免干燥工艺注塑机的制作方法
1.本发明涉及注塑机技术领域,特别涉及一种免干燥工艺注塑机。
背景技术:
2.注塑机是将热塑性塑料或热固性塑料利用塑料成型模具制成各种形状的塑料制品的主要成型设备。
3.注塑机一般包括射台机构和锁模机构,锁模机构包括定模板、动模板、尾板、多个拉杆、锁模油缸以及传动组件,所述锁模油缸安装于所述尾板上,所述锁模油缸连接所述传动组件,以驱动所述动模板朝向或背离所述定模板移动,多个所述拉杆在所述尾板上阵列排布,且所述拉杆穿设于所述定模板、所述动模板和所述尾板,所述动模板沿所述拉杆的延伸方向滑动,射台机构一般包括烘干组件、加料组件、射胶筒、送料螺杆、注胶马达等部分组成。动力传递装置包括注胶马达、驱动油缸以及螺杆驱动装置。但现有的注塑机在使用时,需要先将原料放置在烘干组件中烘干4~5个小时,烘干工序十分占用加工时间,而且降低注塑效率,原料烘干不充分可能造成成品塑料件中存在气泡,影响成品的质量及量产的良率。
4.申请号为202220769117 .6的中国实用新型专利公开了一种可抽拉杆锁模机构和注塑机,其中,可抽拉杆锁模机构包括定模板、动模板、尾板、多个拉杆、锁模油缸以及传动组件,所述锁模油缸安装于所述尾板上,所述锁模油缸连接所述传动组件,以驱动所述动模板朝向或背离所述定模板移动,多个所述拉杆在所述尾板上阵列排布,且所述拉杆穿设于所述定模板、所述动模板和所述尾板,所述动模板沿所述拉杆的延伸方向滑动。所述定模板背离所述动模板的一侧固定有抱闸装置,所述拉杆穿过所述定模板,并与所述抱闸装置抱闸配合。尾板上固定有抽拉杆装置,抽拉杆装置连接所述拉杆远离所述定模板的一端,以驱动所述拉杆运动。但上述专利还是存在现有技术中的缺点,需要配合烘干组件配合。
技术实现要素:
5.本发明所要解决的技术问题是提供一种结构合理、提升注塑效率的免干燥工艺注塑机。
6.为解决上述技术问题,本发明提供了一种免干燥工艺注塑机,包括射台机构和锁模机构;锁模机构包括定模板、动模板、尾板、多个拉杆、锁模油缸以及传动组件,所述锁模油缸安装于所述尾板上,所述锁模油缸连接所述传动组件,以驱动所述动模板朝向或背离所述定模板移动,多个所述拉杆在所述尾板上阵列排布,且所述拉杆穿设于所述定模板、所述动模板和所述尾板,所述动模板沿所述拉杆的延伸方向滑动;射台机构包括射胶筒、送料螺杆、注胶马达、联轴器、预料座、注射油缸、射台座、固定骨架、支撑架、驱动油缸、排气组件、多组加热组件、至少一组第一滑轨组件和至少一组第二滑轨组件;送料螺杆后端通过联轴器与注胶马达连接,送料螺杆前端伸入射胶筒内,联轴器
固定安装在预料座内,注胶马达和预料座设置在固定骨架内,所述第一滑轨组件的走向为前后走向,支撑架与预料座连接固定,注胶马达处于支撑架与预料座之间,支撑架上、下部分别向前侧延伸有与预料座固定的连接部,注射油缸的缸体固定连接在固定骨架后部,注射油缸的活塞杆伸入固定骨架内且与支撑架后端面固定,固定骨架前端面延伸有射胶头部,射胶筒尾部固定在射胶头部上;固定骨架通过所述第二滑轨组件布置在射台座上,所述第二滑轨组件的走向也为前后走向,驱动油缸的缸体与固定骨架固定连接,驱动油缸的活塞杆端部与外部固定连接;所述第一滑轨组件包括直线滑轨和两个第一滑块,直线滑轨固定连接在固定骨架上,两个第一滑块分别与支撑架和预料座固定连接,所述第一滑块与直线滑轨配合;所述第二滑轨组件包括滑杆和两个第二滑块,滑杆固定支撑在射台座上,两个第二滑块与固定骨架固定连接,所述第二滑块与滑杆配合;送料螺杆伸入射胶筒的内孔中,送料螺杆侧壁上设有螺纹,多组加热组件包覆在所述射胶筒外壁上,所述射胶筒侧壁顶部开有与射胶筒内孔相通的通孔;所述排气组件至少包括装配管、传动轴、螺旋叶片和液压马达,装配管下端固定连接在射胶筒侧壁上,装配管通过通孔与射胶筒内孔相通,液压马达固定在装配管上端,传动轴上端与液压马达的输出轴固定,传动轴处于装配管内且传动轴下端向射胶筒内孔方向伸出,螺旋叶片固定连接在传动轴侧壁上,装配管上部开有排气孔,液压马达的油液进口与注胶马达的出液口相连,液压马达的油液出口与外部油箱相连。
