大型户外浴缸智能成型装置及其方法与流程
1.本发明涉及浴缸制造装置技术领域,具体为大型户外浴缸智能成型装置及其方法。
背景技术:
2.浴缸缸体使用亚克力板制作,在制作过程中将亚克力板材放置热箱进行加热,然后布置于预制好的模具的型腔的腔口处,此时,模具的型腔与真空环境连通,使得亚克力板则进一步向模具的型腔面变形临近直至两者贴附在一起成型。
3.现有的亚力克板在工人放置在模具上夹紧过程中,会出现亚克力板未均匀的铺设在模具正上方就进行夹紧的情况,这时启动真空装置进行塑形会使得亚克力板在向下吸附时,因为边沿没被夹紧或所夹的边缘过短,会使得亚克力板在向下拉伸时,边沿出现漏缝从而使得塑形出现问题。
4.基于此,本发明设计了大型户外浴缸智能成型装置及其方法,以解决亚克力板在放置在模具上时,因为没有均匀的铺设而使得所夹住的亚克力板边缘长短不一,就进行真空塑形,使得亚克力板在拉伸过程中因为夹取的边沿长短不一或者没有夹取到位而产生空隙的问题。
技术实现要素:
5.本发明的目的在于提供大型户外浴缸智能成型装置及其方法,以解决上述背景技术中提出了的问题。
6.为实现上述目的,本发明提供如下技术方案:大型户外浴缸智能成型装置,包括塑形装置,所述塑形装置前侧的上端固定连接有用于运送物料的转移组件,所述转移组件的下端贯穿连接于塑形装置的下侧,所述塑形装置的后端固定连接于塑形装置的后侧,所述转移组件前侧的下端固定连接有多个用于物料定位的定位夹紧组件,所述塑形装置前侧模具的上侧设置有多个用于压紧物料的压合组件,所述压合组件的下端固定连接有用于控制抽气的控制组件,所述控制组件的中端固定连接于塑形装置前侧模具的下端;
7.所述转移组件包括:连接柄、转动爪、铰接杆、短接柄、双头柄、转动限位件,所述连接柄的下端固定连接于塑形装置后侧电机的输出端,所述连接柄的上端转动连接于铰接杆的上端,所述铰接杆的下端转动连接于短接柄的后端,所述短接柄的前端固定连接于双头柄的右端,所述双头柄的左右两侧分别贯穿转动连接于塑形装置的底部,所述双头柄的前端转动连接于转动爪的左右两端,所述转动爪的上端滑动连接于转动限位件的中端,所述转动限位件的左右两端分别固定于塑形装置前侧的上端,所述转动爪的下端固定连接于定位夹紧组件的端部;
8.所述定位夹紧组件包括:固定拨头、v形杆、滑动卡头,所述固定拨头的端部固定连接于转动爪的下端,所述固定拨头上下两端分别转动连接于v形杆的前端,所述v形杆的中端转动连接于固定拨头的中部,所述v形杆的后端转动连接于滑动卡头的中部,所述v形杆
的端部滑动连接于固定拨头的后端;
9.所述压合组件还包括:横向压件、纵向压件,所述塑形装置前侧模具的前后两端分别固定连接于横向压件的一端,所述横向压件的另一端固定连接于控制组件的上端;
10.所述塑形装置前侧模具的左右两端分别固定连接于纵向压件的一端,所述纵向压件的另一端固定连接于控制组件的上端;
11.所述横向压件还包括:固定件一、弹性件一、短柄一、承压杆一,所述横向压件的端部转动连接转动连接于固定件一的上端,所述固定件一的下端固定连接于塑形装置前侧模具的上端,所述横向压件的中部转动连接于短柄一的上端,所述短柄一的下端转动连接于弹性件一的上端,所述弹性件一上部转动连接于承压杆一的一端,所述承压杆一的中端固定连接于塑形装置前侧模具的上端,所述承压杆一的另一端固定连接于控制组件的上端。
12.所述纵向压件还包括:固定件二、弹性件二、短柄二、承压杆二,所述纵向压件的端部转动连接转动连接于固定件二的上端,所述固定件二的下端固定连接于塑形装置前侧模具的上端,所述纵向压件的中部转动连接于短柄二的上端,所述短柄二的下端转动连接于弹性件二的上端,所述弹性件二上部转动连接于承压杆二的一端,所述承压杆二的中端固定连接于塑形装置前侧模具的上端,所述承压杆二的另一端固定连接于控制组件的上端;
