一种用于制造无人机机身的模具的制作方法
1.本实用新型涉及无人机模具领域,尤其涉及一种用于制造无人机机身的模具。
背景技术:
2.目前无人机机体大多采用两部分或多部分合模的方式进行,即先利用一个模具制造出上机身蒙皮,然后利用另外一个模具制造出下机身蒙皮,最后通过粘接的方式将上机身蒙皮和下机身蒙皮合并成型,得到完整的无人机机身,通过这种方式成型的无人机机身,会出现合模缝强度相对较低,从而出现机身容易开裂的情况,且成型后在机身内部会存在棱角,导致机身内部在安装结构件及设备时会出现干涉的现象,造成结构件和设备损坏。
技术实现要素:
3.本实用新型的目的是提供一种用于制造无人机机身的模具,旨在解决现有的无人机模具制造出来的无人机机身存在容易开裂,易形成棱角的问题。
4.为解决上述技术问题,本实用新型的目的是通过以下技术方案实现的:提供一种用于制造无人机机身的模具,包括:
5.上模,所述上模设置有上型腔;
6.下模,所述下模扣合连接于所述上模下侧,所述下模设置有与所述上型腔连通的下型腔,所述上型腔和下型腔合成一侧边具有开口的成型腔;
7.支承模具,所述支承模具通过所述开口水平滑动连接于所述成型腔,所述支承模具内部设置有充气腔;
8.气源,所述气源与所述支承模具连接,用于将气体通入所述充气腔;
9.其中,所述支承模具由弹性材质制造而成,使所述支承模具在所述气源将气体通入所述充气腔后膨胀至预设位置。
10.进一步的,所述支承模具外端设置有与所述充气腔连通的充气孔,所述气源包括气泵以及进气管,所述进气管一端与所述气泵的出气口连接、另一端与所述充气孔连接。
11.进一步的,所述支承模具包括依次连接的前端、连接端、密封端,所述上模和下模的交界处均设置有供所述前端嵌入的子限位槽,2个所述子限位槽共同构成一个供所述前端嵌入的限位槽,所述密封端外周侧抵紧于所述开口内侧。
12.进一步的,所述前端左右两侧对称设置有导向面,2个所述导向面自所述连接端向所述前端的方向相互靠拢设置。
13.进一步的,还包括2个第一镶块,各所述导向面上均设置有导向槽,2个所述第一镶块分别穿过所述上模和下模并嵌入对应的所述导向槽内。
14.进一步的,所述连接端在与所述前端的交界处设置有第一限位面,所述成型腔内设置有用于在所述连接端到达预设位置后与所述第一限位面接触的第二限位面,用于阻碍所述连接端继续向前滑动。进一步的,所述支承模具上侧设置有避让槽,所述上模内侧固设有第二镶块,所述第二镶块沿所述支承模具滑动方向延伸设置并嵌入所述避让槽。
15.进一步的,所述支承模具由硅胶材质制造而成。
16.进一步的,所述上模和下模均由铝合金材质制造而成。
17.进一步的,所述进气管上设置有气压控制阀。
18.本实用新型实施例提供一种用于制造无人机机身的模具,包括上模、下模、支承模具和气源,所述上模设置有上型腔;所述下模扣合连接于所述上模下侧,所述下模设置有与所述上型腔连通的下型腔,所述上型腔和下型腔合成一侧边具有开口的成型腔;所述支承模具通过所述开口水平滑动连接于所述成型腔,所述支承模具内部设置有充气腔;所述气源与所述支承模具连接,用于将气体通入所述充气腔;其中,所述支承模具由弹性材质制造而成,使所述支承模具在所述气源将气体通入所述充气腔后膨胀至预设位置。本实用新型先将蒙皮铺贴在支承模具表面,然后将支承模具和蒙皮自开口嵌入成型腔,再利用气源将气体通入充气腔内,使得支承模具膨胀至预设位置,此时蒙皮受到支承模具、上模、下模的共同挤压而成型,最终得到表面平整光滑且满足预设的机身强度的无人机机身。
附图说明
19.为了更清楚地说明本实用新型实施例技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
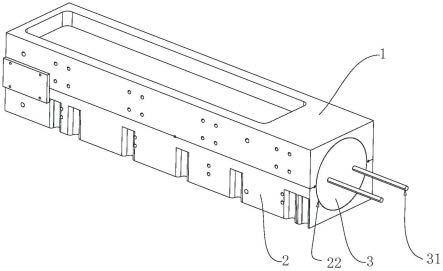
20.图1为本实用新型实施例提供的用于制造无人机机身的模具的第一视角的结构示意图;
21.图2为本实用新型实施例提供的用于制造无人机机身的模具的第二视角的结构示意图;
22.图3为本实用新型实施例提供的用于制造无人机机身的模具的爆炸图。
23.图中标识说明:
24.1、上模;11、上型腔;2、下模;21、下型腔;22、开口;3、支承模具;31、充气孔;32、前端;33、连接端;34、密封端;35、限位槽;4、导向面;5、第一镶块;51、导向槽;6、第一限位面;61、第二限位面;7、避让槽;8、衔接孔。
具体实施方式
25.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
26.应当理解,当在本说明书和所附权利要求书中使用时,术语“包括”和“包含”指示所描述特征、整体、步骤、操作、元素和/或组件的存在,但并不排除一个或多个其它特征、整体、步骤、操作、元素、组件和/或其集合的存在或添加。
27.还应当理解,在此本实用新型说明书中所使用的术语仅仅是出于描述特定实施例的目的而并不意在限制本实用新型。如在本实用新型说明书和所附权利要求书中所使用的那样,除非上下文清楚地指明其它情况,否则单数形式的“一”、“一个”及“该”意在包括复数