7.作为本免干燥工艺注塑机的优选,射台机构还包括两组第三滑轨组件,第三滑轨组件包括导轨和第三滑块,导轨固定支撑在固定骨架上部,第三滑块与预料座固定连接,所述第三滑块与滑轨配合。
8.作为本免干燥工艺注塑机的优选,所述注射油缸的活塞杆通过法兰组件与支撑架固定,所述法兰组件包括第一半圆法兰、第二半圆法兰和若干固定螺栓,支撑架后端面延伸有法兰座,法兰座后端面开有供注射油缸的活塞杆端部进入的凹槽,注射油缸的活塞杆侧壁沿其周向方向开有第一定位环槽,第一半圆法兰的弧形内壁契合注射油缸的活塞杆侧壁轮廓,第一半圆法兰的弧形内壁延伸有弧形凸台,第二半圆法兰的弧形内壁契合注射油缸的活塞杆侧壁轮廓,第二半圆法兰的弧形内壁延伸有弧形凸台,第一半圆法兰的弧形凸台和第二半圆法兰的弧形凸台共同组成与活塞杆的第一定位环槽配合的凸环,若干固定螺栓分别贯穿第一半圆法兰和第二半圆法兰且与法兰座螺纹配合。
9.作为本免干燥工艺注塑机的优选,固定骨架为一体铸钢成型的框架结构。
10.作为本免干燥工艺注塑机的优选,所述排气组件还包括冷却板,冷却板设置在液压马达与装配管之间,液压马达的输出轴贯穿冷却板后伸入装配管内,冷却板内部设有供冷却介质流过的冷却通道,冷却通道一端与外部的冷却介质连通。
11.作为本免干燥工艺注塑机的优选,所述送料螺杆侧壁中部设有挤压段,处于挤压段内的送料螺杆侧壁向外侧延伸有若干挤压凸块;所述送料螺杆与射胶筒配合后,所述挤压段处于射胶筒的通孔与射胶筒的进料口之间的区域,并且送料螺杆的挤压段靠近射胶筒的通孔位置。
12.所述送料螺杆侧壁上还设有过渡段,过渡段靠近挤压段,过渡段处于挤压段与射胶筒的进料口之间的区域,处于过渡段后端的送料螺杆的外壁外径小于处于过渡段前端的
送料螺杆的外壁外径,沿过渡段后端至前端方向送料螺杆的外壁外径逐步增大。
13.所述送料螺杆侧壁上还设有第一进料段和第二进料段,第二进料段和第一进料段依次处于过渡段与送料螺杆后端之间的区域,处于第一进料段内的送料螺杆侧壁上的螺纹螺距大于处于第二进料段内的送料螺杆侧壁上的螺纹螺距;所述送料螺杆与射胶筒配合后,射胶筒的进料口对准处于第一进料段的送料螺杆。
14.作为本免干燥工艺注塑机的优选,液压马达的油液进口处安装有三通管,三通管的进口与注胶马达的出液口连通,三通管的第一出口与液压马达的油液进口连通,三通管的第二出口与油箱连通,三通管的第二出口与油箱之间的管路上设有卸压阀。
15.采用这样的结构后,法兰组件设置在支撑架与注射油缸之间,并且支撑架不与液压马达接触,避免液压马达与注射油缸之间的直接刚性连接,支撑架及法兰组件可以减少液压马达运行时向注射油缸传递震动,减小因液压马达震动对熔胶马达输出轴及射胶螺杆同轴度的影响。
16.第一滑轨组件的直线滑轨阻力小,保证移动中液压马达、射胶筒、射胶螺杆两侧方向位移一致。
17.固定骨架为一体铸钢成型的框架结构,注射油缸、第二滑轨组件及第一滑轨组件的直线滑轨都固定在固定骨架上,相比现有技术中固定骨架采用分体式结构,一体化的固定骨架可以具有更高的强度,也会避免固定骨架各个部件震动干扰及共振等情况。
18.注射时只有液压马达、射胶螺杆、注射油缸的活塞杆同步动作,体积小、重量轻、刹车惯量小,从而有更高的注射精度。
19.支撑架通过上、下部的连接部与预料座固定,进一步减少震动传导至两侧的第一滑轨组件和第二滑轨组件上,尽量保证所有移动部件的两侧方向位移一致。
