一种高压电路安全绝缘柜体注塑设备的制作方法
1.本发明涉及注塑加工技术领域,具体而言,涉及一种高压电路安全绝缘柜体注塑设备。
背景技术:
2.绝缘柜是采用固体绝缘材料作为主,注塑生产的柜体,一般都用于高压开柜等,来对各种开关、电路进行隔离工作,避免产生柜体漏电等情况,但是在通过注塑装置对绝缘柜进行生产的过程中,由于原料在成型腔的内部进行注塑成型时,会与成型腔之间紧密贴合,使得在柜体成型后,还需要使用者手动的对柜体进行取下,但是通过使用者手动对柜体进行下料不仅效率低下,同时也会使得在使用者手动下料的过程中,模具之间具有的高温,也会对使用者带来安全危害,降低了使用者的安全性。
技术实现要素:
3.针对现有技术的不足,本发明提供了一种高压电路安全绝缘柜体注塑设备,解决了在柜体成型后,还需要使用者手动的对柜体进行取下,造成的下料效率低下,同时也会使得在使用者手动下料的过程中,模具之间具有的高温,对使用者带来安全危害的问题。
4.为实现上述目的,本发明采取的技术方案为:一种高压电路安全绝缘柜体注塑设备,包括支撑架,所述支撑架的上端固定安装有静模具,所述静模具为倾斜状态,所述静模具的上端贯穿设有若干注塑孔;所述静模具的前端安装有动模具,且动模具与静模具之间卡合连接;所述静模具的后侧安装有传动机构,所述传动机构与动模具之间互相连接;所述静模具与动模具之间安装与有下料机构,且下料机构与传动机构之间互相连接。
5.作为优选,所述动模具的前端固定安装有控制板,所述控制板与静模具之间互相贴合;所述静模具的前端设有成型腔,且动模具卡合安装在成型腔的内部,所述成型腔与注塑孔之间互相连接;所述成型腔的内部前端设有密封槽,所述控制板靠近成型腔的一侧安装有密封块,且密封块与密封槽之间卡合连接。
6.作为优选,所述传动机构包括有放置架,所述放置架固定安装在静模具的后侧,所述放置架的上表面后端安装有气缸,所述气缸的输出端与第一推杆之间互相连接,所述第一推杆的前端与第二连接架之间固定连接,所述第二连接架的正表面四角分别固定安装有第二推杆;所述第二推杆的前端分别与控制板之间互相连接,所述静模具的两侧分别固定安装有辅助架,所述第二推杆的杆身分别活动贯穿安装在辅助架的内部。
7.作为优选,所述下料机构包括有第一连接架与活动槽,所述第一连接架活动安装
在控制板的前端,且第一连接架与控制板之间互相平行,所述第一连接架的后侧四角分别固定安装有下料架;所述活动槽设于放置架的上表面中间,所述活动槽的内部中间固定安装有第一固定杆。
8.作为优选,所述下料架分别活动贯穿安装在控制板的内部,且下料架的后侧分别卡合安装在卡合槽的内部,所述卡合槽设于成型腔的内部表面;所述控制板的后侧分别设有若干定位槽,所述下料架位于成型腔内部的一端分别固定安装有连接板,所述连接板与定位槽之间卡合连接。
9.作为优选,所述活动槽的内部活动安装有第一活动架,且第一活动架的下端活动贯穿安装在第一固定杆的杆身外侧,所述第一活动架的上端与第二连接架之间互相平行;位于第一活动架与活动槽之间的所述第一固定杆杆身外侧套设安装有第一弹簧;所述第一活动架的下端内部固定安装有第一辅助杆,所述第一辅助杆的杆身外侧活动贯穿安装有连接杆。
10.作为优选,所述支撑架的后侧中间设有第一滑槽,所述第一滑槽的内部活动安装有第二活动架;所述第一滑槽的内部安装有第二固定杆,且第二固定杆的杆身外侧互动贯穿安装有第二活动架,说说第二活动架的后侧内部固定安装有第二辅助杆,所述第二辅助杆的杆身外侧活动贯穿安装有连接杆。
11.作为优选,所述第二固定杆的内部贯穿设有第一引导槽,所述第一引导槽的内部活动贯穿安装有第一引导架,且第一引导架的两端分别与第二活动架之间互相连接,所述第一引导架的上端安装有连接绳,所述连接绳活动贯穿安装在第一引导槽的内部。
