伺服电机驱动脱螺纹的模具的制作方法
1.本实用新型涉及注塑件模具技术领域,特别涉及一种伺服电机驱动脱螺纹的模具。
背景技术:
2.对于一些医疗、汽车、家电、消费电子类的塑胶产品上,经常会碰到有螺纹孔需要在模具中成型的注塑件,传统的做法是通过油缸来驱动齿条,然后用齿条来驱动齿轮,齿轮再传动成型的螺纹镶件做螺旋运动,实现注塑件的成型,产品生产成本高,产品成型周期长,生产效率低的缺陷。
技术实现要素:
3.根据本实用新型实施例,提供了一种伺服电机驱动脱螺纹的模具,包含:上固定板、注料模块、加工成型模块、下固定板;
4.注料模块设置在上固定板的底部,注料模块的输入端贯穿上固定板与外部的注料设备相连;
5.加工成型模块设置在注料模块上,加工成型模块与注料模块的输出端相连,用于加工成型注塑件;
6.下固定板设置在加工成型模块上。
7.进一步,注料模块包含:分流板与注料分流器;
8.分流板设置在上固定板的底部;
9.注料分流器设置在分流板的内腔中,分流器的输入端凸出于分流板的顶部并贯穿上固定板与注料设备相连,注料分流器的若干个输出端凸出于分流板的底部并与加工成型模块相连。
10.进一步,注料模块还包含:第一冷却流道,第一冷却流道的输入端贯穿分流板的一侧的侧壁与分流板的内腔相连通,第一冷却流道的输出端贯穿分流板另一侧的侧壁与分流板的内腔相连通。
11.进一步,加工成型模块包含:成型组件、顶出组件、加工组件与驱动组件;
12.成型组件设置在注塑模块上,成型组件与注塑模块的输出端相连,用于对注塑件进行冷却定型;
13.顶出组件设置在成型组件上,顶出组件与注塑件相连,用于顶出注塑件;
14.加工组件设置在顶出组件上,加工组件与注塑件相连;
15.驱动组件设置在下固定板上,驱动组件与加工组件相连,用于驱动加工组件运行。
16.进一步,成型组件包含:前模板、若干对前模镶件、若干对注料腔与若干对成型腔;
17.前模板设置在注料模块上;
18.若干对前模镶件嵌设于前模板的内部;
19.若干对注料腔分别设置在若干对前模镶件的顶部,若干对注料腔暴露于前模板的
外表面,若干对注料腔分别与注料模块的输出端相连;
20.若干对成型腔分别设置在若干对前模镶件的底部,若干对成型腔暴露于前模板的外表面,若干对成型腔分别与若干对注料腔相连通。
21.进一步,成型组件还包含:第二冷却流道与若干对第二冷却槽;
22.若干对第二冷却槽分别设置在若干对前模镶件的侧壁上;
23.第二冷却流道设置在前模板的内部,第二冷却流道连通若干对第二冷却槽,第二冷却流道的输入端贯穿前模板一侧的侧壁暴露于前模板的外表面,第二冷却流道的输出端贯穿前模板另一侧的侧壁暴露于前模板的外表面。
24.进一步,加工组件包含:齿轮固定板、芯子固定板、若干对螺纹退套、若干对螺纹镶件、若干对第一从动轮、若干个第二从动轮、第三冷却流道、若干对导流管、若干对冷却镶件;
25.齿轮固定板设置在顶出组件上;
26.芯子固定板设置在齿轮固定板的底部;
27.若干对螺纹退套嵌设于齿轮固定板的内部;
28.若干对螺纹镶件的一端分别插设于若干对螺纹退套的内腔中,螺纹镶件的一端与螺纹退套的内壁螺纹连接;
29.若干对螺纹镶件的另一端分别插设于若干对成型腔内,螺纹镶件的另一端的外壁与成型腔的内壁的间隙大于零,若干对螺纹镶件的另一端的侧壁上均设有若干个螺纹凸起,用于为注塑件加工螺纹;
30.若干对第一从动轮分别设置在若干对螺纹镶件的侧壁上,第一从动轮位于螺纹镶件的中段;