形式。
28.还应当进一步理解,在本实用新型说明书和所附权利要求书中使用的术语“和/或”是指相关联列出的项中的一个或多个的任何组合以及所有可能组合,并且包括这些组合。
29.结合图1至图3,本实用新型实施例提供一种用于制造无人机机身的模具,包括:
30.上模1,上模1设置有上型腔11;
31.下模2,下模2扣合连接于上模1下侧,下模2设置有与上型腔11连通的下型腔21,上型腔11和下型腔21合成一侧边具有开口22的成型腔;
32.支承模具3,支承模具3通过开口22水平滑动连接于成型腔,支承模具3内部设置有充气腔;
33.气源,气源与支承模具3连接,用于将气体通入充气腔;
34.其中,支承模具3由弹性材质制造而成,使支承模具3在气源将气体通入充气腔后膨胀至预设位置。
35.在本实施例中,先将上模1扣合于下模2,然后将蒙皮铺贴在支承模具3表面,并将支承模具3和蒙皮自开口22嵌入成型腔内,再利用气源将气体通入充气腔内,使得支承模具3膨胀至预设位置,此时蒙皮受到支承模具3、上模1、下模2的共同挤压而成型,最终得到表面平整光滑且满足预设的机身强度的无人机机身。
36.在一具体实施例中,支承模具3由硅胶材质制造而成。
37.在本实施例中,由于硅胶具有较佳的弹性,即使得支承模具3具有较好的膨胀系数,能够满足将蒙皮压紧于上模1和下模2上的需求;同时,硅胶材料价格便宜,能够节省材料成本;并且硅胶材料具有耐高温的特性,在压紧后可以将本技术的模具送入烘干室内,以加速蒙皮的固化成型。
38.在一具体实施例中,上模1和下模2均由铝合金材质制造而成。
39.在本实施例中,上模1和下模2均由铝合金材质制造而成,能够确保上模1和下模2的结构强度。
40.结合图2和图3,在一具体实施例中,支承模具3包括依次连接的前端32、连接端33、密封端34,上模1和下模2的交界处均设置有供前端32嵌入的子限位槽,2个子限位槽共同构成一个供前端32嵌入的限位槽35,密封端34外周侧抵紧于所述开口22内侧。
41.在本实施例中,前端32、连接端33和密封端34一体成型,以提高支承模具3的结构强度;其中,连接端33表面用于铺设蒙皮,通过前端32嵌入限位槽35,实现支承模具3在成型腔内的定位,从而使得成型后的无人机机身满足形状设计要求。
42.在本实施例中,限位槽35贯穿上模1和下模2的外端,使得前端32的一部分能够伸出上模1和下模2外侧;在本实施例中,密封端34外周侧抵紧于开口22内侧,在气源对充气腔进行充气后,密封端34受到气体的挤压而进一步抵紧开口22内侧,同理可知,前端32受到气体的挤压而进一步抵紧限位槽35内侧,从而提高了成型腔的密封性。
43.在一具体实施例中,前端32左右两侧对称设置有导向面4,2个导向面4自连接端33向前端32的方向相互靠拢设置。
44.在本实施例中,通过这样的设计,使得前端32的横截面呈梯形状,从而方便前端32嵌入限位槽35内;需要说明的是,限位槽35的形状与前端32的形状适配。
45.在一具体实施例中,还包括2个第一镶块5,各导向面4上均设置有导向槽51,2个第一镶块5分别穿过上模1和下模2并嵌入对应的导向槽51内。
46.在本实施例中,导向槽51沿导向面4的延伸方向延伸设置,上模1和下模2的交界处均设置有子衔接孔,2个所述子衔接孔共同构成一个供第一镶块5嵌入的衔接孔8,第一镶块5嵌入对应的衔接孔8后抵紧于导向槽51内侧,以对前端32进行定位和限位。
47.在一具体实施例中,连接端33在与前端32的交界处设置有第一限位面6,成型腔内设置有用于在连接端33到达预设位置后与第一限位面6接触的第二限位面61,用于阻碍连接端33继续向前滑动。
48.在本实施例中,为进一步对支承模具3进行限位和定位,在连接端33上设置有第一限位面6,在成型腔内设置有第二限位面61,使得连接端33、前端32、密封端34到达预设位置后阻碍连接端33继续向前滑动。
49.在一具体实施例中,支承模具3上侧设置有避让槽7,上模1内侧固设有第二镶块(未图示),第二镶块沿支承模具3滑动方向延伸设置并嵌入避让槽7。
50.在本实施例中,为符合机身的设计,通过第二镶块使得成型后的无人机机身具有内凹的槽;在本实施例中,第二镶块对称设置有2个,且第二镶块呈长条状设置。
51.在一具体实施例中,支承模具3外端设置有与充气腔连通的充气孔31,气源包括气泵(未图示)以及进气管(未图示),进气管一端与气泵的出气口连接、另一端与充气孔31连接。
52.在本实施例中,启动气泵,气泵将外界的气体依次通过进气管和充气孔31后通入充气腔。
53.更优的,进气管上设置有气压控制阀(未图示)。
54.在本实施例中,通过气压控制阀调节充气压力,确保硅胶膨胀压力达标,同时防止硅胶模具3受力过大破损,使机身蒙皮与硅胶模具3、上模1及下模2挤压紧,达到无人机机身所需强度。
55.以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到各种等效的修改或替换,这些修改或替换都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1