12.作为优选,所述静模具的上表面前端固定安装有固定块,所述固定块的正表面上端设有第二滑槽;所述固定块的内部下端设有凹槽,所述第二滑槽与凹槽之间固定安装有第三固定杆,所述第三固定杆位于凹槽内部的一端中间设有连接槽,所述第三固定杆位于第二滑槽内部的一端中间设有第二引导槽,且连接槽与第二引导槽之间互相连接。
13.作为优选,所述连接槽与第二引导槽的内部活动贯穿安装有连接绳;所述第二滑槽的内部上端活动安装有第三活动架,且第三活动架的内部活动贯穿安装在第三固定杆的外侧,所述第二引导槽的内部上端活动贯穿安装有第二引导架,且第二引导架的两端活动贯穿第二引导槽的内部并与第三活动架之间互相连接,所述第二引导架与连接绳之间互相连接,位于第三活动架与第二引导槽之间的所述第三固定杆杆身外侧套设安装有第二弹簧;所述第三活动架的前端固定安装有支撑板,所述支撑板的下端安装有下压杆。
14.1、本发明中在原料成型后,通过传动机构来把动模具推出成型腔的内部,然后在当动模具移动到指定位置后,传动机构则会控制下料机构开始进行工作,先通过控制板与下料架和第一连接架的配合,把成型原料移出成型腔的内部,然后通过连接绳的下拉,让第三活动架通过支撑板带动下压杆向下进行移动,使得下压杆对移动出成型腔内部的成型原料向下进行推动,让成型原料与下料架之间产生分离,完成下料工作,从而通过传动机构、控制板与下料机构之间的联动来使得既可以无需使用者手动下料,更好的对使用者进行保
护,同时也提高对成型原料的下料效率。
15.2、本发明中在通过下料架把成型原料推出成型腔的内部时,外部空气会通过下料架与卡合槽之间进入成型腔的内部,来让成型原料在进行移动的过程中不会与成型腔之间产生空腔等情况,既可以更加方便来对成型原料进行下料工作,同时也不会因为空腔对成型原料造成损坏,更好的对成型原料进行保护。
附图说明
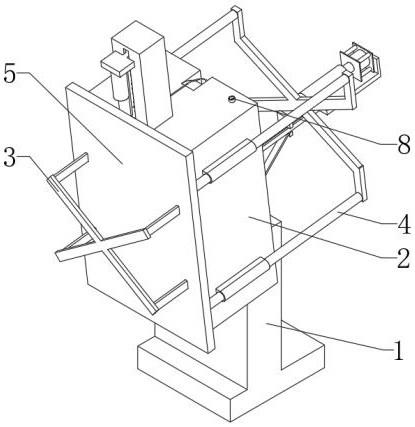
16.图1为本发明一种高压电路安全绝缘柜体注塑设备的整体结构示意图;图2为本发明一种高压电路安全绝缘柜体注塑设备的正视结构示意图;图3为本发明一种高压电路安全绝缘柜体注塑设备的侧视结构示意图;图4为本发明一种高压电路安全绝缘柜体注塑设备的图2中a-a处剖面结构示意图;图5为本发明一种高压电路安全绝缘柜体注塑设备的图3中b-b处剖面结构示意图;图6为本发明一种高压电路安全绝缘柜体注塑设备的图4中c处放大结构示意图;图7为本发明一种高压电路安全绝缘柜体注塑设备的图4中d处放大结构示意图;图8为本发明一种高压电路安全绝缘柜体注塑设备的图4中e处放大结构示意图;图9为本发明一种高压电路安全绝缘柜体注塑设备的图4中f处放大结构示意图;图10为本发明一种高压电路安全绝缘柜体注塑设备的图5中g处放大结构示意图;图11为本发明一种高压电路安全绝缘柜体注塑设备的图5中h处放大结构示意图。
17.图中:1、支撑架;2、静模具;3、下料机构;301、第一连接架;302、下料架;303、定位槽;304、连接板;305、卡合槽;306、活动槽;307、第一固定杆;308、第一活动架;309、第一弹簧;310、第一辅助杆;311、连接杆;312、第二活动架;313、第二辅助杆;314、第一滑槽;315、第二固定杆;316、第一引导槽;317、第一引导架;318、连接绳;319、固定块;320、凹槽;321、第二滑槽;322、第三固定杆;323、连接槽;324、第二引导槽;325、第二引导架;326、第三活动架;327、第二弹簧;328、支撑板;329、下压杆;4、传动机构;401、放置架;402、气缸;403、第一推杆;404、第二连接架;405、辅助架;406、第二推杆;5、控制板;6、密封块;7、密封槽;8、注塑孔;9、成型腔;10、动模具。
