PPC/PLA固体药用硬片及其制备方法与流程
20ppm。
13.本发明中,ppc树脂和pla树脂干燥时,采用螺旋干燥机进行干燥,干燥温度70-80℃,干燥时间70-90min。
14.优选的,将ppc树脂或pla树脂连续加入螺旋干燥机中,从下向上吹70-80℃热风,原料从下向上旋转,70-90min旋转到顶部,原料从顶部进入外壁冷却层向下落,干燥好的ppc树脂或pla树脂落到底部出料口,进入不锈钢贮罐备用。
15.本发明中,双平塑化、熔体计量、三层共挤均在挤出机中进行,采用的挤出机配置熔体计量泵和三流道aba模头,其中主挤出机塑化ppc树脂并挤进aba三流道模头的b流道,进入片材中心,辅挤出机塑化pla树脂并挤进aba三流道模头的aa流道,在片材两面。
16.优选的,主挤出机塑化ppc树脂,是85型平双,螺杆外直径81mm,螺杆内直径52mm;挤出机分8区加热,1区145℃,2区150℃,3区160℃,4区160℃,5区160℃;配置双公位自动换网器,换网器温度158℃,用120目不锈钢圆形网;配置80cc熔体计量泵,熔体计量泵分3区加热,恒温158℃;配置三流道aba模头,模头分6区加热,模头恒温158℃。
17.优选的,辅挤出机塑化pla树脂,是65型平双,螺杆外直径65mm,螺杆内直径44mm;挤出机分8区加热;1区142℃,2区150℃,3区155℃,4区155℃,5区155℃;配置双公位自动换网器,换网器温度153℃,用120目不锈钢圆形网;配置80cc熔体计量泵,熔体计量泵分3区加热,恒温158℃;配置三流道aba模头,模头分6区加热,模头恒温158℃。
18.本发明经主挤出机把塑化好的ppc树脂,挤进aba三流道模头的b流道,进入片材中心,同时经辅挤出机把塑化好的pla树脂,挤进aba三流道模头的aa流道,在片材两面,pla树脂透明度好、硬度好、吸塑成型好,ppc树脂阻隔性好、韧性好,弥补了pla脆性大的缺陷。
19.本发明中,三辊压光的线速度为20-50m/min,所采用的压光辊的表面光亮度为0.025μm,表面硬度为hr58,压光辊配置冷冻水机,其中1#辊300*1000mm,工作压力55mpa,温度16℃;2#辊450*1000mm,工作压力55mpa,温度16℃;3#辊450*1000mm,工作压力0mpa,温度25℃。
20.本发明中,冷却时采用6条冷却导辊,冷却辊规格120*1100mm,间距500mm,自然冷却,线速度20-50m/min。
21.本发明中,切边时采用圆刀式电动切边机,圆刀式电动切边机配置在冷却导辊的第4条和第5条中间,按宽度要求把片材的两个余边切掉。
22.本发明中,收卷时采用双功位力钜收卷机,收卷宽度800mm,收卷直径600mm,计米方式为滚轮,胀轴方式为气胀,收卷方式为中芯。
23.本发明所述的ppc/pla固体药用硬片,由上述制备方法制备得到。
24.本发明制备的ppc/pla固体药用硬片与铝箔热合,用于包装药片和胶囊。
25.在应用时,将ppc/pla固体药用硬片放在全自动包装机放卷架上,自动进料
→
放卷
→
进入加热箱(145℃)
→
吸塑成型
→
放入药片/胶囊
→
铝塑热合包装(135℃)
→
冲裁
→
废边收卷
→
药品质检
→
药品包装。