20.使用时,将塑料原料投入至射胶筒中,随后通过送料螺杆的转动,再将其从塑料熔化推进段不断向塑料控制推进段输送,包覆在射胶筒外壁周围的加热组件利用对射胶筒内部的塑料原料进行高温熔化,将塑料原料熔化为熔融状态的塑料。当其被输送至排气组件的下方时,其内部产生的蒸汽从排气孔排出,而且通过排气组件的液压马达驱动传动轴和螺旋叶片转动,迫使进入装配管内塑料原料重新回到射胶筒内孔中,射胶筒内部的熔融态塑料原料继续向前输送,最终使得熔融态塑料原料被推进至成型模具中,冷却定型。
21.本免干燥工艺注塑机利用排气组件对射胶筒内部的蒸汽进行排气处理,从而使射胶筒中的塑料原料一直处于干燥状态。本免干燥工艺注塑机不用在进料之前将塑料原料进行4~5小时的干燥处理,减小了使用真空泵对蒸汽处理时,由于真空泵吸力过大而使塑料原料堵塞泵体的不利工况,并且本免干燥工艺注塑机结构简单,生产成本较低,具有较高的经济意义。
22.另外,液压马达的油液进口与注塑机自身的注胶马达出液口相连,对液压马达的转速及扭矩没有要求,只需满足最低的运行效率即可迫使进入装配管内塑料原料重新回到射胶筒内孔中,此结构设置不仅可以回收注塑机本身注胶马达剩余的能量,而且可以达到与注塑机本身注胶马达同步启停的目的。
23.作为本免干燥工艺注塑机的优选,所述锁模机构的定模板底部两侧分别设有定位板,定位板向射台机构方向延伸,伸出定模板外侧的定位板上开有若干与螺栓配合的定位
孔,定位板与外部安装平台通过螺栓固定,所述定位板与定模板之间设有加强筋板。
24.注塑机在每次射胶作业后会对所述锁模机构产生向射台机构方向移动的趋势,现有注塑机定模板直接与外部安装平台通过螺栓固定,长时间使用后,定模板与安装平台之间连接容易松动,松动后会对注塑机动作产生震动,影响整体注塑机的整体运行;采用这样的结构后,利用定位板及加强筋板实现对定模板的加固支撑,保证注塑机长时间使用的稳定性。
25.作为本免干燥工艺注塑机的优选,所述尾板内外侧壁上分别设有若干加强棱。
26.采用这样的结构后,增强尾板的稳定性,保证注塑效果。
27.作为本免干燥工艺注塑机的优选,所述锁模机构还包括四组机铰组件,四组机铰组件依次并列布置,所述机铰组件包括长铰和钩铰,长铰一端与动模板铰接,长铰另一端与钩铰一端铰接,钩铰另一端与尾板铰接。
28.现有注塑机常采用单组机铰组件或者双组机铰组件,但是数量少的机铰组件长时间使用后容易造成轴套间隙就会变大,导致机铰臂长不一致,最终导致注塑机机铰锁模力不均匀,影响注塑质量。采用这样的结构后,本免干燥工艺注塑机采用四组机铰组件可以大大改善上述问题,可以长时间保持注塑机的锁模效果。
附图说明
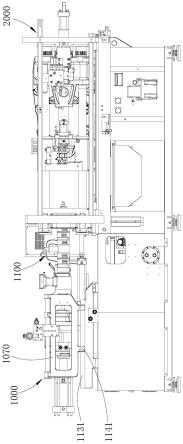
29.图1是本免干燥工艺注塑机实施例的主视图。
30.图2是本免干燥工艺注塑机实施例中射台机构的主视图的剖视图。
31.图3是图2的a部放大图。
32.图4是本免干燥工艺注塑机实施例中固定骨架的立体图。
33.图5是本免干燥工艺注塑机实施例中预料座、注射油缸、支撑架、第一滑轨组件的立体图。
34.图6是本免干燥工艺注塑机实施例中注射油缸的活塞杆与法兰组件配合时的示意图的剖视图。
35.图7是本免干燥工艺注塑机实施例中送料螺杆的主视图图8是图7的b部放大图。
36.图9是本免干燥工艺注塑机实施例中冷却板的俯视图的剖视图。
37.图10是本免干燥工艺注塑机实施例中锁模机构的立体图之一。
38.图11是本免干燥工艺注塑机实施例中锁模机构的立体图之二。
39.图12是本免干燥工艺注塑机实施例中尾板的立体图。
具体实施方式
