轮胎制造用模具的制作方法
本发明的实施方式涉及轮胎制造用模具。
背景技术:
1、存在一种在胎面表面具有刀槽花纹等空隙的轮胎。在用于制造具有这样的空隙的轮胎的胎面表面的模具中,用于成型空隙的空隙成型件由与模具主体不同的材料制作。例如,为了轻量性,模具主体由铝等软质金属制作,另一方面,从强度等观点出发,空隙成型件由铁系金属制作。
2、在专利文献1中,记载了以实现形成有刀槽花纹的块的刚性提高为目的,在成型刀槽花纹的刀具的表面形成特定的凹凸面的内容。在专利文献1中还记载了能够通过层叠造形法来制造该刀具的内容。
3、在先技术文献
4、专利文献
5、专利文献1:日本特开2017-185901号公报
技术实现思路
1、发明所要解决的课题
2、由于轮胎要求性能的提高,在轮胎制造用模具中,趋向于谋求复杂的槽形状。在构成胎面设计的要素中,特别是作为用于成型厚度2mm以下的刀槽花纹的空隙成型件,存在对铁系金属进行冲压成型而得到的成型件。此外,作为空隙成型件,还存在如上述专利文献1所记载那样,利用了层叠造形法即3d打印机的成型件。
3、在使用了这样的空隙成型件的轮胎制造中,空隙成型件的表面的凹凸可考虑会提高硫化后的空隙成型件从轮胎的脱模阻力。特别是在用于成型具有复杂形状的刀槽花纹的空隙成型件中,脱模阻力的增大所引起的轮胎的脱模不良等成为损害生产率的主要原因。
4、鉴于以上问题,本发明的实施方式的目的在于提供一种能够降低空隙成型件的脱模阻力的轮胎制造用模具。
5、用于解决课题的手段
6、本发明包括以下所示的实施方式。
7、[1]一种轮胎制造用模具,其具备:模具主体,其用于成型胎面表面;以及空隙成型件,其由与所述模具主体不同的材料构成,并用于在所述胎面表面成型空隙,其中,
8、所述空隙成型件是通过基于3d打印机的金属造形而制作的,通过所述金属造形而形成的表面的凹凸中的突起的上部被平坦化而形成了平坦的顶面。
9、[2]根据[1]所述的轮胎制造用模具,其中,通过所述金属造形而形成的算数平均粗糙度ra为3.0~7.0μm且偏度为rsk>0的表面通过所述平坦化而将偏度设为rsk<0。
10、[3]根据[1]或[2]所述的轮胎制造用模具,其中,通过削掉通过所述金属造形而形成的所述突起的上部,从而形成了平坦的所述顶面。
11、[4]根据[1]~[3]中任一项所述的轮胎制造用模具,其中,所述空隙成型件在所述突起的平坦的所述顶面与凹陷的底之间具有狭窄部。