具体实施方式
18.下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
19.如图1与图4所示,一种高压电路安全绝缘柜体注塑设备,包括支撑架1,支撑架1的上端固定安装有静模具2,静模具2为倾斜状态,静模具2的上端贯穿设有若干注塑孔8;静模具2的前端安装有动模具10,且动模具10与静模具2之间卡合连接;静模具2的后侧安装有传动机构4,传动机构4与动模具10之间互相连接;静模具2与动模具10之间安装与有下料机构3,且下料机构3与传动机构4之间互相连接。
20.如图4所示,其中,动模具10的前端固定安装有控制板5,控制板5与静模具2之间互相贴合;静模具2的前端设有成型腔9,且动模具10卡合安装在成型腔9的内部,成型腔9与注塑孔8之间互相连接;成型腔9的内部前端设有密封槽7,控制板5靠近成型腔9的一侧安装有密封块6,且密封块6与密封槽7之间卡合连接。
21.通过静模具2与动模具10的倾斜度,可以更加方便下料架302带动成型原料脱离成型腔9的内部,同时也便于在成型原料脱离成型腔9的内部后,下压杆329对成型原料进行向下推动下料工作;通过密封块6与密封槽7之间的配合,对静模具2与控制板5之间进行密封工作,从而避免产生原料外泄等情况,更好的对原料进行保护;使用者通过注塑孔8把原料注入成型腔9的内部,来让原来在成型腔9的内部进行成型,并且通过静模具2的倾斜度,来提高原料通过注塑孔8注满成型腔9内部的速度,更加的快捷。
22.如图3与图4所示,其中,传动机构4包括有放置架401,放置架401固定安装在静模具2的后侧,放置架401的上表面后端安装有气缸402,气缸402的输出端与第一推杆403之间互相连接,第一推杆403的前端与第二连接架404之间固定连接,第二连接架404的正表面四角分别固定安装有第二推杆406;第二推杆406的前端分别与控制板5之间互相连接,静模具2的两侧分别固定安装有辅助架405,第二推杆406的杆身分别活动贯穿安装在辅助架405的内部。
23.在原料成型后,通过气缸402与第二连接架404的配合,让第二推杆406通过控制板5带动动模具10脱离成型腔9的内部,并且在动模具10脱离成型腔9的内部时,下料架302保持不动,然后在当动模具10完全脱离成型腔9的内部时,控制板5会与第一连接架301之间互相贴合,同时第二连接架404会与第一活动架308之间互相贴合;然后随着第一推杆403的继续推动,让控制板5通过第一连接架301带动下料架302与成型原料脱离成型腔9的内部;同时第一活动架308通过第二连接架404的推动,来控制第二活动架312向下进行移动,让第二活动架312通过连接绳318控制第三活动架326与下压杆329向下进行移动,把移出成型腔9内部的成型原料向下进行推动,让成型原料与下料架302之间进行分离,从而完成成型原料的下料工作。
24.如图4与图8所示,其中,下料机构3包括有第一连接架301与活动槽306,第一连接架301活动安装在控制板5的前端,且第一连接架301与控制板5之间互相平行,第一连接架301的后侧四角分别固定安装有下料架302;活动槽306设于放置架401的上表面中间,活动槽306的内部中间固定安装有第一固定杆307。
25.通过下料机构3来代替使用者对成型原料进行自动下料工作,从而既可以提高对成型原料的下料效率,同时也避免了使用者在手动对成型原料下料过程中会产生伤害等情况,更好的对使用者进行保护工作。