31.若干个第二从动轮均转动设置在齿轮固定板上,任一个第二从动轮与驱动组件相连,其余的第二从动轮分别与相邻的两对第二从动轮相啮合;
32.第三冷却流道设置在下固定板的内部,第三冷却流道的输入端与第三冷却流道的输出端均贯穿下固定板的一侧的侧壁暴露于下固定板的外表面;
33.若干对冷却镶件分别贯穿齿轮固定板插设于若干对螺纹镶件的内腔中,若干对冷却镶件的内部设有降温内腔,降温内腔的底部为开放式设计,降温内腔的底部的端口与第三冷却流道的输出端连通;
34.若干对导流管的一端与第三冷却流道的输入端连通,若干对导流管的另一端分别经降温内腔的底部的端口插设于若干对冷却镶件的降温内腔中,导流管的外壁与降温内腔的内壁的间隙大于零。
35.进一步,驱动组件包含:电机、主动轮、传动轴、第三从动轮、第四从动轮与第五从动轮;
36.电机设置在齿轮固定板上;
37.主动轮设置在电机的输出端;
38.传动轴转动设置在下固定板上;
39.第三从动轮套设在传动轴的一端,第三从动轮与主动轮相啮合,第三从动轮的半径大于主动轮的半径;
40.第四从动轮套设在传动轴的另一端;
41.第五从动轮转动设在齿轮固定板上,第五从动轮与第二从动轮、第四从动轮啮合。
42.进一步,顶出组件包含:推板、后模板、若干对推套、若干对后模镶件与推杆;
43.后模板设置在齿轮固定板的顶部;
44.推板设置在前模板与后模板之间;
45.若干对后模镶件嵌设于后模板内部,若干对后模镶件分别套设在若干对螺纹镶件上,且若干对后模镶件的一端贯穿推板与注塑件相连;
46.若干对推套嵌设于推板的内部,若干对推套分别套设在若干对后模镶件上,若干对推套的一端与注塑件相连,用于顶出注塑件;
47.推杆设置在推板上,推杆贯穿后模板、齿轮固定板、芯子固定板、下固定板与注料设备相连,用于带动推板运动。
48.进一步,顶出组件还包含:第四冷却流道与若干对第四冷却槽;
49.若干对第四冷却槽分别设置在若干对推套的侧壁上;
50.第四冷却流道设置在推板的内部,第四冷却流道连通若干对第四冷却槽,第四冷却流道的输入端贯穿推板的一侧的侧壁暴露于推板的外表面,第四冷却流道的输出端贯穿推板的另一侧的侧壁暴露于推板的外表面。
51.根据本实用新型实施例的伺服电机驱动脱螺纹的模具,解决了现有技术中存在的产品生产成本高、产品成型周期长、生产效率低的缺陷,有效的节约了产品的生产成本,缩短了产品的生产周期。
52.要理解的是,前面的一般描述和下面的详细描述两者都是示例性的,并 且意图在于提供要求保护的技术的进一步说明。
附图说明
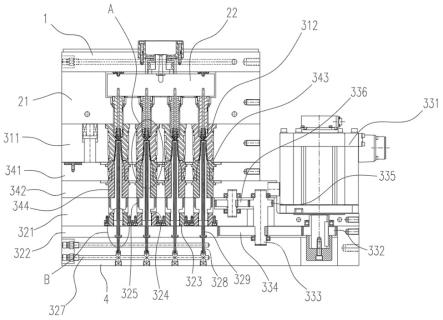
53.图1为根据本实用新型实施例伺服电机驱动脱螺纹的模具的主视角度的剖视图;
54.图2为根据本实用新型实施例伺服电机驱动脱螺纹的模具的侧视角度的剖视图;
55.图3为图1中a区域的局部放大图;
56.图4为图1中b区域的局部放大图;
57.图5为根据本实用新型实施例伺服电机驱动脱螺纹的模具的主动轮、第一从动轮、第二从动轮、第三从动轮、第四从动轮、第五从动轮与传动轴的装配示意图。
具体实施方式
58.以下将结合附图,详细描述本实用新型的优选实施例,对本实用新型做进一步阐述。
59.首先,将结合图1~5描述根据本实用新型实施例的伺服电机331驱动脱螺纹的模具,用于加工注塑件5,其应用场景广阔。
60.如图1~4所示,本实用新型实施例的伺服电机331驱动脱螺纹的模具,包含:上固定板1、注料模块、加工成型模块、下固定板4。
