注塑机射台及注塑机的制作方法
本技术涉及注塑机,更具体地说,涉及注塑机射台及注塑机。
背景技术:
1、注塑机是用于将塑料颗粒注塑成塑料产品的设备。现有的注塑机一般是采用螺旋料筒来进行物料的传输,例如公开号为cn214820282u的文献提供一种注塑机,根据其申请文件的记载,该注塑机包括螺杆料筒,且螺杆料筒的一端通过连轴节与液压马达的驱动端传动连接,螺杆料筒的另一端直接插入到注塑机的定模板中直接进行中注塑。注塑机的这种结构在使用的过程中,在螺杆料筒前移增压注料时,因压力作用,螺杆料筒与模具之间的料会回流,从而导致注入模具的熔融料不足,导致产品缺料的问题。
技术实现思路
1、1.要解决的技术问题
2、本技术的目的在于提供注塑机射台及注塑机,解决了现有技术中注塑增压时,螺杆料筒内料受压回流的技术问题,实现了阻止料回流,保证注塑产品质量的技术效果。
3、2.技术方案
4、本技术实施例提供了注塑机射台,包括料筒,所述料筒内设置有用于输送原料的输送件,所述输送件受驱动于驱动件,还包括:
5、液压缸,设置在所述输送件的一侧,且所述输送件与所述液压缸的输出轴转动连接,使得所述液压缸的输出轴能够推动输送件在料筒内移动;
6、用于防止料回流的封堵件,设置在所述输送件上,且所述封堵件与输送件滑动配合;所述封堵件能够在料筒内滑动;
7、送料嘴,可拆卸地设置在所述料筒的一端,所述送料嘴内设有加热件;
8、加热组件,设置在所述料筒内。
9、作为本技术文件技术方案的一种可选方案,所述料筒包括筒本体,筒本体内设置有料仓,料仓上连通设置有进料孔,进料孔用于塑料粒进入料仓内,输送件与料仓转动配合,输送件在料仓内滑动,输送件与限位槽滑动配合,加热组件安装在筒本体内。
10、通过采用上述技术方案,送料嘴工作时插入模具的唧嘴内,用于将熔融料加热并送入模具内,通过可加热的送料嘴,有效的解决了送料嘴及唧嘴头部堵料的问题,保证在注塑增压上料时,有充足的熔融料注入模具内,保证产品质量,塑料粒注入料筒内后,驱动件的输出端带动输送件转动,将塑料粒向模具端输送,模具注料时,液压缸的输出轴推动输送件在料筒内前移,此时封堵件封堵料仓,使熔融料无法回流,有效的解决了注射熔融料回流导致的供料不足的问题。