26.ppc/pla固体药用硬片包装好药品后,放在密封的药品包装盒内,ppc/pla固体药用硬片在日常环境中不降解,当废弃不用时,置于15-30℃温度、自然潮湿、有生物菌的环境中,在一年内可实现100%降解,全部降解为二氧化碳和水。
27.与现有技术相比,本发明的有益效果如下:
28.(1)本发明以二氧化碳基聚合物ppc树脂和pla树脂作为主体原料,经过螺旋干燥
→
真空进料
→
平双塑化
→
熔体计量
→
三层共挤
→
三辊压光
→
冷却
→
切边
→
收卷,制备的ppc/pla固体药用硬片实现了100%全降解,且符合gb 4806.6-2016食品卫生标准;
29.(2)本发明以ppc树脂为片材芯材,以pla树脂为片材两面的材料,其中pla树脂透明度好、硬度好、吸塑成型好,ppc树脂阻隔性好、韧性好,弥补了pla脆性大的缺陷,制备的ppc/pla固体药用硬片不仅可以实现100%降解,而且其力学性能优异。
具体实施方式
30.下面结合实施例对本发明作进一步说明。实施例中所使用的原料,如无特别说明,均为市售常规原料;实施例中所使用的工艺方法,如无特别说明,均为本领域常规方法。
31.实施例中所采用的ppc(聚碳酸亚丙酯)树脂由二氧化碳和环氧丙烷聚合得到,其指标如下:分子量10-11万,密度1.32g/cm3,拉伸强度>24mpa,断裂伸长率>510%,透明度>85%,弹性模量5000-7000,降解率100%;
32.实施例中所采用的pla(聚乳酸)树脂为植物基树脂,其指标如下:分子量为9-10万,弹性模量3000-4000,拉伸强度>40mpa,断裂伸长率>4%,降解率100%。
33.实施例1
34.采用以下方法制备ppc/pla固体药用硬片,包括以下步骤:
35.(1)螺旋干燥:
36.将ppc树脂连续加入螺旋干燥机中,从下向上吹70℃热风,原料从下向上旋转,90min旋转到顶部,原料从顶部进入外壁冷却层向下落,干燥好的ppc树脂或pla树脂落到底部出料口,进入不锈钢贮罐备用;
37.将pla树脂连续加入螺旋干燥机中,从下向上吹70℃热风,原料从下向上旋转,90min旋转到顶部,原料从顶部进入外壁冷却层向下落,干燥好的ppc树脂或pla树脂落到底部出料口,进入不锈钢贮罐备用;
38.(2)双平塑化、熔体计量、三层共挤:
39.主挤出机塑化ppc树脂,是85型平双,螺杆外直径81mm,螺杆内直径52mm;挤出机分8区加热,1区145℃,2区150℃,3区160℃,4区160℃,5区160℃;配置双公位自动换网器,换网器温度158℃,用120目不锈钢圆形网;配置80cc熔体计量泵,熔体计量泵分3区加热,恒温158℃;配置三流道aba模头,模头分6区加热,模头恒温158℃;
40.优选的,辅挤出机塑化pla树脂,是65型平双,螺杆外直径65mm,螺杆内直径44mm;挤出机分8区加热;1区142℃,2区150℃,3区155℃,4区155℃,5区155℃;配置双公位自动换网器,换网器温度153℃,用120目不锈钢圆形网;配置80cc熔体计量泵,熔体计量泵分3区加热,恒温158℃;配置三流道aba模头,模头分6区加热,模头恒温158℃;
41.其中,ppc树脂和pla树脂的质量比为55:45,经主挤出机把塑化好的ppc树脂,挤进aba三流道模头的b流道,进入片材中心,同时经辅挤出机把塑化好的pla树脂,挤进aba三流道模头的aa流道,在片材两面;