61.具体地,如图1~4所示,注料模块设置在上固定板1的底部,注料模块的输入端贯穿上固定板1与外部的注料设备(图上未示出)相连;下固定板4设置在加工成型模块上。
62.进一步,如图1~2所示,注料模块包含:分流板21与注料分流器22;分流板21通过螺
丝固定设置在上固定板1的底部;注料分流器22设置在分流板21的内腔中,分流器22的输入端凸出于分流板21的顶部并贯穿上固定板1与注料设备相连,注料分流器22的若干个输出端凸出于分流板21的底部并与加工成型模块相连。
63.进一步,如图1~2所示,注料模块还包含:第一冷却流道23,第一冷却流道23的输入端贯穿分流板21的一侧的侧壁与分流板21的内腔相连通,第一冷却流道23的输出端贯穿分流板21另一侧的侧壁与分流板21的内腔相连通;冷却液经第一冷却流道23的输入端流入分流板21的内腔并从第一冷却流道23的输出端流出,对分流器22进行冷却,加快了注塑件5的成型速度,解决了现有技术中存在的产品成型周期长、生产效率低的缺陷,有效的缩短了产品的生产周期,提高了生产效率。
64.具体地,如图1~5所示,加工成型模块设置在注料模块上,加工成型模块与注料模块的输出端相连,用于加工成型注塑件5。
65.进一步,如图1~5所示,加工成型模块包含:成型组件、顶出组件、加工组件与驱动组件;成型组件设置在注塑模块上,成型组件与注塑模块的输出端相连,用于对注塑件5进行冷却定型;顶出组件设置在成型组件上,顶出组件与注塑件5相连,用于顶出注塑件5;加工组件设置在顶出组件上,加工组件与注塑件5相连;驱动组件设置在下固定板4上,驱动组件与加工组件相连,用于驱动加工组件运行。
66.进一步,如图1~5所示,成型组件包含:前模板311、若干对前模镶件312、若干对注料腔(图上未示出)与若干对成型腔(图上未示出);前模板311通过螺丝固定设置在分流板21的底部;若干对前模镶件312嵌设于前模板311的内部;若干对注料腔分别设置在若干对前模镶件312的顶部,若干对注料腔暴露于前模板311的外表面,若干对注料腔分别与分流器22的若干个输出端相连;若干对成型腔分别设置在若干对前模镶件312的底部,若干对成型腔暴露于前模板311的外表面,若干对成型腔分别与若干对注料腔相连通。
67.进一步,如图1~5所示,成型组件还包含:第二冷却流道313与若干对第二冷却槽314;若干对第二冷却槽314分别设置在若干对前模镶件312的侧壁上;第二冷却流道313设置在前模板311的内部,第二冷却流道313连通若干对第二冷却槽314,第二冷却流道313的输入端贯穿前模板311一侧的侧壁暴露于前模板311的外表面,第二冷却流道313的输出端贯穿前模板311另一侧的侧壁暴露于前模板311的外表面;冷却液经第二冷却流道313的输入端流入前模板311并依次流经若干对第二冷却槽314再从第二冷却流道313的输出端流出,对前模镶件312进行降温处理,加速了注塑件5的成型速度,解决了现有技术中存在的产品成型周期长、生产效率低的缺陷,有效的缩短了产品的生产周期,提高了生产效率。
68.进一步,如图1~5所示,加工组件包含:齿轮固定板321、芯子固定板322、若干对螺纹退套323、若干对螺纹镶件324、若干对第一从动轮325、若干个第二从动轮326、第三冷却流道327、若干对导流管328、若干对冷却镶件329;齿轮固定板321设置在顶出组件上;芯子固定板322设置在齿轮固定板321的底部,下固定板4与芯子固定板322通过螺丝固定;若干对螺纹退套323嵌设于齿轮固定板321的内部;若干对螺纹镶件324的一端分别插设于若干对螺纹退套323的内腔中,螺纹镶件324的一端与螺纹退套323的内壁螺纹连接;若干对螺纹镶件324的另一端分别插设于若干对成型腔内,螺纹镶件324的另一端的外壁与成型腔的内壁的间隙大于零,若干对螺纹镶件324的另一端的侧壁上均设有若干个螺纹凸起3241,用于为注塑件5加工螺纹;若干对第一从动轮325分别设置在若干对螺纹镶件324的侧壁上,第一
