一种制作藤条的模具结构的制作方法
1.本实用新型为一种模具结构,特别涉及一种制作藤条的模具结构,属于模具技术领域。
背景技术:
2.利用天然藤条编造家具、箱包、童车等工艺产品深受人们喜爱,但天然藤条产品易变质发霉,甚至腐烂,而要经过防腐处理的天然藤条成本太高,处理周期太长,而且收集天然藤条也容易造成生态破坏。
3.近年来,采用高分子聚丙烯pp或聚乙烯pe材料来制作仿真藤条开始流行,塑料藤条具有无毒、耐水、耐腐蚀等特点,具有极好的耐磨性,产品经久耐用,可以上色,外观漂亮,受到人们的重视。
4.但上述人造藤条需要靠模具来制作,而目前的人造藤条制作模具结构过于简单,使人造藤条的产品单一,外观呆板,不能满足人们生活的需求。开发更具有特色的人造藤条制作模具成为人们追求的目标。
技术实现要素:
5.本实用新型的目的是针对上述现有技术中,人工制造效率低的缺陷,提供了一种制作藤条的模具结构,可以达到一次自动成型、颜色可调的目的。
6.为了实现上述目的本实用新型采取的技术方案是:一种制作藤条的模具结构,用于把聚丙烯pp和聚乙烯pe加热融化后的液体材料加工为藤条产品,包括母模和若干模具总装,所述母模套设在模具总装外围,起到固定作用;
7.所述模具总装结构包括二模、一模和出口模,所述二模、一模和出口模从后至前顺次安装并固定连接;
8.在二模、一模和出口模的中心部位各设置有1个或2个产品成型口、组成1个或2个在同一直线上的产品成型通道;所述产品成型口形状为扁平形、圆筒形或半圆弧形,分别形成扁平形产品成型通道、圆筒形产品成型通道或半圆弧形产品成型通道;
9.在模具总装结构内、产品成型口侧边设置有流道,模具总装的侧面或端面设置有染料入料口与内部相连通,用于注入染料,为藤条产品染色;
10.所述母模包括母模a和母模b;母模a和母模b的内直径一样;
11.母模和模具总装排列顺序从左到右是:母模a、出口模、一模、二模、母模b;母模a和母模b从两端夹住模具总装。
12.所述模具总装结构包括模具总装a、模具总装b或模具总装c。
13.所述模具总装a的二模、一模和出口模分别为二模a、一模a和出口模a;所述二模a、一模a和出口模a的侧边均设置有螺栓连接孔a,二模a、一模a和出口模a通过螺栓连接孔a和螺栓固定连接组成模具总装a;
14.所述二模a的中心部位设置有1个两侧边为齿状的扁平形产品成型口a-2,所述一
模a的中心部位设置有1个两侧边为齿状的扁平形产品成型口a-1,所述出口模a的中心部位设置有1个两侧边为齿状的扁平形产品成型口a-0,所述扁平形产品成型口a-2、扁平形产品成型口a-1和扁平形产品成型口a-0结构相同、互相连通组成扁平形产品成型通道;
15.所述二模a的前侧端面设置有流道a-2,所述流道a-2包括2个三角形凹槽和连接2个三角形凹槽顶端的半圆弧形环道,2个三角形凹槽的底边在上下两个方向贴近扁平形产品成型口a-2的两侧;
16.所述一模a的后端面设置有流道a-1,所述流道a-1包括2个三角形凹槽和连接2个三角形凹槽顶端的半弧形环道,2个三角形凹槽的底边在上下两个方向贴近扁平形产品成型口a-1的两侧;流道a-2和流道a-1互相贴合互通;
17.二模a设置有2个染料进料口a-2;一模a设置有2个染料进料口a-1;染料进料口a-2和染料进料口a-1与流道a-2和流道a-1互相互通。
18.模具总装b的二模、一模和出口模分别为二模b、一模b和出口模b;所述二模b、一模b和出口模b的侧边均设置有定位孔b,二模b、一模b和出口模b安装时通过定位孔b定位;
19.所述二模b的中心设置有1个圆筒,圆筒四周有若干出口孔b-2、二模b中心入口端设置有1个入口孔b-2,所述一模b的中心有插孔b-1、出口模b的中心有插孔b-0;圆筒依次插入一模b和出口模b;插孔b-1和插孔b-0内径一样,大于圆筒外径,插孔b-1和插孔b-0内径与圆筒外径之间形成圆筒形产品成型通道b。
20.所述出口模b的侧面设有染料进料口b-0;染料进料口b-0与圆筒形产品成型通道b相通。