13.所述控制组件还包括:限制件、闭合件、滑动塞,所述限制件的上端固定连接于纵向压件的下端,所述限制件的下端滑动连接于控制组件的内壁,所述闭合件的上端固定连接于横向压件的下端,所述闭合件的中端固定连接于滑动塞的下端,所述滑动塞的上端滑动连接于控制组件的内壁;
14.所述限制件还包括:支撑架、转柄、滑动销,所述限制件底侧的端部转动连接于转柄的下端,所述转柄的中部固定连接于支撑架的一端,所述支撑架的另一端固定连接于塑形装置的底部,所述转柄的中端固定连接于塑形装置的底部,所述转柄的上端转动连接于滑动销的一端,所述滑动销的另一端滑动连接于控制组件上端开设的孔。
15.如上述的大型户外浴缸智能成型方法,塑形的具体步骤为,
16.步骤一:拉开定位夹紧组件将物料的四个角放置在定位夹紧组件上卡紧,然后驱动转移组件带动卡紧后的物料移动至塑形装置的热源处加热;
17.步骤二:物料加热完成后转移组件将物料运送至塑形装置前侧模具的上方,使得定位夹紧组件抵住压合组件进行动作,从而将物料的四边完全压紧;
18.步骤三:在压合组件压紧物料的动作会带动控制组件动作,从而使得控制组件的保险打开管道处于贯通状态,使得塑形装置中的真空机器动作,将模具与物料之间的空气抽出进行塑形。
19.与现有技术相比,本发明的有益效果是:
20.1.本发明通过转移组件带动物料进行加热移动,能避免被加热后的物料因为温度变高,使得工人在运送物料时烫伤手臂或者因为高温无法慢慢的将物料对准模具的上方,而导致物料在放置时发生偏移,使得后续的加工出现问题,通过亚克力板被滑动卡头上的直角卡头夹紧定位,避免了亚克力板在移动时发生转动,从而使得亚克力板均匀铺设在塑形装置中的模具上,而使得亚克力板在塑形时发生不均匀的拉伸而塑形出现问题;
21.2.本发明通过定位夹紧组件抵住压合组件进行动作,从而使得压合组件将放置在模具上的亚克力板的四边压紧,使得亚克力板与模具之间形成封闭的空间,如果定位夹紧
组件的位置在下压时出现偏移就无法驱动压合组件对亚克力板压紧,这样的配合方式能保证定位夹紧组件的下移位置准确时,才能使得定位夹紧组件将亚克力板压紧,能使得工人快速观察处亚克力板有没有被压紧,确保在进行下一步加工时亚克力板处于被压紧的状态;
22.3.本发明通过压合组件的动作带动控制组件的动作,从而使得控制组件从闭合的状态转换为通畅的状态,使得塑形装置中的真空机器正常工作,从而将亚克力板塑形,这样的方式,能使得压合组件在完全压紧亚克力板的四边时,才能驱动控制组件进行动作,避免了因为没有压紧,而没有及时观察出来,就启动真空机器,使得亚克力板在塑形时因为出现空隙而造成塑形出现问题。
附图说明
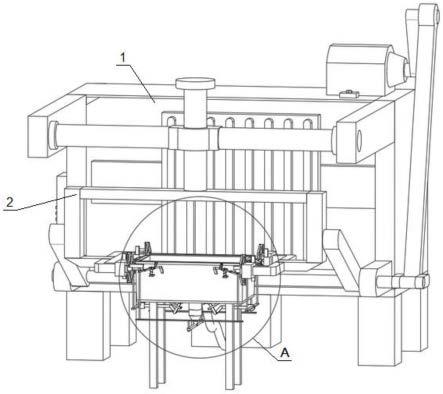
23.图1为本发明的正侧立体结构示意图;
24.图2为图1的a部放大结构示意图;
25.图3为本发明的右侧立体结构示意图;
26.图4为图3的b部放大结构示意图;
27.图5为本发明的俯视立体结构示意图;
28.图6为图5的c部放大结构示意图;
29.图7为本发明的仰视立体结构示意图;
30.图8为图7的d部放大结构示意图;
31.图9为图7的e部放大结构示意图;
32.图10为本发明的左侧立体结构示意图;
33.图11为图10的f部放大结构示意图;
34.图12为浴缸加工中的塑形流程图。
35.附图中,各标号所代表的部件列表如下:
