射出系统用平行升降机构的制作方法
1.本实用新型涉及鞋底成型模具领域,尤其涉及一种射出系统用平行升降机构。
背景技术:
2.众所周知,鞋底一般由注塑模具成型出来的,而注塑模具离不开注塑系统的配套使用。
3.其中,在注塑系统中,它的射出系统与油箱之间不可升降,使得射出系统相对油箱的高度保持不变;因此,在注塑模具的尺寸规格变化后,此时的注塑模具上的注入嘴的高度位置就发生相应的变化,从而使得原来的射出系统不能再匹配注入嘴的位置,因而使得射出系统的通用性差。
4.因此,急需要一种使得射出系统能兼容不同尺寸的注塑模具以提高射出系统通用性的射出系统用平行升降机构来克服上述的缺陷。
技术实现要素:
5.本实用新型的目的在于提供一种使得射出系统能兼容不同尺寸的注塑模具以提高射出系统通用性的射出系统用平行升降机构。
6.为了实现上述目的,本实用新型的射出系统用平行升降机构设于油箱和射出系统之间,包括升降电机、多个升降导柱、装配于所述油箱的底座、位于所述底座对应上方的供所述射出系统装配的射台及用于将所述升降电机的旋转运动转换成所述射台的升降运动的转换装置。所述升降电机装配于所述底座或油箱,所述转换装置装配于所述底座和射台两者上;所述升降导柱固定于所述射台及底座中的一者,所述升降导柱还呈滑动地穿置于所述射台及底座中的另一者,所述升降电机通过所述转换装置去驱使所述射台在所述升降导柱的导向下做相对所述底座的平行升降。
7.较佳地,所有所述升降导柱呈对角和/或对边的排列。
8.较佳地,所述底座上装配有套装于所述升降导柱上的导套,所述升降导柱在所述射台相对所述底座的平行升降的过程中在所述导套中滑移。
9.较佳地,所述升降导柱位于所述射台的正下方,所述升降导柱的上端还与所述射台固定连接,所述升降导柱的下端向下穿过所述底座。
10.较佳地,所述转换装置至少为两个且呈相对的隔开排列,所述升降电机驱使所有所述转换装置做同步运动。
11.较佳地,所述转换装置为蜗轮丝杆装置,所述蜗轮丝杆装置中的壳体装配于所述底座,所述蜗轮丝杆装置中的丝杆可转动地装配于所述射台,所述蜗轮丝杆装置中的蜗轮与丝杆啮合传动,所述蜗轮的中部还固定地套装有一装配轴,所述装配轴的两端各穿出所述壳体,相邻两所述蜗轮丝杆装置的装配轴之间借助一同步轴连接在一起;其中,一个所述蜗轮丝杆装置中的装配轴远离所述同步轴的一端与所述升降电机装配连接。
12.较佳地,所述壳体及升降电机各位于所述底座的正下方,所述底座开设有供所述
丝杆穿过的避让空间。
13.较佳地,所述转换装置及升降电机各位于所有所述升降导柱所围的空间中。
14.较佳地,所述射台和底座各为方形板。
15.与现有技术相比,借助升降电机、升降导柱及转换装置的配合,使得升降电机平稳且顺畅地驱使射台连同射出系统相对底座做精准的平行升降,从而精准地调整射出系统的高度位置,以兼容不同尺寸规格的注塑模具的注入嘴,提高射出系统的通用性。
附图说明
16.图1是本实用新型的射出系统用平行升降机构设于射出系统和油箱两者上的平面图。
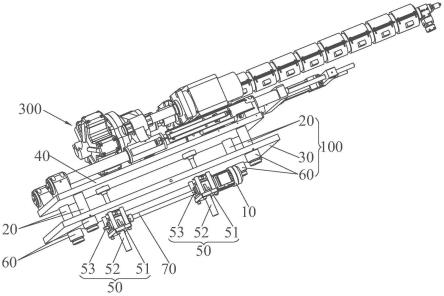
17.图2是本实用新型的射出系统用平行升降机构在装配有射出系统时的立体图。
18.图3是本实用新型的射出系统用平行升降机构的立体图。
19.图4是图3所示的射出系统用平行升降机构由下往上观看的平面图。
具体实施方式
20.为了详细说明本实用新型的技术内容、构造特征,以下结合实施方式并配合附图作进一步说明。
21.请参阅图1和图2,本实用新型的射出系统用平行升降机构100设于油箱200和射出系统300之间,由油箱200对本实用新型的射出系统用平行升降机构100提供承托和支撑作用,使得本实用新型的射出系统用平行升降机构100借助油箱200而稳固于地面上,确保本实用新型的射出系统用平行升降机构100调整射出系统300高度位置的稳定可靠性;由于油箱200和射出系统300两者不是本技术的改进之处,且油箱200和射出系统300两者的具体结构又是本领域所熟知的,故在此不再对油箱200和射出系统300两者的具体结构进行详细的描述。
22.其中,结合图3,本实用新型的射出系统用平行升降机构100包括升降电机10、四个升降导柱20、装配于油箱200的底座30、位于底座30对应上方的供射出系统300装配的射台40及用于将升降电机10的旋转运动转换成射台40的升降运动的转换装置50。升降电机10装配于底座30,使得升降电机10与底座30装配在一起,从而由底座30为升降电机10提供承载及支撑作用,避免升降电机10于工作时相对底座30乱窜;当然,根据实际需要,也可将升降电机10直接地装配于油箱200处,使升降电机10与油箱200装配在一起,从而由油箱200直接地对升降电机10提供承载及支撑作用,一样可以避免升降电机10于工作时相对油箱200乱窜。转换装置50装配于底座30和射台40两者上,以满足转换装置50在升降电机10的驱使下使射台40相对底座30平行升降的要求。升降导柱20固定于射台40,以使得升降导柱20与射台40固定在一起,升降导柱20还呈滑动地穿置于底座30中,以使得升降导柱20能相对底座30做升降滑移,升降电机10通过转换装置50去驱使射台40在升降导柱20的导向下做相对底座30的平行升降;当然,根据实际需要,可将升降导柱20固定于底座30,对应地,升降导柱20呈滑动地穿置于射台40中,一样能实现由升降导柱20对射台40的平行升降提供导向的目的。具体地,在图2至图4中,四个升降导柱20呈对边的排列,即,左边和右边各有两个升降导柱20,这样设计能进一步地确保整个射台40相对底座30平行升降的顺畅性和平稳性,当然,
