立式注塑机手动埋入抓手装置的制作方法
1.本实用新型涉及注塑技术领域,尤其涉及一种立式注塑机手动埋入抓手装置。
背景技术:
2.pin针是一种常见的电气元件,通常将pin针埋入注塑模具中生产。实际生产中往往还需要将其他元件一并埋入注塑模具,例如管状衬套以及如图1所示的铆压端子。现有技术通常采用人工将这些电气元件逐一埋入注塑模具,或者采用机械手将这些电气元件逐一埋入注塑模具。这种方法生产效率低下且浪费劳动力。
技术实现要素:
3.为解决上述技术问题,本实用新型提供了一种能够同时抓取三种端子的立式注塑机手动埋入抓手装置。
4.本实用新型的技术方案是:
5.一种立式注塑机手动埋入抓手装置,包括上框架板和下框架板,所述上框架板和下框架板之间沿竖直方向定位设有导向柱,还包括能够沿所述导向柱往返直线运动的底板;所述底板定位设有用于夹取pin针的第一夹爪,该第一夹爪穿过下框架板延伸至下框架板下方;
6.所述上框架板下表面定位设有用于夹取产品的第二夹爪,所述第二夹爪穿过所述底板和下框架板延伸至下框架板下方;所述底板下表面在所述第二夹爪位置附近设有沿竖直方向布置的第一推杆,所述下框架板在与所述第一推杆对应位置设有第一穿孔;
7.所述下框架板下表面定位设有若干用于夹取管状产品的套座,所述套座沿竖直方向开设有贯穿套座上下表面的通孔,所述通孔内侧壁处设有若干能够与产品弹性抵接的弹性卡件;所述底板下表面在每一所述通孔对应的位置均定位设有能够伸进所述通孔内的第二推杆。
8.优选的,所述上框架板下表面定位设有能够带动所述底板在竖直方向往返直线运动的直线驱动机构,所述直线驱动机构的输出端与所述底板固定连接。
9.优选的,所述第二夹爪包括本体,所述本体下方设有能够沿水平反向做相向或背离运动的第一连接部和第二连接部;第一连接部和第二连接部分别固定连接一爪头。
10.优选的,所述第二夹爪包括本体,所述本体下方设有能够沿水平反向做相向或背离运动的第一连接部和第二连接部;所述第一连接部固定连接第一爪头和第二爪头;所述第二连接部固定连接第三爪头和第四爪头。
11.优选的,所述第一夹爪包括运动部和与运动部固定连接的定位部,所述定位部与所述底板固定连接,所述运动部包括能够沿水平方向做背离或相向运动的第五爪头和第六爪头,第五爪头和第六爪头下端分别形成若干相互对应的l 型第一钩件和第二钩件。
12.优选的,所述第五爪头夹取产品的一端形成一排第一夹板,第一夹板顶端形成若干间隔布置且方向一致的l型第一钩件;所述第六爪头夹取产品的一端形成两排间隔布置
的第二夹板,两第二夹板间形成间距恰能使第一夹板在该间距内往返移动;每一所述第二夹板顶端均形成若干间隔布置且方向一致的l型第二钩件;且第二钩件勾爪方向和第一钩件勾爪方向相反。
13.优选的,所述下框架板下表面在第一推杆对应位置处固定设有用于辅助固定产品的第一定位件,所述第一定位件下表面开设有与所夹取产品形状相对应的凹槽。
14.优选的,所述下框架板下表面在第一夹爪对应位置处固定设有用于辅助固定pin针的第二定位件,所述第二定位件下端开设有若干与pin针形状尺寸相对应的夹槽。
15.优选的,所述上框架板上方定位设有把手。
16.本实用新型的有益技术效果是:
17.1、装置包括抓取pin针的第一爪头、抓取铆压端子的第二爪头以及抓取衬套的套座,能够实现同时抓取三种不同产品元件,极大地提高了生产效率;
18.2、第二爪头的第一连接部和第二连接部分别固定连接两个爪头,实现同时抓取两个铆压端子,提高了生产效率;
19.3、通过套座以及套座内部的弹性卡件以及配合套座使用的第二推杆,能够抓取并推出管状衬套,结构简单有效。
附图说明
20.图1是铆压端子结构示意图;
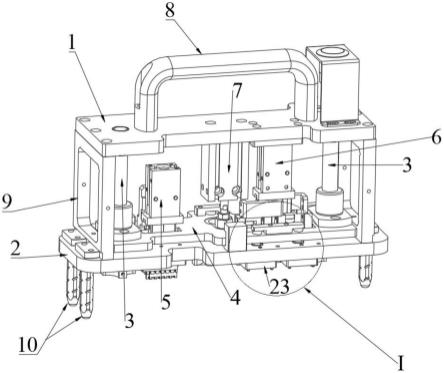
21.图2是本实用新型整体结构示意图;
22.图3是图1中ⅰ部分的放大图;
