一种注塑模具用脱模顶出机构的制作方法
1.本实用新型涉及注塑模具技术领域,具体为一种注塑模具用脱模顶出机构。
背景技术:
2.注塑成型又称注射模塑成型,它是一种注射兼模塑的成型方法。注塑成型方法的优点是生产速度快、效率高,操作可实现自动化,花色品种多,形状可以由简到繁,尺寸可以由大到小,而且制品尺寸精确,产品易更新换代,能成形状复杂的制件,注塑模具是注塑成型过程中使用的使熔融态塑胶定型成特定尺寸、形状的模具,在注塑模块进行脱模时,需要使用到顶出机构。
3.现有的脱模顶出机构在使用时主要存在以下弊端:顶杆在顶出产品时,冲击力较大,容易造成产生底端产生凹印,影响产品的外观,同时在进行脱模时,由于产品与模具内壁紧密贴合,导致产品在顶出与容易与模具内壁之间形成真空腔体,在外界大气压力的作用下造成顶出机构难以将产品进行顶出,影响注塑的效率。
技术实现要素:
4.本实用新型旨在解决现有技术或相关技术中存在的技术问题之一。
5.为此,本实用新型所采用的技术方案为:一种注塑模具用脱模顶出机构,包括:主体模块以及顶出模块,所述顶出模块包括对称安装在主体模块内腔的底座、一端活动设置在底座内腔另一端伸出底座的顶起组件、安装在顶起组件顶端的橡胶块、连接顶起组件底端与底座内壁的第二弹簧以及安装在底座内壁上的送气组件。
6.优选的,所述主体模块包括下模以及安装在下模内腔的驱动组件。
7.优选的,所述驱动组件包括活动设置在下模内腔的底板、连接底板顶端与下模内壁的第一弹簧以及固定在底板底端且伸出下模的圆柱。
8.优选的,所述顶起组件包括一端活动设置在底座内腔另一端伸出底座的顶杆、呈环形阵列安装在顶杆外侧面上的弧形块以及套接固定在顶杆顶部的环形件。
9.优选的,所述底座的内腔呈环形阵列开有弧形槽,弧形块嵌合在弧形槽内移动,所述橡胶块的内壁上开有环形槽,所述环形件嵌合在环形槽内。
10.优选的,所述顶杆和所述橡胶块的顶端开有横截面呈圆形的通孔,所述橡胶块外侧面上呈环形阵列开有连接通孔的出气口孔。
11.优选的,所述送气组件包括固定在底座内壁上且伸入顶杆的通孔内的金属管以及套接固定在金属管顶部的活塞,所述金属管底端伸出底座且穿出底板。
12.通过采用上述技术方案,本实用新型所取得的有益效果为:
13.1.本实用新型中,通过设置底座,并在底座的内腔活动设置伸出底座的顶杆,顶杆通过弧形块与弧形槽的嵌合在底座内进行移动,同时在顶杆与底座之间设置第二弹簧,顶出模块在被顶起时,顶杆在接触到产品低端时,在冲击力的作用下向内进行移动,将冲击力转化给第二弹簧进行吸收消减,避免了顶杆在顶起时冲击力过大造成产品外观损坏,另外
在顶杆的顶端设置有橡胶块,用于扩大顶杆与产品的接触面积,进一步的对顶杆顶起的冲击力进行缓冲与分散,保证了脱模时产品能够缓慢匀速的顶出,有效的保证了产品的合格性。
14.2.本实用新型中,通过在顶杆与橡胶块的内腔开设通过,并在底座内壁上安装伸入通孔内的送气组件,当脱模时产品与下模内壁产生空腔时,由于空腔内部的空气压力较小,此时外界的空气顺着金属管进入通孔内,并从通孔顺着出气孔进入到空腔中,使空腔的气压与外界的气压保持平衡,从而方便了将产品进行顶出,避免了因气压差而造成的脱模困难,增加了注塑的生产效率。
附图说明
15.图1为本实用新型的剖视示意图;
16.图2为本实用新型的顶出模块结构示意图;
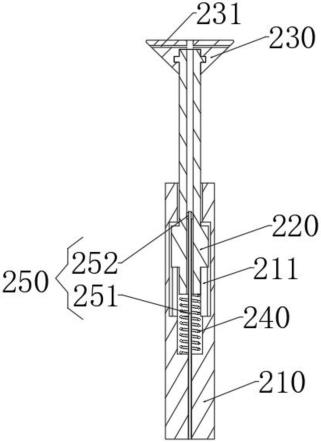
17.图3为本实用新型的顶出模块剖视示意图;
18.图4为本实用新型的顶出模块结构分解示意图。
19.附图标记:
20.100、主体模块;110、下模;120、驱动组件;121、底板;122、第一弹簧;123、圆柱;
21.200、顶出模块;210、底座;211、弧形槽;220、顶起组件;221、顶杆;2211、通孔;222、弧形块;223、环形件;230、橡胶块;231、出气孔;240、第二弹簧;250、送气组件;251、金属管;252、活塞。
