一种用于塑料制品加工的热熔焊接装置的制作方法
1.本实用新型涉及工业生产技术领域,具体涉及一种用于塑料制品加工的热熔焊接装置。
背景技术:
2.塑料与合成橡胶、合成纤维是日常生活不可缺少的三大合成材料。塑料是一类具有可塑性的合成高分子材料,是以天然或合成树脂为主要成分,加入各种添加剂,在一定温度和压力等条件下可以塑制成一定形状,在常温下保持形状不变的材料。
3.塑料制品主要是采用塑料为主要原料加工而成的生活、工业等用品的统称。包括以塑料为原料的注塑、吸塑等所有工艺的制品。
4.在塑料制品的加工中,热熔焊接是非常常见的一种加工手段,主要用在塑料的焊接以及塑料成型过程中。
5.现有的用于塑料制品加工的热熔焊接装置多种多样,但仍存在一定的问题:现有的热熔焊接装置大多没有能够对塑料制品进行多方位进行稳定夹持的夹持结构,由于塑料制品的韧度不高,夹持时无法利用过大的夹持力度,使得在实际使用过程中,造成夹持稳定性不足,给后续热熔焊接造成一定的困难。
技术实现要素:
6.本实用新型的目的在于:为解决上述背景中的问题,本实用新型提供了一种用于塑料制品加工的热熔焊接装置。
7.本实用新型为了实现上述目的具体采用以下技术方案:
8.一种用于塑料制品加工的热熔焊接装置,包括底座以及固定设置在底座一侧的立柱,所述立柱上设置有用于热熔焊接的加工组件,所述底座顶面固定设置有安装立架,所述安装立架端部固定设置有夹持组件;
9.其中,所述夹持组件包括底柱、安装基块、推动杆、定位柱、夹持架、纵向夹持杆、复位弹簧、横向夹持块和挤出弹簧,所述底柱固定设置在安装立架端部,所述安装基块固定设置在底柱端部,所述推动杆横向贯穿安装基块,所述夹持架固定设置在推动杆端部,所述定位柱两个为一组平行设置在安装基块侧壁外,所述夹持架滑动设置在两个定位柱上,所述纵向夹持杆纵向插设在夹持架端部顶面,所述复位弹簧固定连接着纵向夹持杆与夹持架顶面,两个所述定位柱端部均固定设置有方形块,且横向夹持块两个为一组镜像对称设置在两个方形块上,所述横向夹持块通过横柱横向贯穿方形块并滑动设置,所述挤出弹簧固定设置在横向夹持块与定位柱端部方形块之间。
10.进一步地,所述定位柱外侧绕设有第一挤压弹簧,所述第一挤压弹簧一端固定连接着安装基块,另一端固定连接着夹持架。
11.进一步地,所述推动杆远离夹持架的一侧柱体外套设有定位环板,所述安装基块与定位环板之间设置有第二挤压弹簧,所述第二挤压弹簧套设在推动杆的柱体外侧。
12.进一步地,所述夹持组件两个为一组镜像对称设置在安装立架端部,且两个安装立架相近的部分位于加工组件的正前方。
13.进一步地,所述加工组件包括安装环架、安装顶板、定位滑轨、滑动底板和热熔焊接机本体,所述安装环架包括套环部和支架部,且套环部固定设置在支架部一端,所述安装环架的套环部套设在立柱外侧,所述安装顶板固定设置在安装环架的支架部端部,所述定位滑轨固定设置在安装顶板端部,所述滑动底板滑动设置在定位滑轨上,所述热熔焊接机本体固定设置在滑动底板端部,且热熔焊接机本体的端部靠近两个夹持组件相近的部分。
14.进一步地,所述安装环架的套环部外侧螺纹设置有锁定螺柱,所述锁定螺柱螺纹贯穿安装环架的套环部并抵触着立柱外壁。
15.本实用新型的有益效果如下:
16.1、本实用新型与现有的相比,该装置通过拉动纵向夹持杆与横向夹持块分别外滑,使得夹持结构打开,将待热熔焊接的塑料制品安插在夹持架内,此时松开纵向夹持杆与横向夹持块,在复位弹簧的拉力下,纵向夹持杆复位夹持着塑料制品,同时在挤出弹簧的弹力下,弹回横向夹持块,由两侧夹持着塑料制品,完成多方位的夹持塑料制品。
附图说明
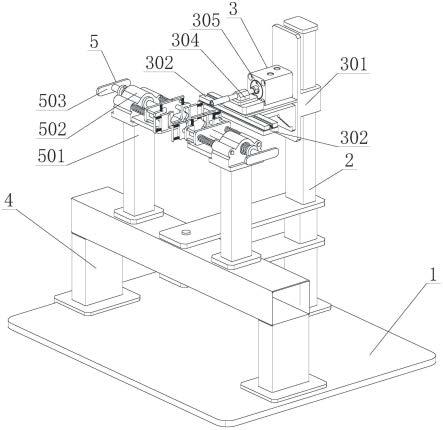
17.图1是本实用新型立体结构示意图;
18.图2是本实用新型局部放大图;
19.图3是本实用新型正视图;
20.图4是本实用新型俯视图;
21.图5是本实用新型图4中a-a方向剖视图。
22.附图标记:1、底座;2、立柱;3、加工组件;301、安装环架;302、安装顶板;303、定位滑轨;304、滑动底板;305、热熔焊接机本体;4、安装立架;5、夹持组件;501、底柱;502、安装基块;503、推动杆;504、定位柱;505、夹持架;506、纵向夹持杆;507、复位弹簧;508、横向夹持块;509、挤出弹簧;6、第一挤压弹簧;7、定位环板;8、第二挤压弹簧;9、锁定螺柱。
具体实施方式
23.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