36.1、塑形装置;2、转移组件;21、连接柄;22、转动爪;23、铰接杆;24、短接柄;25、双头柄;26、转动限位件;3、定位夹紧组件;31、固定拨头;311、拨块;312、弹性销;313、固定轨道;32、v形杆;33、滑动卡头;4、压合组件;41、纵向压件;411、固定件一;412、弹性件一;413、短柄一;414、承压杆一;42、横向压件;421、固定件二;422、弹性件二;423、短柄二;424、承压杆二;5、控制组件;51、限制件;511、支撑架;512、转柄;513、滑动销;52、闭合件;524、滑动塞。
具体实施方式
37.请参阅图1-图12,本发明提供一种技术方案:大型户外浴缸智能成型装置,包括塑形装置1,所述塑形装置1前侧的上端固定连接有用于运送物料的转移组件2,所述转移组件2的下端贯穿连接于塑形装置1的下侧,所述塑形装置1的后端固定连接于塑形装置1的后侧,所述转移组件2前侧的下端固定连接有多个用于物料定位的定位夹紧组件3,所述塑形装置1前侧模具的上侧设置有多个用于压紧物料的压合组件4,所述压合组件4的下端固定连接有用于控制抽气的控制组件5,所述控制组件5的中端固定连接于塑形装置1前侧模具的下端;
38.在对亚克力物料进行加工时,需要将定位夹紧组件3拉动,使得定位夹紧组件3动
作,从而将亚克力板的四个角放入定位夹紧组件3中,定位夹紧组件3会将亚克力板夹紧,然后塑形装置1启动将转移组件2驱动,从而使得转移组件2将亚克力板由水平状态运送至塑形装置1的热源处保持加热,在加热至预定的时间时,塑形装置1继续启动,将转移组件2进行复位,此时转移组件2带动亚克力板移动至塑形装置1前侧的模具正上方,然后一个短距离的下移的动作会使得定位夹紧组件3抵住压合组件4,此时压合组件4会动作从而将亚克力板的四边进行压紧,从而使得亚克力板与模具形成密封的空腔,而当压合组件4全部动作将亚克力板压紧时,会驱动控制组件5动作,从而使得被控制组件5闭合的管道转换为通顺的状态,此时塑形装置1中的真空机器,将亚克力板与模具之间的空气排出,从而使得大气压将亚克力板下压拉伸塑形。
39.作为本发明的进一步方案,所述转移组件2包括:连接柄21、转动爪22、铰接杆23、短接柄24、双头柄25、转动限位件26,所述连接柄21的下端固定连接于塑形装置1后侧电机的输出端,所述连接柄21的上端转动连接于铰接杆23的上端,所述铰接杆23的下端转动连接于短接柄24的后端,所述短接柄24的前端固定连接于双头柄25的右端,所述双头柄25的左右两侧分别贯穿转动连接于塑形装置1的底部,所述双头柄25的前端转动连接于转动爪22的左右两端,所述转动爪22的上端滑动连接于转动限位件26的中端,所述转动限位件26的左右两端分别固定于塑形装置1前侧的上端,所述转动爪22的下端固定连接于定位夹紧组件3的端部;
40.转移组件2在定位夹紧组件3夹紧物料时,塑形装置1后侧上端的电机会驱动连接柄21转动,而连接柄21的转动将带动铰接杆23处于下移运动,而铰接杆23在下移的同时会抵住短接柄24向下转动,因为短接柄24固定连接双头柄25,所以双头柄25随着一同转动,而双头柄25与转动爪22的连接端,将会朝着塑形装置1热源的地方转动,当转动爪22朝着塑形装置1热源移动时,转动爪22的上端将在转动限位件26的限位下向下滑动,使得转动爪22的转动保持稳定,转动爪22的下端将转动90度与塑形装置1的热源处保持平行,使得被定位夹紧组件3夹紧的亚克力板被加热,加热后,连接柄21带动铰接杆23上移,使得铰接杆23带哦的那个短接柄24向上转动,短接柄24会带动双头柄25一同转动,使得双头柄25带动转动爪22复位。