23.图4是图2中第一推杆附近爆炸图;
24.图5是本实用新型底部结构示意图;
25.图6是图5中ⅱ部分放大图;
26.图7是底板附近结构示意图1;
27.图8是底板附近结构示意图2;
28.图9是第一夹爪结构示意图;
29.图10是图9中ⅲ部分放大图;
30.图11是第二夹爪结构示意图;
31.图12是直线驱动机构结构示意图;
32.图13是套座主视图及a-a面剖面图;
33.其中:1、上框架板;2、下框架板;3、导向柱;4、底板;5、第一夹爪;6、第二夹爪;7、直线驱动机构;8、把手;9、支撑件;10、定位柱;
34.21、第一穿孔;22、套座;23、第一定位件;24、第二定位件;25、限位件;221、通孔;222、弹性卡件;241、夹槽;
35.41、第一推杆;42、第二推杆;411、底座;412、柱体;
36.51、运动部;52、定位部;511、第五爪头;512、第六爪头;513、第一钩件;514、第二钩件;
37.61、本体;62、第一连接部;63、第二连接部;
38.621、第一爪头;622、第二爪头;631、第三爪头;632、第四爪头;
39.71、输出端;72、卡接部。
具体实施方式
40.为了能够更清楚了解本实用新型的技术手段,并可依照说明书的内容予以实施,下面结合附图和实施例,对本实用新型的具体实施方式作进一步详细描述,以下实施例用于说明本实用新型,但不用来限制本实用新型的范围。
41.实施例1:图2至图12。本实施例提供了一种立式注塑机手动埋入抓手装置,包括上框架板1和下框架板2,上框架板1和下框架板2之间沿竖直方向定位设有导向柱3,固定方式可以是固定螺丝或者固定销或者其他方式。上、下框架板之间还固定设有若干支撑件9使得整体机构更为牢固,固定方式可以是固定螺丝或者固定销或者其他方式。
42.装置还包括能够沿导向柱往返直线运动的底板4。上框架板1下表面定位设有能够带动底板沿竖直方向往返运动的直线驱动机构7,直线驱动机构的输出端71与底板固定连接。输出端与底板4固定连接的方式有多种,例如图12 所示,输出端形成工字型卡接部72,底板位于工字型卡接部的卡槽内。直线驱动机构的形式有多种,例如直线气缸、直线电缸等等,具体形式不做限定。
43.如图2、图8至图10所示,底板4定位设有用于夹取pin针的第一夹爪5,该第一夹爪穿过下框架板延伸至下框架板下方。本实施例中第一夹爪为气动夹爪。第一夹爪包括运动部51和与运动部固定连接的定位部52,定位部与底板4 固定连接,固定方式可以是固定螺丝或者固定销或者其他方式。运动部51包括能够沿水平方向做背离或相向运动的第五爪头511和第六爪头512,第五爪头和第六爪头下端分别形成若干相互对应的l型第一钩件513和第二钩件514。下框架板上在第一夹爪对应位置开设有贯穿下框架板上下表面的通槽使得第五爪头和第六爪头能够通过通槽延伸至下框架板2下方夹取pin针。第五爪头511 和第六爪头512相向运动使得第一钩件513和第二钩件514相互靠近,从而卡住pin针。底板沿竖直方向向下移动时,第一夹爪就能将pin针埋入注塑模具内。
44.为了更好的夹取pin针,第五爪头夹取产品的一端形成一排第一夹板,第一夹板顶端形成若干间隔布置且方向一致的l型第一钩件;第六爪头夹取产品的一端形成两排间隔布置的第二夹板,两第二夹板间形成间距恰能使第一夹板在该间距内往返移动;每一第二夹板顶端均形成若干间隔布置且方向一致的l 型第二钩件;且第二钩件勾爪方向和第一钩件勾爪方向相反且互相正对。
45.如图5和图6所示,为了更好的固定pin针,下框架板2下表面在第一夹爪对应位置处定位设有用于辅助固定pin针的第二定位件24,第二定位件下端开设有若干与pin针形状尺寸相对应的夹槽241。