42.(3)三辊压光:
43.三辊压光的线速度为50m/min,所采用的压光辊的表面光亮度为0.025μm,表面硬度为hr58,压光辊配置冷冻水机,其中1#辊300*1000mm,工作压力55mpa,温度16℃;2#辊
450*1000mm,工作压力55mpa,温度16℃;3#辊450*1000mm,工作压力0mpa,温度25℃;
44.(4)冷却:
45.采用6条冷却导辊,冷却辊规格120*1100mm,间距500mm,自然冷却,线速度50m/min。
46.(5)切边:
47.采用圆刀式电动切边机,圆刀式电动切边机配置在冷却导辊的第4条和第5条中间,按宽度要求把片材的两个余边切掉。
48.(6)收卷:
49.采用双功位力钜收卷机,收卷宽度800mm,收卷直径600mm,计米方式为滚轮,胀轴方式为气胀,收卷方式为中芯。
50.实施例2
51.采用以下方法制备ppc/pla固体药用硬片,包括以下步骤:
52.(1)螺旋干燥:
53.将ppc树脂连续加入螺旋干燥机中,从下向上吹80℃热风,原料从下向上旋转,80min旋转到顶部,原料从顶部进入外壁冷却层向下落,干燥好的ppc树脂或pla树脂落到底部出料口,进入不锈钢贮罐备用;
54.将pla树脂连续加入螺旋干燥机中,从下向上吹80℃热风,原料从下向上旋转,80min旋转到顶部,原料从顶部进入外壁冷却层向下落,干燥好的ppc树脂或pla树脂落到底部出料口,进入不锈钢贮罐备用;
55.(2)双平塑化、熔体计量、三层共挤:
56.主挤出机塑化ppc树脂,是85型平双,螺杆外直径81mm,螺杆内直径52mm;挤出机分8区加热,1区145℃,2区150℃,3区160℃,4区160℃,5区160℃;配置双公位自动换网器,换网器温度158℃,用120目不锈钢圆形网;配置80cc熔体计量泵,熔体计量泵分3区加热,恒温158℃;配置三流道aba模头,模头分6区加热,模头恒温158℃;
57.优选的,辅挤出机塑化pla树脂,是65型平双,螺杆外直径65mm,螺杆内直径44mm;挤出机分8区加热;1区142℃,2区150℃,3区155℃,4区155℃,5区155℃;配置双公位自动换网器,换网器温度153℃,用120目不锈钢圆形网;配置80cc熔体计量泵,熔体计量泵分3区加热,恒温158℃;配置三流道aba模头,模头分6区加热,模头恒温158℃;
58.其中,ppc树脂和pla树脂的质量比为50:50,经主挤出机把塑化好的ppc树脂,挤进aba三流道模头的b流道,进入片材中心,同时经辅挤出机把塑化好的pla树脂,挤进aba三流道模头的aa流道,在片材两面;
59.(3)三辊压光:
60.三辊压光的线速度为30m/min,所采用的压光辊的表面光亮度为0.025μm,表面硬度为hr58,压光辊配置冷冻水机,其中1#辊300*1000mm,工作压力55mpa,温度16℃;2#辊450*1000mm,工作压力55mpa,温度16℃;3#辊450*1000mm,工作压力0mpa,温度25℃;
61.(4)冷却:
62.采用6条冷却导辊,冷却辊规格120*1100mm,间距500mm,自然冷却,线速度30m/min。
63.(5)切边:
64.采用圆刀式电动切边机,圆刀式电动切边机配置在冷却导辊的第4条和第5条中间,按宽度要求把片材的两个余边切掉。