41.通过转移组件2带动物料进行加热移动,能避免被加热后的物料因为温度变高,使得工人在运送物料时烫伤手臂或者因为高温无法慢慢的将物料对准模具的上方,而导致物料在放置时发生偏移,使得后续的加工出现问题。
42.作为本发明的进一步方案,所述定位夹紧组件3包括:固定拨头31、v形杆32、滑动卡头33,所述固定拨头31的端部固定连接于转动爪22的下端,所述固定拨头31上下两端分别转动连接于v形杆32的前端,所述v形杆32的中端转动连接于固定拨头31的中部,所述v形杆32的后端转动连接于滑动卡头33的中部,所述v形杆32的端部滑动连接于固定拨头31的后端;
43.工作时,(以图4为基准)工人在对亚克力板进行固定时,首先要将拨块311朝着固定拨头31的后端拉动,使得弹性销312上的弹簧被压缩同时弹性销312上的销向后滑,这时拨块311会驱动着v形杆32发生转动,从而使得v形杆32于滑动卡头33的连接端移动,使得滑动卡头33在固定轨道313内滑动,从而使得滑动卡头33产生间隙,这时将亚克力板的角对准滑动卡头33上卡合的角进行贴合放置,此时放开拨块311,使得弹性销312上的弹簧复位,进
而使得拨块311复位,从而使得v形杆32转动,从而使得固定轨道313内滑动的滑动卡头33复位闭合,使得亚克力板被滑动卡头33上的直角卡头夹紧定位,避免了亚克力板在移动时发生转动,从而使得亚克力板均匀铺设在塑形装置1中的模具上,而使得亚克力板在塑形时发生不均匀的拉伸而塑形出现问题。
44.作为本发明的进一步方案,所述压合组件4还包括:横向压件41、纵向压件42,所述塑形装置1前侧模具的前后两端分别固定连接于横向压件41的一端,所述横向压件41的另一端固定连接于控制组件5的上端;
45.所述塑形装置1前侧模具的左右两端分别固定连接于纵向压件42的一端,所述纵向压件42的另一端固定连接于控制组件5的上端;
46.所述横向压件41还包括:固定件一411、弹性件一412、短柄一413、承压杆一414,所述横向压件41的端部转动连接转动连接于固定件一411的上端,所述固定件一411的下端固定连接于塑形装置1前侧模具的上端,所述横向压件41的中部转动连接于短柄一413的上端,所述短柄一413的下端转动连接于弹性件一412的上端,所述弹性件一412上部转动连接于承压杆一414的一端,所述承压杆一414的中端固定连接于塑形装置1前侧模具的上端,所述承压杆一414的另一端固定连接于控制组件5的上端。
47.所述纵向压件42还包括:固定件二421、弹性件二422、短柄二423、承压杆二424,所述纵向压件42的端部转动连接转动连接于固定件二421的上端,所述固定件二421的下端固定连接于塑形装置1前侧模具的上端,所述纵向压件42的中部转动连接于短柄二423的上端,所述短柄二423的下端转动连接于弹性件二422的上端,所述弹性件二422上部转动连接于承压杆二424的一端,所述承压杆二424的中端固定连接于塑形装置1前侧模具的上端,所述承压杆二424的另一端固定连接于控制组件5的上端;
48.当滑动卡头33上的直角卡头底部抵住承压杆二424一端下压时,将会使得承压杆二424的另一端上移,从而使得承压杆二424与弹性件二422上的滑动块一同上移,这时弹性件二弹性件二422上的弹簧将被拉伸蓄力,而弹性件二422上的滑块上移又会带动短柄二423向上转动,从而使得短柄二423带动与纵向压件42的连接处向上转动,进而使得纵向压件42上的u形压板以弧形的运动轨迹将处于模具上的亚克力板的纵向边压紧;