46.如图2所示,上框架板1下表面定位设有用于夹取产品的第二夹爪6,固定方式可以是固定螺丝或者固定销或者其他方式,本实施例中第二夹爪也是气动夹爪。第二夹爪穿过底板和下框架板延伸至下框架板下方以夹取产品。底板和下框架板在与第二夹爪对应的位置均开设有过孔使得第二夹爪能够穿过过孔上下移动。
47.如图11所示,第二夹爪6包括本体61,本体下方设有能够沿水平反向做相向或背离运动的第一连接部62和第二连接部63;第一连接部和第二连接部分别固定连接一爪头。第一连接部和第二连接部相互靠近时就可以夹取产品组件例如铆压端子。
48.为了进一步提升工作效率,同时夹取两个产品组件,第一连接部62固定连接第一爪头621和第二爪头622;第二连接部63固定连接第三爪头631和第四爪头632。第一连接部和第二连接部交叉相对布置使得第一、二、三、四爪头在同一平面上。当第一、二连接部相向运动时,第一、三爪头相互靠近以夹取产品组件,同时第二、四爪头相互靠近以夹取产品组件。当第一、二连接部做背离运动时,第一、三爪头相互远离以松开产品组件,同时第二、四爪头相互远离以松开产品组件。
49.底板4下表面在第二夹爪6位置附近固定设有沿竖直方向布置的第一推杆 41,下框架板在与第一推杆41对应位置设有第一穿孔21。第一推杆和底板的固定方式有多种,例如固定螺丝或者固定销,还可以是如图3和图4中所示的结构,第一推杆41包括底座411和柱体412,底板开设有安装孔,柱体的径向尺寸和安装孔的径向尺寸相匹配而底座的径向尺寸大于安装孔的径向尺寸,且底座卡设在底板上方。底板上表面在底座对应的位置固定设有限位件25用以限制底座在竖直方向上的位移。
50.当第二夹爪6夹取产品组件至注塑模具对应位置处,第二夹爪6的第一、二连接部做背离运动以松开产品组件,底板4向下运动带动第一推杆41向下运动,第一推杆穿过下框架板2的第一穿孔21并与产品组件抵接,随着底板4继续下行,第一推杆41将产品推入注塑模具内。埋入产品组件时之所以采用第一推杆来推产品组件而不是直接用夹爪架夹住下行,是为了防止产品组件被刮伤损坏。
51.为了更好的固定产品组件,下框架板2下表面在第一推杆41对应位置处固定设有用于辅助固定产品的第一定位件23,第一定位件下表面开设有与所夹取产品形状相对应的凹槽。
52.下框架板2下表面定位设有若干用于夹取管状产品的套座22,本实施例设有3个套座。套座与下框架板可以通过固定螺丝固定,套座沿竖直方向开设有贯穿套座上下表面的通孔221,底板4下表面在每一通孔221对应的位置均定位设有能够伸进通孔内的第二推杆42。第二推杆42和底座4之间的固定方式同第一推杆和底座之间的固定方式类似。每一套座22在通孔内侧壁处设有若干能够与产品弹性抵接的弹性卡件222,弹性卡件沿垂直于通孔内侧壁方向布置且能够伸出通孔内侧壁或缩回套座内部。当需要夹取管状产品组件时,将套座的通孔对准产品,移动本实用新型整个装置使得产品组件进入通孔,并被弹性卡件卡住。当需要埋入注塑模具时,移动本实用新型整个装置至相应位置,驱动底板竖直向下移动,第二推杆进入通孔并将产品组件推出。
53.上框架板上方定位设有把手8,便于移动本实用新型整个装置。下框架板上固定设有若干定位柱10,便于埋入操作时的调整装置位置。
54.本实用新型的工作原理为:移动整个装置靠近装有产品组件的载具,分别利用第一夹爪5、第二夹爪6和套座22夹取pin针、铆压端子和管状衬套,移动整个装置至注塑模具处,定位后打开第二夹爪,通过直线驱动机构驱动底板 4下行,底板上的第一夹爪将pin针埋入注塑模具;第一推杆41、第二推杆42 分别将铆压端子和管状衬套埋入注塑模具。
55.以上所述仅是本实用新型的优选实施方式,并不用于限制本实用新型,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和变型,这些改进和变型也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1