40.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图对本发明的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本发明。但是本发明能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似改进,因此本发明不受下面公开的具体实施的限制。
41.本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
42.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“及 / 或”包括一个或多个相关的所列项目的任意的和所有的组合。
43.请参阅图 1 至图 12。
44.本免干燥工艺注塑机包括射台机构1000和锁模机构2000。
45.锁模机构2000包括定模板2010、动模板2020、尾板2030、多个拉杆2040、锁模油缸2050、传动组件以及四组机铰组件,锁模油缸2050安装于尾板2030上,锁模油缸2050连接传动组件,以驱动动模板2020朝向或背离定模板2010移动,多个拉杆2040在尾板2030上阵列排布,且拉杆2040穿设于定模板2010、动模板2020和尾板2030,动模板2020沿拉杆2040的延伸方向滑动。
46.定模板2010底部两侧分别设有定位板2011,定位板2011向射台机构方向延伸,伸出定模板2010外侧的定位板2011上开有四个与螺栓配合的定位孔2013,定位板2011与外部安装平台通过螺栓固定,所述定位板2011与定模板2010之间设有加强筋板2012,尾板2030内外侧壁上分别设有若干加强棱2031。
47.机铰组件包括长铰2061、小铰和钩铰2062等部件,长铰2061一端与动模板铰接,长铰2061另一端与钩铰2062一端铰接,钩铰2062另一端与尾板2030铰接,小铰等其他部件的作用与现有技术中注塑机的机铰的结构和作用都保持一致。
48.射台机构1000包括射胶筒1010、送料螺杆1020、注胶马达1030、联轴器1040、预料座1041、注射油缸1050、射台座1060、固定骨架1070、支撑架1080、驱动油缸1090、排气组件1100、多组加热组件1110、两组第一滑轨组件、两组第二滑轨组件和两组第三滑轨组件。
49.射胶筒1010近端端面上开有与其内孔相通的出料孔,射胶筒1010远端侧壁上开有与其内孔相通的进料口,送料螺杆1020后端通过联轴器1040与注胶马达1030连接,联轴器1040固定安装在预料座1041内,送料螺杆1020前端伸入射胶筒1010内,注胶马达1030和预料座1041设置在固定骨架1070内,第一滑轨组件的走向为前后走向,支撑架1080与预料座1041连接固定,注胶马达1030处于支撑架1080与预料座1041之间,支撑架1080上、下部分别向前侧延伸有与预料座1041固定的连接部1081,注射油缸1050的缸体通过螺栓固定在固定骨架1070后部,注射油缸1050的活塞杆1051伸入固定骨架1070内且与支撑架1080后端面固定,固定骨架1070前端面延伸有射胶头部1071,射胶筒1010尾部固定在射胶头部1071上,固定骨架1070为一体铸钢成型的框架结构。
50.固定骨架1070通过第二滑轨组件布置在射台座1060上,第二滑轨组件的走向也为前后走向,驱动油缸1090的缸体与固定骨架1070通过螺栓固定,驱动油缸1090的活塞杆端部与底座通过螺栓固定。