11、作为本技术文件技术方案的一种可选方案,所述输送件包括连接杆,连接杆与料仓滑动配合,连接杆上设置有料杆,用于输送熔融料,料杆与料仓滑动配合,料杆在料仓内转动,料杆的一端设置有若干定位块,若干定位块与料仓滑动配合,料杆的端部设置有支撑杆,支撑杆上设置有锥头,锥头沿送料方向的横截面积逐渐减小,锥头上设置有若干进料槽,封堵件与支撑杆滑动配合,封堵件与定位块滑动配合,液压缸的输出轴与连接杆转动连接。
12、作为本技术文件技术方案的一种可选方案,所述筒本体的端部转动设置有连接管,连接管内连通设置有若干限位槽;连接杆上设置有若干限位块,限位块的数量与限位槽的数量对应,限位块与限位槽滑动配合,限位块的长度小于限位槽的长度,驱动件的输出端带动连接管转动。
13、通过采用上述技术方案,料杆有效的将熔融料进行向右输送,定位块与料仓滑动配合,进料槽加快熔融料送至锥头的前侧,在限位块滑动到限位槽的最右端时,料杆仍处于料仓内,避免熔融料从连接管内流出。
14、作为本技术文件技术方案的一种可选方案,所述驱动件包括第一电机、第一齿轮和第二齿轮,第一齿轮连接在第一电机的输出轴上,第二齿轮安装在连接管上,第二齿轮与第一齿轮啮合传动。
15、通过采用上述技术方案,通过第一电机带动第一齿轮转动,第一齿轮与第二齿轮啮合传动,从而带动连接管转动,通过此种传动方式,有效的摆脱了液压缸跟转布线供压难的问题,从而降低布线和供压等设计难度,简化运行结构。
16、作为本技术文件技术方案的一种可选方案,所述送料嘴包括连接筒,连接筒与料仓连通,连接筒与筒本体可拆卸式连接,连接筒上连通设置有尖嘴筒,连接筒内设置有加热环,加热环上设置有若干加热丝,加热丝插入尖嘴筒内,连接筒与尖嘴筒形成注料区,从料仓到尖嘴筒的注射嘴方向,注料区的截面积逐渐减小。
17、通过采用上述技术方案,尖嘴筒插入模具的唧嘴内,从而将注料区内的熔融料从唧嘴注入模具内,通过加热环和加热丝的设置,有效的解决因温度过低注料区或唧嘴头部堵塞的问题,提高注塑的稳定性。
18、作为本技术文件技术方案的一种可选方案,若干所述加热组件将料筒分成至少三个加热区。
19、通过采用上述技术方案,三个加热区用于控制料筒与模具在不同距离的温度,从后加热区至前加热区温度逐渐增大,促进熔融物料的混合以及增压效果,同时也避免在射座后退时造成漏料的等问题。
20、作为本技术文件技术方案的一种可选方案,所述封堵件包括封堵板,封堵板与料仓滑动配合,封堵板上设置有若干配合槽,封堵板上设置有滑动连接孔,滑动连接孔与支撑杆滑动配合,定位块与配合槽滑动配合,
