一种长条状塑料餐具脱模后分离装置的制作方法
1.本申请涉及餐具加工技术领域,具体涉及一种长条状塑料餐具脱模后分离装置。
背景技术:
2.随着外卖行业的发展,一次性餐具的需求也随之增大,现有一次性餐具中的勺子和叉子均为塑料材质,制作工艺多为注塑。
3.注塑是一种工业产品生产造型的方法;产品通常使用橡胶注塑和塑料注塑;注塑还可分注塑成型模压法和压铸法。
4.注射成型机是将热塑性塑料或热固性料利用塑料成型模具制成各种形状的塑料制品的主要成型设备,注射成型是通过注塑机和模具来实现的,为了提高效率,现有的模具均可实现单次注塑多个产品的功能,如图1所示,多个产品呈环形排布,分别与中间的料把连接;因此,注塑完成后,还需要人工将产品从料把上剪下,需要投入大量的人力,上述问题亟待进行解决。
技术实现要素:
5.鉴于现有技术中的上述缺陷或不足,期望提供一种长条状塑料餐具脱模后分离装置。
6.本申请提供一种长条状塑料餐具脱模后分离装置,包括工作台和切刀;所述工作台上安装有定位台和定位套;所述定位台上对应料把设有安装孔,用于对工件进行定位;所述定位套套设在所述定位台上,可相对所述定位台进行滑动,滑动方向与所述安装孔的轴线方向平行;所述切刀呈环形,可升降安装在所述定位套的上方;所述定位套上对应所述切刀设有呈环形的支撑面。
7.进一步的,所述定位台上还设有夹紧组件,用于对所述料把进行固定;所述夹紧组件包括铰接在所述定位台上的压块;所述定位台上对应所述压块设有与所述安装孔贯穿的对接孔。
8.进一步的,所述压块与定位台之间通过铰接轴连接,通过所述定位套挤压触发;所述铰接轴上还套设有扭簧,用于驱动所述压块进行自复位。
9.进一步的,所述定位套呈圆台状,靠近所述切刀一端的直径相对较小;所述工作台上对应所述定位套设有第一气缸;所述第一气缸固定安装在所述工作台上,通过活塞与所述定位套连接。
10.进一步的,还包括限位杆;所述限位杆为螺纹杆;所述工作台上对应所述限位杆设有螺纹孔;所述限位杆可转动安装在所述工作台上,用于限制所述定位套的滑动行程。
11.进一步的,所述工作台上对应切刀设有安装架;所述切刀与安装架之间通过第二气缸连接。
12.本申请具有的优点和积极效果是:
13.本技术方案通过在定位台上设置安装孔,可将料把插入从而进行定位;配合可滑
动的定位套可与定位台的顶端形成高度差,从而使与料把连接的注塑件自然垂落,此时,料把与注塑件的对接处会处于定位套顶部的支撑面处,配合下压的切刀便可完成切割,此过程自动完成,不仅节省了大量的人力,还提高了工作效率。
附图说明
14.图1为料把的结构示意图;
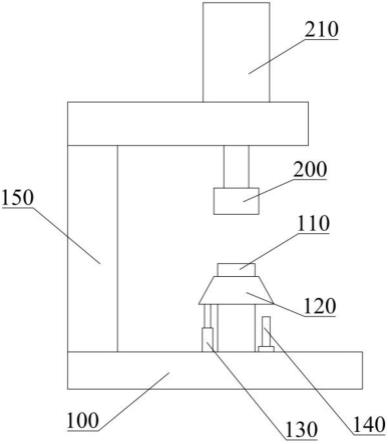
15.图2为本申请实施例提供的长条状塑料餐具脱模后分离装置的结构示意图;
16.图3为本申请实施例提供的长条状塑料餐具脱模后分离装置的夹紧组件的结构示意图。
17.图中所述文字标注表示为:100-工作台;110-定位台;111-安装孔;112-压块;120-定位套;130-第一气缸;140-限位杆;150-安装架;200-切刀;210-第二气缸。
具体实施方式
18.为了使本领域技术人员更好地理解本申请的技术方案,下面结合附图对本申请进行详细描述,本部分的描述仅是示范性和解释性,不应对本申请的保护范围有任何的限制作用。
19.请参考图2-3,本实施例提供一种长条状塑料餐具脱模后分离装置,包括工作台100;工作台100上设有用于安装工件的定位台110;定位台110固定安装在工作台100上,呈圆柱状,中间处对应料把设有匹配的安装孔111;安装孔111的轴线方向与定位台110的轴线方向平行,且与定位台110同轴。
20.在一优选实施例中,定位台110上还套设有定位套120;定位套120与工作台100之间通过第一气缸130连接,第一气缸130固定安装在工作台100上,通过活塞杆与定位套120连接,伸缩方向与安装孔111的轴线方向平行;将料把插入安装孔111后,控制第一气缸130收缩,从而带动定位套120下移,使之端面与定位台110之前形成高度差,从而对料把进行精准切割。
21.优选的,定位套120呈圆台状,靠近工作台100一端的直径相对较大,此结构更加便于注塑件向下垂落;定位套120远离工作台100的一端对应注塑件与料把的对接处还设有呈环形的支撑面,用于对连接处进行支撑,便于切割。
22.优选的,工作台100上对应定位套120还设有限位杆140;限位杆140为螺纹杆;工作台100上对应限位杆140设有螺纹孔;限位杆140可转动安装在工作台100上,与螺纹孔螺纹连接,通过转动可控制升降。从而控制定位套120的滑动行程,确保支撑面与料把和注塑件的连接处能够正常对接。