21.模具总装c的二模、一模和出口模分别为二模c、一模c和出口模c;所述二模c、一模c和出口模c的侧边均设置有螺栓连接孔c,二模c、一模c和出口模c通过螺栓连接孔c和螺栓固定连接组成模具总装结构c;
22.所述二模c的中心部位设置有2个半圆弧形产品成型口c-2,所述一模c的中心部位设置有2个半圆弧形产品成型口c-1,所述出口模c的中心部位设置有2个半圆弧形产品成型口c-0,所述半圆弧形产品成型口c-2、半圆弧形产品成型口c-1和半圆弧形产品成型口c-0互相连通、组成半圆弧形产品成型通道;
23.所述二模c的前端面设置有2个相同的对称设置的流道c-2,所述流道c-2包括1个带有内凹的半圆形凹槽和1个带有外凸的半圆形凹槽,带有内凹的半圆形凹槽和带有外凸的半圆形凹槽分别设置在半圆弧形产品成型口c-2的上下两侧;带有内凹的半圆形凹槽的上顶部和带有外凸的半圆形凹槽的下顶部通过环形通道连接;
24.所述出口模c的后端面设置有2个相同的对称设置的流道c-0,所述流道c-0包括1个带有内凹的半圆形凹槽和1个带有外凸的半圆形凹槽,带有内凹的半圆形凹槽和带有外凸的半圆形凹槽分别设置在半圆弧形产品成型口c-0的上下两侧;带有内凹的半圆形凹槽的上顶部和带有外凸的半圆形凹槽的下顶部通过环形通道连接;
25.半圆弧形产品成型口c-2两侧有染料进料口c-2、半圆弧形产品成型口c-1两侧有染料进料口c-1、半圆弧形产品成型口c-0两侧有染料进料口c-0、出口模c的一侧设置有染料进料口c-0-1;染料进料口c-2、染料进料口c-1、染料进料口c-0、流道c-2、流道c-0互相连通;染料进料口c-0-1与内部相连通。
26.母模a和母模b从两端夹住模具总装后,整体外面设置有圆桶型加热套;工作加热
温度150-300度。
27.与现有技术相比,本实用新型的有益效果是:设计了能分别形成带有扁平形产品成型通道、小圆筒形产品成型通道和半圆弧形产品成型通道的人造藤条制作模具;从而能生产出扁平形、小圆筒形和半圆弧形的人造藤条产品,供人们多样化选择。以此生产的塑料藤条产品色泽多样、经久耐用、成本低廉,容易形成批量化生产,能满足人们对藤条产品的喜爱和需求。
附图说明
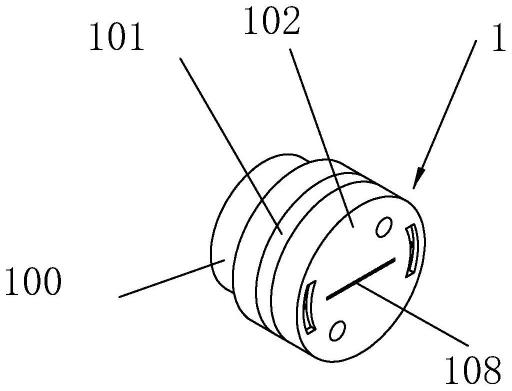
28.图1-1是:模具总装a立体图;
29.图1-2是:模具总装a后视图;
30.图1-3是:模具总装a的二模a主视图;
31.图1-4是:模具总装a的二模a后视图;
32.图1-5是:模具总装a的一模a主视图;
33.图1-6是:模具总装a的一模a后视图;
34.图1-7是:模具总装a的出口模a主视图;
35.图1-8是:模具总装a的出口模a后视图;
36.图1-9是:图1-2的a部放大图;
37.图2-1是:模具总装b立体图;
38.图2-2是:模具总装b后视图;
39.图2-3是:模具总装b的二模b立体图;
40.图2-4是:模具总装b的二模b后视图;
41.图2-5是:图2-3的b部放大图;
42.图2-6是:模具总装b的一模b主视图;
43.图2-7是:模具总装b的一模b后视图;
44.图2-8是:模具总装b的出口模b主视图;
45.图2-9是:模具总装b的出口模b后视图;
46.图3-1是:模具总装c立体图;
47.图3-2是:模具总装c后视图;
48.图3-3是:模具总装c的二模c立体图;
49.图3-4是:模具总装c的二模c后视图;
50.图3-5是:模具总装c的一模c主视图;
51.图3-6是:模具总装c的出口模c主视图;
52.图3-7是:模具总装c的出口模c后视图;
53.图4-1是:母模a立体图;
54.图4-2是:母模a后视图;
55.图5-1是:母模b立体图;
56.图5-2是:母模b后视图;
57.图6是:模具总装a或b与母模a和母模b安装后示意图;
58.图7是:模具总装c与母模a和母模b安装后示意图。
