一种热流道模具注塑模连接结构的制作方法
1.本实用新型涉及热流道技术领域,尤其是一种热流道模具注塑模连接结构。
背景技术:
2.热流道是在注塑模具中使用的,将融化的塑料粒子注入到模具的型腔中的加热组件系统。热流道是通过加热的办法来保证流道和浇口的塑料保持熔融状态。由于在流道附近或中心设有加热棒和加热圈,从注塑机喷嘴出口到浇口的整个流道都处于高温状态,使流道中的塑料保持熔融。现有技术中大多通过热嘴将熔融塑料注射到成型模内,为了保证热嘴出料口与成型模的注射口连接,就需要将热嘴固定在成型模上,当需要更换要生产的产品批次时,就要整体更换,增加模具的成本。
技术实现要素:
3.本实用新型所要解决的技术问题在于,提供一种热流道模具注塑模连接结构,能够降低模具的成本。
4.为了解决上述技术问题,本实用新型的一种热流道模具注塑模连接结构,包括热嘴、连接套、承托板、连接板以及成型模,所述承托板底面设有开口朝下的第一容纳槽,所述承托板顶面设有连通第一容纳槽的让位通孔,所述热嘴下部穿过让位通孔并伸入第一容纳槽内,所述连接套安装在热嘴下部并与第一容纳槽螺纹连接,所述连接板置于第一容纳槽内并与第一容纳槽螺纹连接,所述成型模与连接板卡合连接且成型模的注射口与热嘴的出料口连通。
5.作为上述方案的改进,所述成型模设有开口朝上的第二容纳槽,所述连接套置于第二容纳槽内,且所述成型模的注射口与第二容纳槽连通。
6.作为上述方案的改进,所述第一容纳槽的顶面设有定位块,所述连接板设有供定位块穿过的定位通孔。
7.作为上述方案的改进,所述连接板前后左右四侧中的两相邻侧面设有连接块,所述承托板底面设有与第一容纳槽连通并用于容纳连接块的连接槽,所述连接块置于连接槽内并与连接槽螺纹连接。
8.作为上述方案的改进,所述承托板底面四角处设有凸块。
9.作为上述方案的改进,所述承托板四角处装有导向套。
10.作为上述方案的改进,所述承托板四角处均设有连接通孔,所述导向套安装在连接通孔内。
11.实施本实用新型,具有如下有益效果:
12.本实用新型的热流道模具注塑模连接结构通过热嘴、连接套、承托板、连接板、成型模、第一容纳槽以及让位通孔相互组合,对于注射位置和注射口相同(即可以采用同一组热嘴注射)的不同产品,只需配备多组对应的成型模,并通过更换成型模即可实现要生产的产品批次更换,无需配备多套配套有热嘴和成型模的整套模具,降低模具的成本。
附图说明
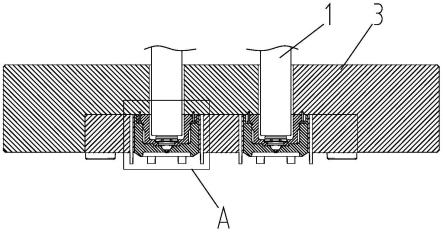
13.图1为本实用新型实施例中热流道模具注塑模连接结构的结构示意图;
14.图2为图1中a处的放大视图;
15.图3为本实用新型实施例中热流道模具注塑模连接结构的结构仰视图;
16.图4为本实用新型实施例中导向套安装在承托板上的结构示意图。
17.图中:1、热嘴;2、连接套;3、承托板;4、连接板;5、成型模;6、第一容纳槽;7、让位通孔;8、第二容纳槽;9、定位块;10、定位通孔; 11、连接块;12、连接槽;13、凸块;14、导向套;15、连接通孔。
具体实施方式
18.下面结合附图及具体实施例,对本实用新型作进一步的描述,以便于更清楚的理解本实用新型要求保护的技术思想。仅此声明,本实用新型在文中出现或即将出现的上、下、左、右、前、后、内、外等方位用词,仅以本实用新型的附图为基准,其并不是对本实用新型的具体限定。
19.如图1至4所示,本实用新型实施例中的一种热流道模具注塑模连接结构,包括热嘴1、连接套2、承托板3、连接板4以及成型模5。实际上,所述热嘴1为热流模模具常用部件,具有加热部件,能够热嘴1内的塑料保持熔融状态,这里不再对其具体结构一一赘述。所述成型模5设有成型腔(附图中只画出与热嘴1连接的上模部分,忽略画出下模部分),熔融塑料能够在成型模5内的成型腔内成型。