23.在一优选实施例中,定位台110上还设有夹紧组件,用于对料把进行固定,防止因料把移位导致切割不准确;夹紧组件包括铰接在定位台110上的压块112;定位台110上对应压块112设有匹配的对接孔,对接孔沿定位台110的径向设置,与安装孔111连通。
24.优选的,压块112与定位台110之间通过铰接轴连接,铰接轴上套设有扭簧,在扭簧的作用下,压块会处于安装孔111的外部,确保料把能够正常装卸,当定位套120下滑后,便会将压块挤入安装孔111内,从未对料把进行夹紧。
25.在一优选实施例中,还包括切刀200;切刀200位于定位台110的上方,通过安装架
150与工作台100连接;切刀200呈环形,下压后与定位套120上的支撑面对接,从而完成切割。
26.优选的,所述切刀200与安装架150之间通过第二气缸210连接;第二气缸210固定安装在安装架150上,伸缩方向与定位台110的轴线方向平行。
27.本文中应用了具体个例对本申请的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本申请的方法及其核心思想。以上所述仅是本申请的优选实施方式,应当指出,由于文字表达的有限性,而客观上存在无限的具体结构,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进、润饰或变化,也可以将上述技术特征以适当的方式进行组合;这些改进润饰、变化或组合,或未经改进将发明的构思和技术方案直接应用于其它场合的,均应视为本申请的保护范围。
技术特征:
1.一种长条状塑料餐具脱模后分离装置,其特征在于,所述分离装置包括工作台(100)和切刀(200);所述工作台(100)上安装有定位台(110)和定位套(120);所述定位台(110)上对应料把设有安装孔(111),用于对工件进行定位;所述定位套(120)套设在所述定位台(110)上,可相对所述定位台(110)进行滑动,滑动方向与所述安装孔(111)的轴线方向平行;所述切刀(200)呈环形,可升降安装在所述定位套(120)的上方;所述定位套(120)上对应所述切刀(200)设有呈环形的支撑面。2.根据权利要求1所述的长条状塑料餐具脱模后分离装置,其特征在于,所述定位台(110)上还设有夹紧组件,用于对所述料把进行固定;所述夹紧组件包括铰接在所述定位台(110)上的压块(112);所述定位台(110)上对应所述压块(112)设有与所述安装孔(111)贯穿的对接孔。3.根据权利要求2所述的长条状塑料餐具脱模后分离装置,其特征在于,所述压块(112)与定位台(110)之间通过铰接轴连接,通过所述定位套(120)挤压触发;所述铰接轴上还套设有扭簧,用于驱动所述压块(112)进行自复位。4.根据权利要求1所述的长条状塑料餐具脱模后分离装置,其特征在于,所述定位套(120)呈圆台状,靠近所述切刀(200)一端的直径相对较小;所述工作台(100)上对应所述定位套(120)设有第一气缸(130);所述第一气缸(130)固定安装在所述工作台(100)上,通过活塞与所述定位套(120)连接。5.根据权利要求4所述的长条状塑料餐具脱模后分离装置,其特征在于,还包括限位杆(140);所述限位杆(140)为螺纹杆;所述工作台(100)上对应所述限位杆(140)设有螺纹孔;所述限位杆(140)可转动安装在所述工作台(100)上,用于限制所述定位套(120)的滑动行程。6.根据权利要求1所述的长条状塑料餐具脱模后分离装置,其特征在于,所述工作台(100)上对应切刀(200)设有安装架(150);所述切刀(200)与安装架(150)之间通过第二气缸(210)连接。
技术总结
本申请提供一种长条状塑料餐具脱模后分离装置,包括工作台和切刀;工作台上安装有定位台和定位套;定位台上对应料把设有安装孔,用于对工件进行定位;定位套套设在定位台上,可相对定位台进行滑动,滑动方向与安装孔的轴线方向平行;切刀呈环形,可升降安装在定位套的上方;定位套上对应切刀设有呈环形的支撑面。根据本申请实施例提供的技术方案,通过在定位台上设置安装孔,可将料把插入从而进行定位;配合可滑动的定位套可与定位台的顶端形成高度差,从而使与料把连接的注塑件自然垂落,此时,料把与注塑件的对接处会处于定位套顶部的支撑面处,配合下压的切刀便可完成切割,此过程自动完成,不仅节省了大量的人力,还提高了工作效率。了工作效率。了工作效率。
技术研发人员:史明珠 姜广立 付宝强 唐月苹 李瑞涛
受保护的技术使用者:天津煊宇包装制品有限公司
技术研发日:2022.02.17
技术公布日:2022/7/18
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1