59.附图标记说明:模具总装a 1、二模a 102、一模a 101、出口模a 100、扁平形产品成型口a-2 103、扁平形产品成型口a-1 104、扁平形产品成型口a-0 105、流道a-2 106、流道a-1 107、扁平形产品成型通道108、染料进料口a-2 109、染料进料口a-1 1010、模具总装b 2、二模b 202、一模b 201、出口模b 200、定位孔b 203、圆筒204、出口孔b-2 205、入口孔b-2 206、插孔b-1 207、插孔b-0 208、圆筒形产品成型通道b 209、染料进料口b-0 2010、模具总装c 3、二模c 302、一模c 301、出口模c 300、半圆弧形产品成型口c-2 303、半圆弧形产品成型口c-1 304、半圆弧形产品成型口c-0 305、流道c-2 306、流道c-0 307、半圆弧形产品成型通道308、染料进料口c-2 309、染料进料口c-1 3010、染料进料口c-0 3011、母模a 4、母模b 5。
具体实施方式
60.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
61.实施例1:
62.如图1-1至图1-9、图4-1至图6所示,一种制作藤条的模具结构,用于把聚丙烯pp和聚乙烯pe加热融化后的液体材料加工为藤条产品,包括母模和若干模具总装,所述母模套设在模具总装外围,起到固定作用;
63.如图1-1至图3-7所示,所述模具总装结构包括二模、一模和出口模,所述二模、一模和出口模从后至前顺次安装并固定连接;
64.如图1-1、图2-1和图3-1所示,在二模、一模和出口模的中心部位各设置有1个或2个产品成型口、组成1个或2个在同一直线上的产品成型通道;所述产品成型口形状为扁平形、圆筒204形或半圆弧形,分别形成扁平形产品成型通道108、圆筒204形产品成型通道或半圆弧形产品成型通道308;
65.如图1-3、图1-6、图2-7、图3-3和图3-7所示,在模具总装结构内、产品成型口侧边设置有流道,模具总装的侧面或端面设置有染料入料口与内部相连通,用于注入染料,为藤条产品染色;
66.如图4-1和图5-1所示,所述母模包括母模a 4和母模b 5;母模a 4和母模b 5的内直径一样;
67.母模和模具总装排列顺序从左到右是:母模a 4、出口模、一模、二模、母模b 5;母模a 4和母模b 5从两端夹住模具总装。
68.所述模具总装结构为模具总装a1。
69.如图1-1至图1-9所示,所述模具总装a 1的二模、一模和出口模分别为二模a 102、一模a 101和出口模a 100;所述二模a 102、一模a 101和出口模a 100的侧边均设置有螺栓连接孔a,二模a 102、一模a 101和出口模a 100通过螺栓连接孔a和螺栓(图中未显示)固定连接组成模具总装a1;
70.所述二模a 102的中心部位设置有1个两侧边为齿状的扁平形产品成型口a-2 103,所述一模a 101的中心部位设置有1个两侧边为齿状的扁平形产品成型口a-1 104,所
述出口模a 100的中心部位设置有1个两侧边为齿状的扁平形产品成型口a-0 105,所述扁平形产品成型口a-2 103、扁平形产品成型口a-1 104和扁平形产品成型口a-0 105结构相同、互相连通组成扁平形产品成型通道108;
71.所述二模a 102的前侧端面设置有流道a-2 106,所述流道a-2 106包括2个三角形凹槽和连接2个三角形凹槽顶端的半圆弧形环道,2个三角形凹槽的底边在上下两个方向贴近扁平形产品成型口a-2 103的两侧;
72.所述一模a 101的后端面设置有流道a-1 107,所述流道a-1 107包括2个三角形凹槽和连接2个三角形凹槽顶端的半弧形环道,2个三角形凹槽的底边在上下两个方向贴近扁平形产品成型口a-1 104的两侧;流道a-2 106和流道a-1 107互相贴合互通;