20.所述承托板3底面设有开口朝下的第一容纳槽6,所述承托板3顶面设有连通第一容纳槽6的让位通孔7,所述热嘴1下部穿过让位通孔7并伸入第一容纳槽6内,所述连接套2安装在热嘴1下部并与第一容纳槽6螺纹连接,实际上,所述连接套2与热嘴1下部可以通过螺纹连接或卡合连接的方式组装在一起,使得热嘴1下部通过连接套2可拆卸地安装在第一容纳槽6 内;所述连接板4置于第一容纳槽6内并与第一容纳槽6螺纹连接,使得连接板4可拆卸地安装在与第一容纳槽6可拆卸连接;所述成型模5与连接板 4卡合连接且成型模5的注射口与热嘴1的出料口连通,所述成型模5通过卡合连接的方式实现与连接板4的可拆卸连接,并随同连接板4一同安装在承托板3上,需要更换要生产产品的批次时,将连接板4从承托板3上拆卸,并更换与连接板4卡合轮廓相同的成型模5,再将连接板4重新安装到承托板3上的第一容纳槽6内即可。
21.本实用新型的热流道模具注塑模连接结构安装步骤如下:先将热嘴1从承托板3上方向下穿过让位通孔7伸入到第一容纳槽6内,然后在热嘴1下部安装连接套2并将连接套2安装在第一容纳槽6内,然后将预先装有成型模5的连接板4安装到第一容纳槽6内,使得成型模5的注射口与热嘴1的出料口连通。
22.本实用新型的热流道模具注塑模连接结构安装步骤如下;先将装有成型模5的连接板4从第一容纳槽6拆下,然后解除连接套2与第一容纳槽6的连接,在解除连接套2与热嘴1下部的连接,最后将热嘴1从承托板3上取走。
23.本实用新型的热流道模具注塑模连接结构通过热嘴1、连接套2、承托板3、连接板4、成型模5、第一容纳槽6以及让位通孔7相互组合,对于注射位置和注射口相同(即可以采用同一组热嘴1注射)的不同产品,只需配备多组对应的成型模5,并通过更换成型模5即可
实现要生产的产品批次更换,无需配备多套配套有热嘴1和成型模5的整套模具,降低模具的成本。
24.实际上,如图1以及图2所示,所述成型模5优选设有开口朝上的第二容纳槽8,所述连接套2置于第二容纳槽8内,使得热嘴1下部也置于第二容纳槽8内,且所述成型模5的注射口与第二容纳槽8连通,实现成型模5 的注射口与热嘴1的出料口连通。同时,通过第二容纳槽8能够缩短成型模 5注射口的延伸长,使得塑料从热嘴1出料口离开口尽快进入到成型模5。
25.需要说明的是,如图1以及图2所示,所述第一容纳槽6的顶面优选设有定位块9,所述连接板4设有供定位块9穿过的定位通孔10,通过定位块 9与定位通孔10配合,实现连接板4在第一容纳槽6内的定位。
26.具体地,如图3所示,所述连接板4前后左右四侧中的两相邻侧面优选设有连接块11,所述承托板3底面设有与第一容纳槽6连通并用于容纳连接块11的连接槽12,所述连接块11置于连接槽12内并与连接槽12螺纹连接,实现连接板4与第一容纳槽6的螺纹连接。连接板4旋转过90度、180 度或者270度时,连接块11无法对应放入连接槽12,连接板4无法放入第一容纳槽6,起到初步防错的作用。
27.进一步地,如图3所示,所述承托板3底面四角处优选设有凸块13,通过凸块13与外部承托件接触,减少成型模5合模时连接板4与外部承托架的接触面积。
28.此外,所述承托板3四角处优选装有导向套14,与外部承托件上的导向柱配合,确保成型模5的合模精准度。实际上,所述承托板3四角处均优选设有连接通孔15,所述导向套14安装在连接通孔15内,实现导向套14的安装,具体地,导向套14采用耐磨金属制作,相对与直接在承托板3开设导向孔,导向套14与外部承托件上的导向柱配合使用的使用寿命更长。
29.以上仅为本实用新型的具体实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1