26.如图5、图10与图11所示,其中,下料架302分别活动贯穿安装在控制板5的内部,且下料架302的后侧分别卡合安装在卡合槽305的内部,卡合槽305设于成型腔9的内部表面;控制板5的后侧分别设有若干定位槽303,下料架302位于成型腔9内部的一端分别固定安装有连接板304,连接板304与定位槽303之间卡合连接。
27.在需要对程序原料进行下料时,随着控制板5对第一连接架301的推动,让第一连接架301带动下料架302与成型原料向外进行移动,并且在下料架302与成型原料进行移动的过程中,外加的空气会通过下料架302与卡合槽305之间进入成型原料与成型腔9的内部,从而避免在成型原料下料的过程中,成型原料与成型腔9之间产生空腔,对原料造成损坏;然后在动模具10卡入成型腔9的内部时,随着控制板5通过定位槽303与连接板304的配合,带动下料架302在卡合槽305的内部进行移动,使得下料架302进入成型腔9的内部,等待对成型原料进行下料工作。
28.如图4与图8所示,其中,活动槽306的内部活动安装有第一活动架308,且第一活动架308的下端活动贯穿安装在第一固定杆307的杆身外侧,第一活动架308的上端与第二连接架404之间互相平行;位于第一活动架308与活动槽306之间的第一固定杆307杆身外侧套设安装有第一弹簧309;第一活动架308的下端内部固定安装有第一辅助杆310,第一辅助杆310的杆身外侧活动贯穿安装有连接杆311。
29.在当第一活动架308与第二连接架404之间产生接触时,随着第二连接架404对第一活动架308的推动,让第一活动架308在第一固定杆307与活动槽306的内部进行滑动,同时第一活动架308对第一弹簧309进行挤压,并且随着第一活动架308的移动,让第一活动架308通过第一辅助杆310与连接杆311的配合,对第二活动架312向下进行推动,使得第二活动架312通过连接绳318带动下压杆329向下进行移动,对成型原料向下进行推动下料工作。
30.如图9所示,其中,支撑架1的后侧中间设有第一滑槽314,第一滑槽314的内部活动安装有第二活动架312;第一滑槽314的内部安装有第二固定杆315,且第二固定杆315的杆身外侧互动贯穿安装有第二活动架312,说说第二活动架312的后侧内部固定安装有第二辅助杆313,第二辅助杆313的杆身外侧活动贯穿安装有连接杆311,第二固定杆315的内部贯穿设有第一引导槽316,第一引导槽316的内部活动贯穿安装有第一引导架317,且第一引导架317的两端分别与第二活动架312之间互相连接,第一引导架317的上端安装有连接绳318,连接绳318活动贯穿安装在第一引导槽316的内部。
31.在连接杆311通过第一活动架308与第一辅助杆310的配合向下进行移动时,连接杆311的下端通过第二辅助杆313带动第二活动架312向下进行移动,从而让第二活动架312通过第一引导架317带动连接绳318向下进行拉动,实现连接绳318通过第二引导架325与第三活动架326的配合,带动下压杆329向下进行移动,对成型原料向下推动下料。
32.如图4、图6与图7所示,其中,静模具2的上表面前端固定安装有固定块319,固定块319的正表面上端设有第二滑槽321;固定块319的内部下端设有凹槽320,第二滑槽321与凹槽320之间固定安装有第三固定杆322,第三固定杆322位于凹槽320内部的一端中间设有连接槽323,第三固定杆322位于第二滑槽321内部的一端中间设有第二引导槽324,且连接槽323与第二引导槽324之间互相连接。