51.第一滑轨组件包括直线滑轨1121和两个第一滑块1122,直线滑轨1121通过螺栓固定在固定骨架1070上,两个第一滑块1122分别与支撑架1080和预料座1041通过螺栓固定,第一滑块1122与直线滑轨1121配合。
52.第二滑轨组件包括滑杆1131和两个第二滑块1132,滑杆1131固定支撑在射台座1060上,两个第二滑块1132与固定骨架1070通过螺栓固定,第二滑块1132与滑杆1131配合。
53.第三滑轨组件包括导轨1141和第三滑块1142,导轨1141固定支撑在固定骨架1070
上部,第三滑块1142与预料座1041焊接固定,第三滑块1142与滑轨配合。
54.送料螺杆1020伸入射胶筒1010的内孔中,送料螺杆1020侧壁上设有螺纹,多组加热组件1110包覆在射胶筒1010外壁上,射胶筒1010侧壁顶部开有与射胶筒1010内孔相通的通孔;排气组件1100包括装配管1101、传动轴1102、螺旋叶片1103、冷却板1104和液压马达1105,装配管1101下端固定在射胶筒1010侧壁上,装配管1101通过通孔与射胶筒1010内孔相通,液压马达1105固定在装配管1101上端,传动轴1102上端与液压马达1105的输出轴固定,传动轴1102处于装配管1101内且传动轴1102下端向射胶筒1010内孔方向伸出,螺旋叶片1103焊接固定在传动轴1102侧壁上,装配管1101上部开有排气孔1101a,液压马达1105的油液进口与注胶马达1030的出液口相连,液压马达1105的油液出口与油箱相连。
55.冷却板1104设置在液压马达1105与装配管1101之间,液压马达1105的输出轴贯穿冷却板1104后伸入装配管1101内,冷却板1104内部设有供冷却介质流过的冷却通道1104a,冷却通道1104a一端与外部的冷却介质连通。
56.液压马达1105的油液进口处安装有三通管1106,三通管1106的进口与注胶马达1030的出液口连通,三通管1106的第一出口与液压马达1105的油液进口连通,三通管1106的第二出口与油箱连通,三通管1106的第二出口与油箱之间的管路上设有卸压阀1107。
57.注射油缸1050的活塞杆1051通过法兰组件与支撑架1080固定,法兰组件包括第一半圆法兰1501、第二半圆法兰1502和若干固定螺栓1503,支撑架1080后端面延伸有法兰座1082,法兰座1082后端面开有供注射油缸1050的活塞杆1051端部进入的凹槽,注射油缸1050的活塞杆1051侧壁沿其周向方向开有第一定位环槽1051a,第一半圆法兰1501的弧形内壁契合注射油缸1050的活塞杆1051侧壁轮廓,第一半圆法兰1501的弧形内壁延伸有弧形凸台,第二半圆法兰1502的弧形内壁契合注射油缸1050的活塞杆1051侧壁轮廓,第二半圆法兰1502的弧形内壁延伸有弧形凸台,第一半圆法兰1501的弧形凸台和第二半圆法兰1502的弧形凸台共同组成与活塞杆1051的第一定位环槽1051a配合的凸环,若干固定螺栓1503分别贯穿第一半圆法兰1501和第二半圆法兰1502且与法兰座1082螺纹配合。
58.送料螺杆1020侧壁中部设有挤压段1021,处于挤压段1021内的送料螺杆1020侧壁向外侧延伸有若干挤压凸块1021a;送料螺杆1020与射胶筒1010配合后,挤压段1021处于射胶筒1010的通孔与射胶筒1010的进料口之间的区域,并且送料螺杆1020的挤压段1021靠近射胶筒1010的通孔位置。
59.送料螺杆1020侧壁上还设有过渡段1022,过渡段1022靠近挤压段1021,过渡段1022处于挤压段1021与射胶筒1010的进料口之间的区域,处于过渡段1022后端的送料螺杆1020的外壁外径小于处于过渡段1022前端的送料螺杆1020的外壁外径,沿过渡段1022后端至前端方向送料螺杆1020的外壁外径逐步增大。