49.而滑动卡头33上的直角卡头底部也会抵住承压杆一414一端下移,使得承压杆一414与弹性件一412的连接处一同上移,当弹性件一412上的滑动块被驱动上移时,会带动短柄一413向上转动,而短柄一413又会带动横向压件41的连接处向上转动,从而使得横向压件41上的直板以弧形的运动轨迹将处于模具上的亚克力板的横向边压紧;
50.通过定位夹紧组件3抵住压合组件4进行动作,从而使得压合组件4将放置在模具上的亚克力板的四边压紧,使得亚克力板与模具之间形成封闭的空间,如果定位夹紧组件3的位置在下压时出现偏移就无法驱动压合组件4对亚克力板压紧,这样的配合方式能保证定位夹紧组件3的下移位置准确时,才能使得定位夹紧组件3将亚克力板压紧,能使得工人快速观察处亚克力板有没有被压紧,确保在进行下一步加工时亚克力板处于被压紧的状态。
51.作为本发明的进一步方案,所述控制组件5还包括:限制件51、闭合件52、滑动塞524,所述限制件51的上端固定连接于纵向压件42的下端,所述限制件51的下端滑动连接于控制组件5的内壁,所述闭合件52的上端固定连接于横向压件41的下端,所述闭合件52的中
端固定连接于滑动塞524的下端,所述滑动塞524的上端滑动连接于控制组件5的内壁;
52.所述限制件51还包括:支撑架511、转柄512、滑动销513,所述限制件51底侧的端部转动连接于转柄512的下端,所述转柄512的中部固定连接于支撑架511的一端,所述支撑架511的另一端固定连接于塑形装置1的底部,所述转柄512的中端固定连接于塑形装置1的底部,所述转柄512的上端转动连接于滑动销513的一端,所述滑动销513的另一端滑动连接于控制组件5上端开设的孔;
53.当纵向压件42压住亚克力板时,将驱动限制件51下移,而限制件51将抵住与转柄512的连接端进行下移,从而使得转柄512发生一个向下的转动,这时转柄512将在转柄512与塑形装置1的连接端的限位下转动,确保转柄512的转动保持稳定,此时转柄512的转动,会压缩支撑架511上的弹簧,使得支撑架511上的弹簧能在转柄512复位时,给转柄512施加一个推力,而转柄512的上端,将会把滑动销513从控制组件5上端的开孔处向外拉,使得滑动销513无法继续插入滑动塞524上的开设的孔,从而取消了限制滑动塞524移动的状态,而闭合件52也会因为横向压件41的动作而下移,闭合件52的下移,将带动滑动塞524从控制组件5的上端滑动至控制组件5的下端,使得控制组件5从闭合的通道,转换为顺畅的通道,此时塑形装置1中的真空机器,将亚克力板与模具之间的空气抽出,使得大气压将亚克力板下压塑形。
54.通过压合组件4的动作带动控制组件5的动作,从而使得控制组件5从闭合的状态转换为通畅的状态,使得塑形装置1中的真空机器正常工作,从而将亚克力板塑形,这样的方式,能使得压合组件4在完全压紧亚克力板的四边时,才能驱动控制组件5进行动作,避免了因为没有压紧,而没有及时观察出来,就启动真空机器,使得亚克力板在塑形时因为出现空隙而造成塑形出现问题。
55.如上述的大型户外浴缸智能成型方法,塑形的具体步骤为,
56.步骤一:拉开定位夹紧组件3将物料的四个角放置在定位夹紧组件3上卡紧,然后驱动转移组件2带动卡紧后的物料移动至塑形装置1的热源处加热;
57.步骤二:物料加热完成后转移组件2将物料运送至塑形装置1前侧模具的上方,使得定位夹紧组件3抵住压合组件4进行动作,从而将物料的四边完全压紧;
58.步骤三:在压合组件4压紧物料的动作会带动控制组件5动作,从而使得控制组件5的保险打开管道处于贯通状态,使得塑形装置1中的真空机器动作,将模具与物料之间的空气抽出进行塑形。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1