73.二模a 102的设置有2个染料进料口a-2 109;一模a 101设置有2个染料进料口a-1 1010;染料进料口a-2 109和染料进料口a-1 1010与流道a-2 106和流道a-1 107互相互通。
74.母模a 4和母模b 5从两端夹住模具总装后,整体外面设置有圆桶型加热套(图中未显示);工作加热温度150-300度。
75.实施例2:
76.所述模具总装结构为模具总装b 2。
77.如图2-1至图2-9、图6所示,模具总装b 2的二模、一模和出口模分别为二模b 202、一模b 201和出口模b 200;所述二模b 202、一模b 201和出口模b 200的侧边均设置有定位孔b 203,二模b 202、一模b 201和出口模b 200安装时通过定位孔b 203定位;
78.所述二模b 202的中心设置有1个圆筒204,圆筒204四周有若干出口孔b-2 205、二模b 202中心入口端设置有1个入口孔b-2 206,所述一模b 201的中心有插孔b-1 207、出口模b 200的中心有插孔b-0 208;圆筒204依次插入一模b 201和出口模b 200;插孔b-1 207和插孔b-0 208内径一样,大于圆筒204外径,插孔b-1 207和插孔b-0 208内径与圆筒204外径之间形成圆筒形产品成型通道b 209。
79.所述出口模b 200的侧面设有染料进料口b-0 2010;染料进料口b-0 2010与圆筒形产品成型通道b 209相通。
80.余同实施例1。
81.实施例3:
82.所述模具总装结构为模具总装c 3。
83.如图3-1至图3-7、图7所示,模具总装c 3的二模、一模和出口模分别为二模c 302、一模c 301和出口模c 300;所述二模c 302、一模c 301和出口模c 300的侧边均设置有螺栓连接孔c,二模c 302、一模c 301和出口模c 300通过螺栓连接孔c和螺栓固定连接组成模具总装结构c;
84.所述二模c 302的中心部位设置有2个半圆弧形产品成型口c-2 303,所述一模c 301的中心部位设置有2个半圆弧形产品成型口c-1 304,所述出口模c 300的中心部位设置有2个半圆弧形产品成型口c-0 305,所述半圆弧形产品成型口c-2 303、半圆弧形产品成型口c-1 304和半圆弧形产品成型口c-0 305互相连通、组成半圆弧形产品成型通道308;
85.所述二模c 302的前端面设置有2个相同的对称设置的流道c-2 306,所述流道c-2 306包括1个带有内凹的半圆形凹槽和1个带有外凸的半圆形凹槽,带有内凹的半圆形凹槽和带有外凸的半圆形凹槽分别设置在半圆弧形产品成型口c-2 303的上下两侧;带有内凹
的半圆形凹槽的上顶部和带有外凸的半圆形凹槽的下顶部通过环形通道连接;
86.所述出口模c 300的后端面设置有2个相同的对称设置的流道c-0 307,所述流道c-0 307包括1个带有内凹的半圆形凹槽和1个带有外凸的半圆形凹槽,带有内凹的半圆形凹槽和带有外凸的半圆形凹槽分别设置在半圆弧形产品成型口c-0 305的上下两侧;带有内凹的半圆形凹槽的上顶部和带有外凸的半圆形凹槽的下顶部通过环形通道连接;
87.半圆弧形产品成型口c-2 303两侧有染料进料口c-2 309、半圆弧形产品成型口c-1 304两侧有染料进料口c-1 3010、半圆弧形产品成型口c-0 305两侧有染料进料口c-0 3011、出口模c 300的一侧设置有染料进料口c-0 3011-1;染料进料口c-2 309、染料进料口c-1 3010、染料进料口c-0 3011、流道c-2 306、流道c-0 307互相连通;染料进料口c-0 3011-1与内部相连通。
88.余同实施例1。
89.以上所述的实施例,只是本实用新型较优选的实施方式,本领域的技术人员在本实用新型技术方案范围内进行的通常变化和替换都应包含在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1