从动轮325位于螺纹镶件324的中段;若干个第二从动轮326均转动设置在齿轮固定板321上,任一个第二从动轮326与驱动组件相连,其余的第二从动轮326分别与相邻的两对第二从动轮326相啮合;第三冷却流道327设置在下固定板4的内部,第三冷却流道327的输入端与第三冷却流道327的输出端均贯穿下固定板4的一侧的侧壁暴露于下固定板4的外表面;若干对冷却镶件329分别贯穿齿轮固定板321插设于若干对螺纹镶件324的内腔中,若干对冷却镶件329的内部设有降温内腔(图上未示出),降温内腔的底部为开放式设计,降温内腔的底部的端口与第三冷却流道327的输出端连通;若干对导流管328的一端与第三冷却流道327的输入端连通,若干对导流管328的另一端分别经降温内腔的底部的端口插设于若干对冷却镶件329的降温内腔中,导流管328的外壁与降温内腔的内壁的间隙大于零;冷却液经第三冷却流道327的输入端流入导流管328,进而流进冷却镶件329的降温内腔中,降温内腔中的冷却液在经导流管328的外壁与降温内腔的内壁之间的间隙流入第三冷却流道327的输出端,实现对螺纹镶件324的降温冷却,进一步加速了注塑件5的成型速度,解决了现有技术中存在的产品成型周期长、生产效率低的缺陷,有效的缩短了产品的生产周期,提高了生产效率。
69.进一步,如图1~5所示,驱动组件包含:电机331、主动轮332、传动轴333、第三从动轮334、第四从动轮335与第五从动轮336;电机331通过螺丝固定设置在齿轮固定板321上,电机331选用伺服电机331,相比于现有技术中选用油缸驱动,有效降低了本实施例的维护成本以及能耗成本,进而节约了产品的生产成本;主动轮332设置在电机331的输出端;传动轴333转动设置在下固定板4上;第三从动轮334套设在传动轴333的一端,第三从动轮334与主动轮332相啮合,第三从动轮334的半径大于主动轮332的半径,降低了驱动本实施例运行的输入动力的效果,使本实施例能够选用更小型号的电机331,降低了本实施例能耗成本,进而降低了产品的生产成本,同时减小了本实施例的体积;第四从动轮335套设在传动轴333的另一端;第五从动轮336转动设在齿轮固定板321上,第五从动轮336与第二从动轮326、第四从动轮335啮合。
70.进一步,如图1~5所示,顶出组件包含:推板341、后模板342、若干对推套343、若干对后模镶件344与推杆347;后模板342设置在齿轮固定板321的顶部;推板341设置在前模板311与后模板342之间,推板341与后模板342通过螺丝固定;若干对后模镶件344嵌设于后模板342内部并通过压板固定,若干对后模镶件344分别套设在若干对螺纹镶件324上,且若干对后模镶件344的一端贯穿推板341与注塑件5相连;若干对推套343嵌设于推板341的内部并通过压板固定,若干对推套343分别套设在若干对后模镶件344上,若干对推套343的一端与注塑件5相连,用于顶出注塑件5;推杆347设置在推板341上,推杆347贯穿后模板342、齿轮固定板321、芯子固定板322、下固定板4与注料设备相连,用于带动推板341运动。