21、通过采用上述技术方案,在液压缸推动连接杆移动时,料杆、定位块和锥头前移,而封堵板在熔融料的阻力下,停止或后移,此时定位块滑入配合槽内,形成完整的封堵块,从而将料仓内定位块前侧和后侧的熔融料隔绝,也避免在模具注料过程,熔融料发生回料,注塑缺料的问题,而液压缸的输出轴带动连接杆、料杆、定位块回程复位,封堵板在后侧的熔融料作用下左移,从而与定位块发生脱离,此时可进行旋转上料。
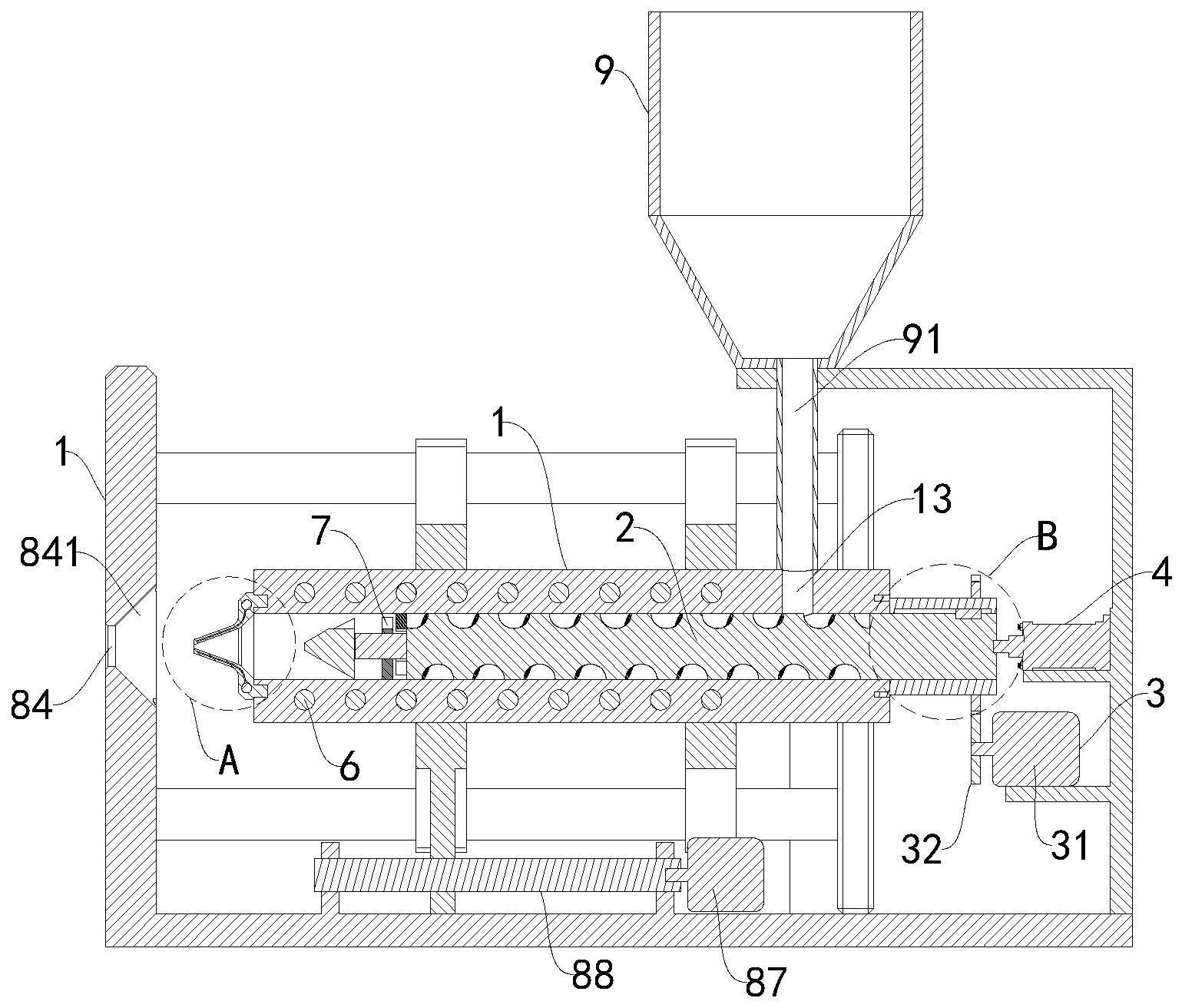
22、本技术实施例还公开一种注塑机,包括上述的射台,还包括机架和料斗,液压缸安装在机架上,第一电机安装在机架上,机架上设置有安装块,安装块上设置有若干安装孔,安装块上设置有唧嘴孔,用于唧嘴的安装定位,唧嘴孔上设置有倒角;
23、机架上还设置有导向杆,导向杆上滑动设置有滑块,滑块安装在料筒的外壁上,机架上设置有第二电机,第二电机的输出轴连接有丝杆,丝杆与机架转动连接,丝杆与滑块螺纹配合,料斗安装在机架上,且料斗与进料孔通过进料管连接。
24、通过采用上述技术方案,第二电机带动丝杆转动,通过丝杆与滑块的螺纹配合,带动滑块在导向杆上滑动,从而带动料筒和送料嘴移动,使送料嘴插入唧嘴孔内并顶紧模具的唧嘴,避免注塑时出现漏胶的问题。
25、3.有益效果
26、本技术实施例中提供的一个或多个技术方案,至少具有如下技术效果或优点:
27、1)本技术送料嘴工作时尖嘴筒插入模具的唧嘴内,将熔融料加热并送入模具内,设置有加热环和加热丝的送料嘴,有效的解决了送料嘴及唧嘴头部堵料的问题,提高注塑的稳定性。
28、2)本技术通过料杆有效的将熔融料进行输送,定位块与料仓滑动配合,进料槽加快熔融料送至锥头的前侧。
29、3)本技术通过第一电机带动第一齿轮与第二齿轮转动,从而带动连接管转动,而液压缸转动连接在连接杆上,通过此种传动方式,有效的摆脱了液压缸跟转而导致的布线、供压难的问题,从而降低布线和供压等设计难度,简化运行结构。
30、4)本技术液压缸推动连接杆移动时,料杆、定位块和锥头前移,而封堵板在熔融料的阻力下,停止或后移,此时定位块滑入配合槽内,形成完整的封堵块,从而将料仓内定位块前侧和后侧的熔融料隔绝,避免在模具注料过程,熔融料发生回料,注塑缺料等问题,而液压缸的输出轴带动连接杆、料杆、定位块回程复位,封堵板在后侧的熔融料作用下左移,从而与定位块发生脱离,此时可再次进行旋转上料。
- 还没有人留言评论。精彩留言会获得点赞!