第二减速机602的输出轴与偏心轮604固定连接,所述偏心轮604的外圈与第一深沟球轴承605配合连接,所述第一深沟球轴承605的外圈与凸轮606配合连接,所述凸轮606的下端通过第二深沟球轴承607和第一定位销608与料杆调节块609相连接。
77.进一步,所述喷料机构6还包括第五连接轴610、第二定位销611、料杆螺母612和料杆613,所述料杆调节块609上安装有若干个料杆调节块609,所述料杆调节块609通过第二定位销611和料杆螺母612连接有料杆613,所述料杆螺母612的外圆小于第五连接轴610的内径,且所述料杆613与料杆螺母612螺纹连接。
78.优选的,料杆螺母612的外圆小于第五连接轴610的内径,使得料杆613的位置在x向和y向可以调节,又因为料杆613与料杆螺母612之间是螺纹连接,所以料杆613在z向的位置也是可以调节的。
79.进一步,所述料杆613的下方设置有模头614,所述模头614上的进料口与料筒518上的出料口相对应连接,所述模头614上安装有若干个定位轴615,所述定位轴615的内圆与料杆613配合连接,所述模头614的下方安装有料嘴616和气盖617,所述气盖617连接有吹气系统,所述模头614内安装有若干个第二加热圈618。
80.相应的,吹气系统包括但不局限于吹气泵,此为现有技术,文中不再过多赘述。
81.优选的,模头614上有两个流道从进料口通向装料杆的两个孔,模头614内装有四个第二加热圈618,以达到对料的一个持续加热的效果,当第三电机603转动时,第三电机603配合偏心轮604和凸轮606,带动料杆613上下运动,从而将料筒518进入到模头中的料持续的向下挤出,配合气盖上的吹气系统,从而将料吹落喷入到模架上的芯棒上。
82.需要特别说明的是,本技术中部件均为通用标准件或本领域技术人员通晓的部件,其有效解决了现有的软管注肩机存在精度低和冷却成型效果差的问题。
83.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1