根据实际需要,可将四个升降导柱20呈对角排列,或者,呈对边和对角的混合排列,故不以图4所示为限;此外,升降导柱20的数量还可为二个、三个或五个不等,故也不以图2至图4所示为限。更具体地,如下:
23.如图2至图4所示,底座30上装配有套装于升降导柱20上的导套60,升降导柱20在射台40相对底座30的平行升降的过程中在导套60中滑移,以借助导套60的引入,一方面提高升降导柱20于底座30上的滑移顺畅性和平稳性,另一方面提高升降导柱20与底座30之间的耐磨性,相应地延长使用寿命。具体地,在图2和图3中,升降导柱20位于射台40的正下方,升降导柱20的上端还与射台40固定连接,升降导柱20的下端向下穿过底座30,这样设计的目的是避免升降导柱20因做成向上凸出射台40而给射出系统300在射台40上的装配造成障碍,从而提高了射出系统300在射台40上装配的可靠性和便捷性;此外,射台40和底座30各为方形板,以更好地匹配射出系统300的尺寸;当然,根据实际需要,射台40和底座30两者还可为其它形状,故不以图2和图3所示为限。
24.如图4所示,转换装置50及升降电机10各位于所有升降导柱20所围的空间80中,这样设计将对射台40提供升降导向的升降导柱20布置于外侧,将对射台40提供升降动力的升降电机10及转换装置50布置于内侧,以有效地提高射台40升降的平稳性和顺畅性;当然,根据实际需要,转换装置50、升降电机10和升降导柱20三者关系还可为其他,故不以图4所示为限。具体地,在图2至图4中,转换装置50为两个且呈相对的隔开排列,例如,两个转换装置50在底座30的长度方向相对的隔开排列,当然,根据实际需要,两个转换装置50也可在底座30的宽度方向相对的隔开排列,故不以图2至图4所示为限;升降电机10驱使所有转换装置50做同步运动,以实现所有转换装置50由同一升降电机10所驱动,一方面减少升降电机10的使用,另一方面确保射台40各处升降的协调性及一致性,最大限度地确保射台40相对底座30平行升降的顺畅性及平稳性。举例而言,转换装置50为蜗轮丝杆装置,蜗轮丝杆装置中的壳体51装配于底座30,使壳体51与底座30装配在一起,从而由底座30对壳体51提供承载和支撑作用;蜗轮丝杆装置中的丝杆52可转动地装配于射台40,使得丝杆52与射台40连成一体,蜗轮丝杆装置中的蜗轮与丝杆52啮合传动,蜗轮的中部还固定地套装有一装配轴53,装配轴53的两端各穿出壳体51,相邻两蜗轮丝杆装置的装配轴53之间借助一同步轴70连接在一起;一个蜗轮丝杆装置中的装配轴53远离同步轴70的一端与升降电机10装配连接,以实现由同一个升降电机10驱使两个转换装置50做同步转动的目的;当然,根据实际需要,转换装置50的数量还可为三个、四个或五个不等,故不以图2至图4所示为限。其中,为避免壳体51和升降电机10对射台40相对底座30的平行升降造成干扰,壳体51及升降电机10各位于底座30的正下方,底座30开设有供丝杆52穿过的避让空间31,以将壳体51和升降电机10布置于底座30的下方,不占用底座30和射台40之间的空间,因此,在射台40相对底座30具有相同的平行升降范围条件下,将壳体51和升降电机10布置于底座30的下方可以使得升降导柱20做得更短,故成本更低。
25.结合附图,对本实用新型的射出系统用平行升降机构的工作原理进行说明:当需调整射出系统300相对油箱200的高度位置时,此时升降电机10工作,由工作的升降电机10在同步轴70的配合下带动所有蜗轮丝杆装置中的蜗轮转动,而转动的蜗轮则带动与其啮合的丝杆52在转动的过程中还做升降的运动,由于射台40与丝杆52连成一体,故在丝杆52做升降运动的过程中还带动射台40及射台40上的射出系统300一起升降,实现射出系统300相
对油箱200的平行升降的调整目的。
26.与现有技术相比,借助升降电机10、升降导柱20及转换装置50的配合,使得升降电机10平稳且顺畅地驱使射台40连同射出系统300相对底座30做精准的平行升降,从而精准地调整射出系统300的高度位置,以兼容不同尺寸规格的注塑模具的注入嘴,提高射出系统300的通用性。
27.需要说明的是,虽然前面描述了使用同一个升降电机10驱使两个转换装置50做同步旋转,当然,根据实际需要,也可以设置与转换装置50数量相同的升降电机10,由每个升降电机10驱使所对应的一个转换装置50运动,故不以上述描述为限。另,射台40的升降方向为底座30的高度方向。
28.以上所揭露的仅为本实用新型的较佳实例而已,不能以此来限定本实用新型之权利范围,因此依本实用新型权利要求所作的等同变化,均属于本实用新型所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1