33.连接绳318的上端通过连接槽323进入第二引导槽324的内部,然后在第二引导槽324的内部与第二引导架325之间互相连接,从而实现在第二活动架312带动连接绳318向下进行移动时,连接绳318也会带动第二引导架325与第三活动架326跟随其向下进行移动,从而让第三活动架326在向下移动的过程中带动下压杆329对成型原料向下进行推动,完成下料工作。
34.如图6与图7所示,其中,连接槽323与第二引导槽324的内部活动贯穿安装有连接
绳318;第二滑槽321的内部上端活动安装有第三活动架326,且第三活动架326的内部活动贯穿安装在第三固定杆322的外侧,第二引导槽324的内部上端活动贯穿安装有第二引导架325,且第二引导架325的两端活动贯穿第二引导槽324的内部并与第三活动架326之间互相连接,第二引导架325与连接绳318之间互相连接,位于第三活动架326与第二引导槽324之间的第三固定杆322杆身外侧套设安装有第二弹簧327;第三活动架326的前端固定安装有支撑板328,支撑板328的下端安装有下压杆329。
35.在连接绳318向下进行移动时,连接绳318则会带动第二引导架325与第三活动架326跟随其向下进行移动,从而让第三活动架326即对第二弹簧327进行挤压,同时也带动支撑板328与下压杆329向下进行移动,来对成型原料进行推动下料;然后在动模具10重新进入成型腔9的内部时,通过第一弹簧309与第二弹簧327的推动,来实现下压杆329、第三活动架326、第二活动架312与第一活动架308的复位工作,等待对下一次的成型原料进行自动下料工作。
36.该一种高压电路安全绝缘柜体注塑设备的工作原理:使用时,首先使用者把原料通过注塑孔8注入成型腔9的内部,让原料在成型腔9的内部进行成型;然后在原料成型后,启动气缸402,让气缸402通过第一推杆403对第二连接架404进行推动,让第二连接架404带动第二推杆406控制板5带动动模具10脱离成型腔9的内部,同时在动模具10脱离成型腔9的内部时,下料架302保持不动,然后在当动模具10完全脱离成型腔9的内部时,控制板5会与第一连接架301之间互相贴合,同时第二连接架404会与第一活动架308之间互相贴合;然后随着第一推杆403的继续推动,让控制板5通过第一连接架301带动下料架302与成型原料脱离成型腔9的内部,并且在下料架302与成型原料进行移动的过程中,外加的空气会通过下料架302与卡合槽305之间进入成型原料与成型腔9的内部,从而避免在成型原料下料的过程中,成型原料与成型腔9之间产生空腔,对原料造成损坏;同时在当第一活动架308与第二连接架404之间产生接触时,随着第二连接架404对第一活动架308的推动,让第一活动架308在第一固定杆307与活动槽306的内部进行滑动,同时第一活动架308对第一弹簧309进行挤压,并且随着第一活动架308的移动,让第一活动架308通过第一辅助杆310与连接杆311的配合,对第二活动架312向下进行推动,让第二活动架312通过第一引导架317带动连接绳318向下进行拉动,实现连接绳318通过第二引导架325与第三活动架326的配合,带动下压杆329向下进行移动,对成型原料向下推动下料。
37.显然,本发明的上述实施例仅仅是为清楚地说明本发明所做的举例,而并非是对本发明实施方式的限定,对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动,这里无法对所有的实施方式予以穷举,凡是属于本发明的技术方案所引申出的显而易见的变化或变动仍处于本发明的保护范围之列。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1