71.进一步,如图1~5所示,顶出组件还包含:第四冷却流道345与若干对第四冷却槽346;若干对第四冷却槽346分别设置在若干对推套343的侧壁上;第四冷却流道345设置在推板341的内部,第四冷却流道345连通若干对第四冷却槽346,第四冷却流道345的输入端贯穿推板341的一侧的侧壁暴露于推板341的外表面,第四冷却流道345的输出端贯穿推板341的另一侧的侧壁暴露于推板341的外表面;冷却液经第四冷却流道345的输入端流入推板341,并依次流经若干对第四冷却槽346,对推套343进行降温处理,解决了现有技术中存在的产品成型周期长、生产效率低的缺陷,有效的缩短了产品的生产周期,提高了生产效
率。
72.当设备运行时,注料设备与分流器22的输入端相连,注塑件5原料经分流器22分流后通过注料腔流入成型腔内,在成型腔内冷却成型,与此同时,冷却液经第一冷却流道23的输入端流入分流板21的内腔并从第一冷却流道23的输出端流出,对分流器22进行冷却;冷却液经第二冷却流道313的输入端流入前模板311并依次流经若干对第二冷却槽314再从第二冷却流道313的输出端流出,对前模镶件312进行降温处理,加速了注塑件5的成型速度;注塑件5成型后,使用者通过控制终端控制电机331启动,电机331驱动主动轮332旋转,主动轮332带动第三从动轮334旋转,第三从动轮334通过传动轴333带动第四从动轮335旋转,第四从动轮335带动若干个第五从动轮336旋转,第五从动轮336带动第二从动轮326旋转,若干个第二从动轮326带动若干对第一从动轮325旋转进而带动螺纹镶件324旋转,螺纹镶件324在旋转的同时,同步向下插入螺纹退套323的内腔中,使螺纹镶件324的头端的螺纹凸起3241在注塑件5的内壁上加工出螺纹并从注塑件5的内腔中退出,在螺纹镶件324的头端退出注塑件5的内腔之前,冷却液经第三冷却流道327的输入端流入导流管328,进而流进冷却镶件329的降温内腔中,降温内腔中的冷却液在经导流管328的外壁与降温内腔的内壁之间的间隙流入第三冷却流道327的输出端,实现对螺纹镶件324的降温冷却,进一步加速了注塑件5的成型速度。
73.本实施例的注塑件5脱模过程如下,首先,使用者将前模板311以及设置在前模板311上的零件取下,然后,螺纹镶件324旋转推出注塑件5的内腔,最后,使用者控制推杆347带动推板341与推套343向上位移,进而将注塑件5顶出,使注塑件5顺利脱模。
74.以上,参照图1~5描述了根据本实用新型实施例的伺服电机驱动脱螺纹的模具,解决了现有技术中存在的产品生产成本高、产品成型周期长、生产效率低的缺陷,有效的节约了产品的生产成本,缩短了产品的生产周期。
75.需要说明的是,在本说明书中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包含
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
76.尽管本实用新型的内容已经通过上述优选实施例作了详细介绍,但应当认识到上述的描述不应被认为是对本实用新型的限制。在本领域技术人员阅读了上述内容后,对于本实用新型的多种修改和替代都将是显而易见的。因此,本实用新型的保护范围应由所附的权利要求来限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1