具体实施方式
22.为使本实用新型的目的、技术方案和优点更加清楚明了,下面结合具体实施方式并参照附图,对本实用新型进一步详细说明。需要说明的是,在不冲突的情况下,本实用新型的实施例及实施例中的特征可以相互组合。
23.下面结合附图描述本实用新型的一些实施例,参照图1-4,一种注塑模具用脱模顶出机构,包括:主体模块100以及顶出模块200,主体模块100包括下模110以及安装在下模110内腔的驱动组件120,下模110用于配合上模形成用于进行注塑的空腔,驱动组件120用于驱动顶出模块200进行顶出,包括活动设置在下模110内腔的底板121、连接底板121顶端与下模110内壁的第一弹簧122以及固定在底板121底端且伸出下模110的圆柱123,底板121用于带动顶出模块200向上进行移动,保持多个顶出模块200在进行顶出作业时的同步性,第一弹簧122用于在顶出模块200顶出产品后对底板121进行复位,从而带动顶出模块200进行复位,圆柱123方便工人带动底板121进行移动。
24.顶出模块200用于将产品从下模110中进行顶出,包括对称安装在主体模块100内腔的底座210、一端活动设置在底座210内腔另一端伸出底座210的顶起组件220、安装在顶起组件220顶端的橡胶块230、连接顶起组件220底端与底座210内壁的第二弹簧240以及安装在底座210内壁上的送气组件250,底座210用于安装顶起组件220,同时带动顶起组件220进行移动,顶起组件220包括一端活动设置在底座210内腔另一端伸出底座210的顶杆221、呈环形阵列安装在顶杆221外侧面上的弧形块222以及套接固定在顶杆221顶部的环形件223,顶杆221用于将产品进行顶出,在底座210的内腔呈环形阵列开有弧形槽211,弧形块
222嵌合在弧形槽211内移动,使顶杆221在进行移动时保持稳定,避免顶杆221在顶出的过程中产生移动,环形件223用于安装橡胶块230,橡胶块230的内壁上开有环形槽,环形件223嵌合在环形槽内,方便橡胶块230的安装与拆卸,另外在顶杆221和橡胶块230的顶端开有横截面呈圆形的通孔2211,用于外界空气进行送入,同时在橡胶块230外侧面上呈环形阵列开有连接通孔2211的出气口孔,用于外界空气通过出气孔231从通孔2211进入到下模110内腔中,送气组件250包括固定在底座210内壁上且伸入顶杆221的通孔2211内的金属管251以及套接固定在金属管251顶部的活塞252,金属管251固定在底座210的内壁上,一端伸入顶杆221内腔的通孔2211中,另一端伸出底座210且穿出底板121,用于将外界的空气导入到通孔2211中,活动固定在金属管251的顶部,其外侧贴紧顶杆221的通孔2211内壁,用于避免空气在通孔2211内产生倒流,使空气能够顺着通孔2211与出气孔231进入到产品与下模110之间的空腔中,将空腔中的气压与外界的气压进行平衡,方便顶起组件220将产品进行顶出。
25.本实用新型的工作原理及使用流程:当需要进行脱模时,向上移动圆柱123,带动底板121向上进行移动,底板121移动带动顶出模块200向上进行移动,此时橡胶块230与产品的底端进行接触,将冲击力进行初步的缓冲以及分散,同时顶杆221下移,将冲击力传递到第二弹簧240上,由第二弹簧240进行吸收,避免了冲击力过大损坏产品的表面,另外在顶出产品时,当产品与下模110的内壁形成空腔时,此时空腔内部的空气压力较小,外界的空气顺着金属管251进入通孔2211内,并从通孔2211顺着出气孔231进入到空腔中,使空腔的气压与外界的气压保持平衡,从而方便了将产品进行顶出,避免了因气压差而造成的脱模困难。
26.尽管已经示出和描述了本实用新型的实施例,本领域的普通技术人员可以理解,在不脱离本实用新型的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1