12、[5]根据[4]所述的轮胎制造用模具,其中,通过对通过所述金属造形而形成的所述突起的上部以减少高度的方式施加压力使其塑性变形从而形成所述狭窄部,进而通过在保留所述狭窄部的同时削掉所述突起的上部而形成了平坦的所述顶面。
13、[6]根据[4]或[5]所述的轮胎制造用模具,其中,所述狭窄部在所述凹陷的深度方向上设置于比该深度的一半靠所述凹陷的开口面侧的位置。
14、[7]根据[1]~[6]中任一项所述的轮胎制造用模具,其中,所述空隙成型件由不锈钢构成。
15、[8]根据[1]~[7]中任一项所述的轮胎制造用模具,其中,所述空隙成型件的所述表面由截头形状的所述突起的平坦的所述顶面和凹陷形成。
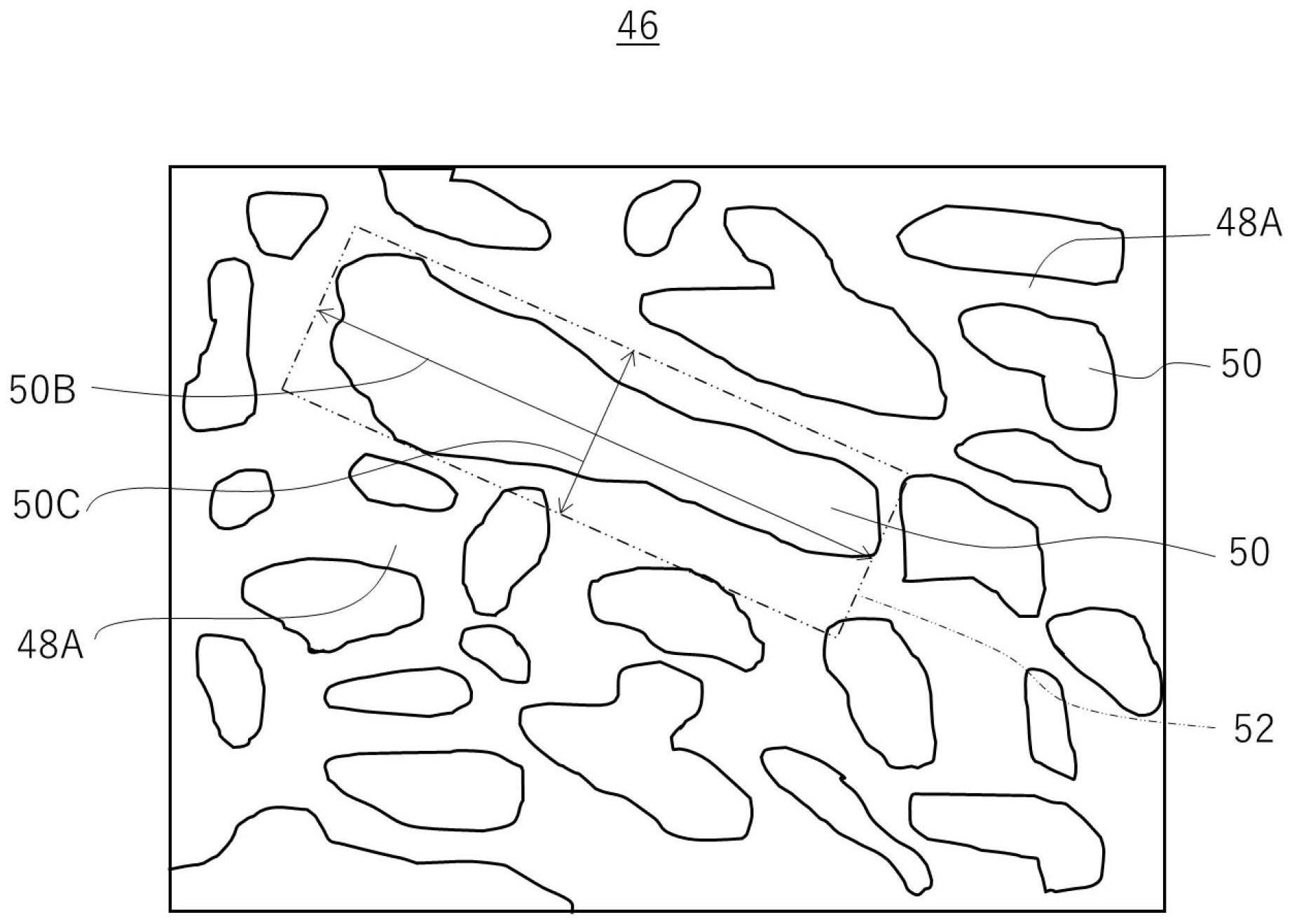
16、[9]根据[1]~[8]中任一项所述的轮胎制造用模具,其中,所述空隙成型件的表面的凹陷具有其开口面的长尺寸值为短尺寸值的2倍~10倍的细长的开口形状。
17、[10]根据[1]~[9]中任一项所述的轮胎制造用模具,其中,所述空隙成型件的表面的凹陷的间隔为0.2~1.5mm。
18、发明效果
19、若为本发明的实施方式,则能够降低空隙成型件的脱模阻力,能够降低硫化后的轮胎的脱模不良。
技术特征:
1.一种轮胎制造用模具,其具备:
2.根据权利要求1所述的轮胎制造用模具,其中,
3.根据权利要求1或2所述的轮胎制造用模具,其中,
4.根据权利要求1或2所述的轮胎制造用模具,其中,
5.根据权利要求4所述的轮胎制造用模具,其中,
6.根据权利要求4所述的轮胎制造用模具,其中,
7.根据权利要求1或2所述的轮胎制造用模具,其中,
8.根据权利要求1或2所述的轮胎制造用模具,其中,
9.根据权利要求1或2所述的轮胎制造用模具,其中,
10.根据权利要求1或2所述的轮胎制造用模具,其中,
技术总结
本发明的课题在于提供一种能够降低空隙成型件的脱模阻力的轮胎制造用模具。轮胎制造用模具(22)具备:模具主体(40),其用于成型胎面表面;以及空隙成型件(42),其由与模具主体(40)不同的材料构成,并用于在胎面表面成型刀槽花纹等空隙。空隙成型件(42)是通过基于3D打印机的金属造形而制作的,通过金属造形而形成的表面(46)的凹凸中的突起(48)的上部被平坦化而形成了平坦的顶面(48A)。
技术研发人员:小原将明
受保护的技术使用者:通伊欧轮胎株式会社
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!