65.(6)收卷:
66.采用双功位力钜收卷机,收卷宽度800mm,收卷直径600mm,计米方式为滚轮,胀轴方式为气胀,收卷方式为中芯。
67.实施例3
68.采用以下方法制备ppc/pla固体药用硬片,包括以下步骤:
69.(1)螺旋干燥:
70.将ppc树脂连续加入螺旋干燥机中,从下向上吹75℃热风,原料从下向上旋转,85min旋转到顶部,原料从顶部进入外壁冷却层向下落,干燥好的ppc树脂或pla树脂落到底部出料口,进入不锈钢贮罐备用;
71.将pla树脂连续加入螺旋干燥机中,从下向上吹75℃热风,原料从下向上旋转,85min旋转到顶部,原料从顶部进入外壁冷却层向下落,干燥好的ppc树脂或pla树脂落到底部出料口,进入不锈钢贮罐备用;
72.(2)双平塑化、熔体计量、三层共挤:
73.主挤出机塑化ppc树脂,是85型平双,螺杆外直径81mm,螺杆内直径52mm;挤出机分8区加热,1区145℃,2区150℃,3区160℃,4区160℃,5区160℃;配置双公位自动换网器,换网器温度158℃,用120目不锈钢圆形网;配置80cc熔体计量泵,熔体计量泵分3区加热,恒温158℃;配置三流道aba模头,模头分6区加热,模头恒温158℃;
74.优选的,辅挤出机塑化pla树脂,是65型平双,螺杆外直径65mm,螺杆内直径44mm;挤出机分8区加热;1区142℃,2区150℃,3区155℃,4区155℃,5区155℃;配置双公位自动换网器,换网器温度153℃,用120目不锈钢圆形网;配置80cc熔体计量泵,熔体计量泵分3区加热,恒温158℃;配置三流道aba模头,模头分6区加热,模头恒温158℃;
75.其中,ppc树脂和pla树脂的质量比为52:48,经主挤出机把塑化好的ppc树脂,挤进aba三流道模头的b流道,进入片材中心,同时经辅挤出机把塑化好的pla树脂,挤进aba三流道模头的aa流道,在片材两面;
76.(3)三辊压光:
77.三辊压光的线速度为20m/min,所采用的压光辊的表面光亮度为0.025μm,表面硬度为hr58,压光辊配置冷冻水机,其中1#辊300*1000mm,工作压力55mpa,温度16℃;2#辊450*1000mm,工作压力55mpa,温度16℃;3#辊450*1000mm,工作压力0mpa,温度25℃;
78.(4)冷却:
79.采用6条冷却导辊,冷却辊规格120*1100mm,间距500mm,自然冷却,线速度20m/min。
80.(5)切边:
81.采用圆刀式电动切边机,圆刀式电动切边机配置在冷却导辊的第4条和第5条中间,按宽度要求把片材的两个余边切掉。
82.(6)收卷:
83.采用双功位力钜收卷机,收卷宽度800mm,收卷直径600mm,计米方式为滚轮,胀轴方式为气胀,收卷方式为中芯。
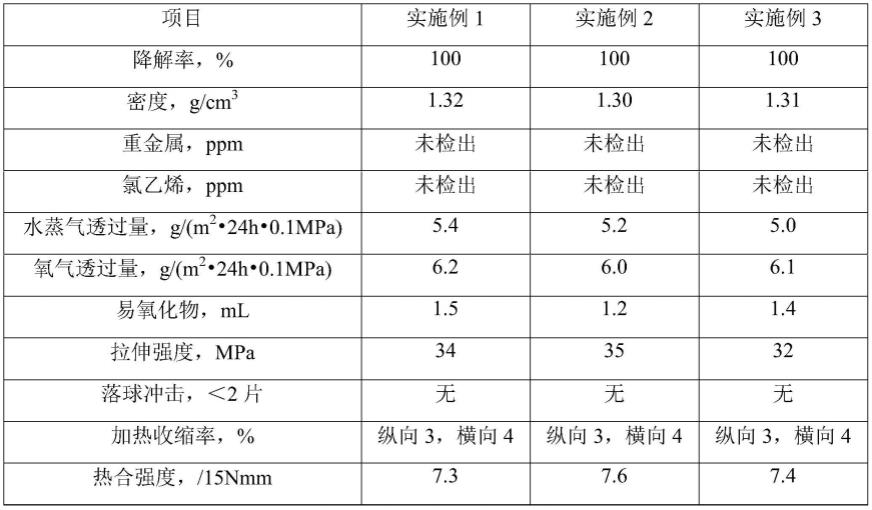
84.将实施例1-3制备的ppc/pla固体药用硬片参照标准q/zn016-2021进行性能测试,结果如表1所示。
85.表1
[0086][0087]
从表1可以看出,本发明制备的ppc/pla固体药用硬片不仅可以实现100%降解,而且其力学性能优异。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1