24.如图1、图2、图4和图5所示,一种用于塑料制品加工的热熔焊接装置,包括底座1以及固定设置在底座1一侧的立柱2,立柱2上设置有用于热熔焊接的加工组件3,底座1顶面固定设置有安装立架4,安装立架4端部固定设置有夹持组件5;
25.其中,夹持组件5包括底柱501、安装基块502、推动杆503、定位柱504、夹持架505、纵向夹持杆506、复位弹簧507、横向夹持块508和挤出弹簧509,底柱501固定设置在安装立架4端部,安装基块502固定设置在底柱501端部,推动杆503横向贯穿安装基块502,夹持架505固定设置在推动杆503端部,定位柱504两个为一组平行设置在安装基块502侧壁外,夹持架505滑动设置在两个定位柱504上,纵向夹持杆506纵向插设在夹持架505端部顶面,复位弹簧507固定连接着纵向夹持杆506与夹持架505顶面,在复位弹簧507的拉力下,纵向夹持杆506保持向下的状态,两个定位柱504端部均固定设置有方形块,且横向夹持块508两个
为一组镜像对称设置在两个方形块上,横向夹持块508通过横柱横向贯穿方形块并滑动设置,挤出弹簧509固定设置在横向夹持块508与定位柱504端部方形块之间,如图2所示,挤出弹簧509绕设在横向夹持块508的横柱外侧,且两个横向夹持块508分别在挤出弹簧509的弹力下,两个横向夹持块508保持相近的趋势,使用时,先拉动纵向夹持杆506与横向夹持块508分别外滑,使得整个夹持组件5的夹持结构完全打开,将待热熔焊接的塑料制品由夹持架505的开口处安插在夹持架505内,使得塑料制品抵触着夹持架505最内侧,此时松开横向夹持块508与纵向夹持杆506,在复位弹簧507的拉力下,两个纵向夹持杆506复位后由上方夹持着塑料制品,同时在挤出弹簧509的弹力下,拉回横向夹持块508,由两侧夹持着塑料制品,完成多方位的夹持塑料制品,从而更具有实用性。
26.如图1、图2和图5所示,在一些实施例中,定位柱504外侧绕设有第一挤压弹簧6,第一挤压弹簧6一端固定连接着安装基块502,另一端固定连接着夹持架505,优选的,在完成对塑料制品的夹持后,在第一挤压弹簧6的弹力下,使得夹持架505沿着定位柱504滑动,此时夹持架505靠近定位柱504端部的方形块,对塑料制品进一步夹持。
27.如图1、图4和图4所示,在一些实施例中,推动杆503远离夹持架505的一侧柱体外套设有定位环板7,安装基块502与定位环板7之间设置有第二挤压弹簧8,第二挤压弹簧8套设在推动杆503的柱体外侧,优选的,在需要的时候,在夹持塑料制品之前,能够拉动推动杆503外滑,此时推动杆503带动夹持架505沿着定位柱504同步外滑,在将塑料制品夹持在夹持架505端部后,第二挤压弹簧8与第一挤压弹簧6同步挤压夹持架505,能够更稳定的夹持塑料制品。
28.如图1和图2所示,在一些实施例中,夹持组件5两个为一组镜像对称设置在安装立架4端部,且两个安装立架4相近的部分位于加工组件3的正前方,优选的,两个夹持组件5能够分别夹持两个需要热熔焊接的塑料制品,同时使得两个需要热熔焊接的塑料制品焊接点靠近,更方便的进行热熔焊接。
29.如图1和图2所示,在一些实施例中,加工组件3包括安装环架301、安装顶板302、定位滑轨303、滑动底板304和热熔焊接机本体305,安装环架301包括套环部和支架部,且套环部固定设置在支架部一端,安装环架301的套环部套设在立柱2外侧,安装顶板302固定设置在安装环架301的支架部端部,定位滑轨303固定设置在安装顶板302端部,滑动底板304滑动设置在定位滑轨303上,热熔焊接机本体305固定设置在滑动底板304端部,且热熔焊接机本体305的端部靠近两个夹持组件5相近的部分,优选的,利用滑动底板304在定位滑轨303上横向移动,能够调整热熔焊接机本体305在定位滑轨303上方的位置,在热熔焊接时,能够根据需要调整焊接的位置,使其更适应使用。
30.如图1、图2和图4所示,在一些实施例中,安装环架301的套环部外侧螺纹设置有锁定螺柱9,锁定螺柱9螺纹贯穿安装环架301的套环部并抵触着立柱2外壁,优选的,旋出锁定螺柱9,滑动安装环架301的套环部,调整整个加工组件3的位置,完成调整后,可旋入锁定螺柱9,利用锁定螺柱9抵触着立柱2外壁完成对安装环架301的锁定,能够更具热熔焊接的需要调整加工组件3的位置以适应热熔焊接。
31.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本实用新型。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因
此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1