60.送料螺杆1020侧壁上还设有第一进料段1023和第二进料段1024,第二进料段1024和第一进料段1023依次处于过渡段1022与送料螺杆1020后端之间的区域,处于第一进料段1023内的送料螺杆1020侧壁上的螺纹螺距大于处于第二进料段1024内的送料螺杆1020侧壁上的螺纹螺距;送料螺杆1020与射胶筒1010配合后,射胶筒1010的进料口对准处于第一进料段1023的送料螺杆1020。
61.使用时,启动注射油缸1050,注射油缸1050的活塞杆1051通过法兰组件推动支撑架1080、预料座1041及液压马达1105移动,法兰组件设置在支撑架1080与注射油缸1050之间,避免液压马达1105与注射油缸1050之间的刚性连接,支撑架1080及法兰组件可以减少液压马达1105运行时向注射油缸1050传递震动,减小因液压马达1105震动对熔胶马达输出轴及射胶螺杆同轴度的影响。
62.液压马达1105、射胶筒1010、射胶螺杆沿两组第一滑轨组件和第二滑轨组件走向往复移动,第一滑轨组件的直线滑轨1121阻力小,保证移动中液压马达1105、射胶筒1010、射胶螺杆两侧方向位移一致。
63.固定骨架1070为一体铸钢成型的框架结构,注射油缸1050、第一滑轨组件的直线滑轨1121及第二组件的滑杆1131都固定在固定骨架1070上,相比现有技术中固定骨架1070采用分体式结构,一体化的固定骨架1070可以具有更高的强度,也会避免固定骨架1070各个部件震动干扰及共振等情况。
64.塑料原料无需烘干作业,首先将塑料原料从射台机构1000的进料口投入至射胶筒1010中,随后通过送料螺杆1020的转动,再将其从塑料熔化推进段不断向塑料控制推进段输送,包覆在射胶筒1010外壁周围的加热组件1110利用对射胶筒1010内部的塑料原料进行高温熔化,将塑料原料熔化为熔融状态的塑料。
65.塑料原料从射胶筒1010的进料口至通孔的一段过程中,塑料原料依次经过第一进料段1023、第二进料段1024、过渡段1022、挤压段1021,处于第一进料段1023中的塑料原料被送料螺杆1020正常向射胶筒1010出料口方向运输;进入第二进料段1024后,由于处于第一进料段1023内的送料螺杆1020侧壁上的螺纹螺距大于处于第二进料段1024内的送料螺杆1020侧壁上的螺纹螺距,通过改变送料螺杆1020上的螺纹螺距,第二进料段1024开始初步挤压塑料原料,使得塑料原料中的空气得到初步排出;进入过渡段1022后,由于沿过渡段1022远端至近端方向送料螺杆1020的外壁外径逐步增大,通过减少送料螺杆1020侧壁与射胶筒1010内壁之间空间,使得塑料原料中的空气得到进一步排出;进入挤压段1021后,送料螺杆1020侧壁上的若干挤压凸块1021a将塑料原料打散,最终将塑料原料中的空气充分分离的目的熔融状态的塑料原料被继续向前输送,当其被输送至排气组件的下方时,其内部产生的蒸汽从排气孔1101a排出,而且通过排气组件的液压马达1105驱动传动轴1102和螺旋叶片1103转动,迫使进入装配管1101内塑料原料重新回到射胶筒1010内孔中。
66.同时,射胶筒1010内部的熔融态塑料原料继续向前输送至锁模机构2000,最终使得熔融态塑料原料被推进至成型模具中,冷却定型。
67.以上所述的仅是本发明的一种实施方式,应当指出,对于本领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以作出若干变型和改进,这些也应视为属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1