一种TAC镜片定型烘干装置的制作方法
一种tac镜片定型烘干装置
技术领域
1.本实用新型具体涉及镜片加工技术领域,具体是一种tac镜片定型烘干装置。
背景技术:
2.tac片是偏光太阳镜最常见的一种镜片,有以下优点:
3.1、有效削减强光,消除耀眼的反射光和散射光,让凌乱的光线变成平行的光线,使视物更加清晰柔和、清晰。
4.2、偏光镜片的偏光角度和弧度经过专业设计加工,使配戴者不会有景物失真和眩晕的感觉。
5.3、偏光片有7层材料复合而成,符合国家太阳镜片标准、uv400紫外线标准,全方位保护眼睛,第一层为偏光层,是镜片的核心,提供超过99%的偏光效果,有效吸收眩光。
6.中国专利申请号201520298687.1,公开一种tac镜片烘烤加弯装置,由下压模和上压模组成,下压模上形成凹模,凹模的下面有个小孔,小孔用气管接入真空泵,上压模位于下压模的上方,上压模上形成凸模正对凹模,上压模安装在升降架上,升降架固定在气缸的推杆和导杆的下端,气缸安装在支架上,支架上开设导孔,导杆穿插在导孔中。
7.上述专利所提供的tac镜片烘烤加弯装置,采用的是模具直接加热的方式对镜片进行烘烤,但是这种直接接触镜片烘烤技术,在实际操作中得不到应用,因为眼镜的材质大多为树脂材质,直接接触热源的话,会造成表面皲裂或者出现斑点,而且眼镜镜片大小不同,在每个模具中添加加热源,显然增大了生产成本。
技术实现要素:
8.本实用新型的目的在于提供一种tac镜片定型烘干装置,以解决现有专利采用的是模具直接加热的方式对镜片进行烘烤,但是这种直接接触镜片烘烤技术,在实际操作中得不到应用,因为眼镜的材质大多为树脂材质,直接接触热源的话,会造成表面皲裂或者出现斑点,而且眼镜镜片大小不同,在每个模具中添加加热源,显然增大了生产成本的问题。
9.为实现上述目的,本实用新型提供如下技术方案:
10.一种tac镜片定型烘干装置,包括烘干箱,该烘干箱的一侧固定安装有加热板,在加热板的对立侧开设有开口槽;所述的开口槽内滑动连接有镜片定型组件;所述的镜片定型组件至少设有一个;
11.所述的镜片定型组件包括凸起定型模和凹型定型模;所述的凸起定型模和凹型定型模通过橡胶块分别与下端夹臂和上端夹臂固定安装;所述的下端夹臂和上端夹臂与c型架活动连接,并与滑移架铰接;所述的c型架的一侧还设置有螺杆。
12.作为本实用新型的进一步技术方案,所述的加热板的外侧设置有风机安装外壳,该风机安装外壳与烘干箱通过螺钉连接,并在风机安装外壳上嵌装有风机。
13.作为本实用新型的进一步技术方案,所述的烘干箱的一端活动连接有防护门,并在烘干箱底部的四角处螺纹连接有底脚。
14.作为本实用新型的进一步技术方案,所述的滑移架设置为u型状,该滑移架的上端和下端均开设有可在滑轨上滑动的滑槽;所述的滑轨设置有两个,呈对称式安装在烘干箱内部的顶侧和底侧。
15.作为本实用新型的进一步技术方案,所述的下端夹臂和上端夹臂的中间位置通过转轴与滑移架活动连接,在下端夹臂和上端夹臂靠近c型架的一端开设有双圆头通槽。
16.作为本实用新型的进一步技术方案,所述的c型架内部的中间位置设置有驱动轴,该驱动轴通过双圆头通槽贯穿下端夹臂和上端夹臂。
17.与现有技术相比,本实用新型的有益效果是:
18.1.本实用新型,可以根据眼镜镜片实际定型的数量进行选择镜片定型组件的数量,待镜片夹持在镜片定型组件上后,将镜片定型组件沿着滑轨推送到烘干箱内部,然后关上防护门,接通电源,加热板开始加热,风机将加热板产生的热量吹送到镜片定型组件上,对镜片进行加热,加热25-30min后,关闭加热板,风机开始吹冷风,使得镜片逐渐降温,在镜片定型组件的持续夹持下实现镜片的定型;该加热方式采用间接加热,避免镜片出现起斑点或者皲裂的情况出现;
19.2.本实用新型,在对镜片进行夹持的时候,首先将镜片放置到凸起定型模和凹型定型模之间,随后逆时针旋转螺杆,螺杆带动c型架上移,驱动轴在双圆头滑槽内向上拉动,并迫使下端夹臂和上端夹臂下端向内闭合,从而实现对镜片的夹持;
20.3.本实用新型,由于下端夹臂和上端夹臂在动作的时候属于偏转夹持,势必会导致凸起定型模,凹型定型模无法正常闭合,因此凸起定型模和凹型定型模是通过橡胶块与下端夹臂和上端夹臂连接,橡胶块具有一定的弹性和形变能力,能够满足下端夹臂和上端夹臂偏转位移补偿,保证凸起定型模和凹型定型模正常闭合,从而实现镜片的夹持固定。
附图说明
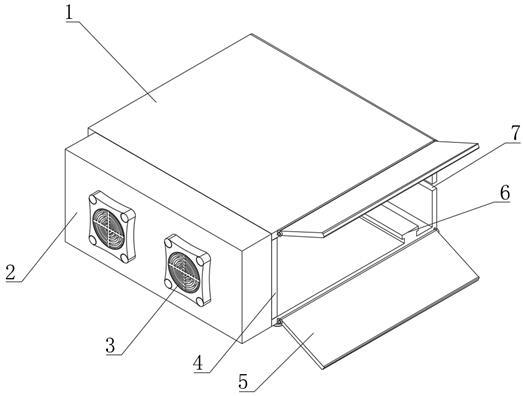
21.图1是本实用新型的立体结构示意图。
22.图2是本实用新型中图1的仰视图。
23.图3是本实用新型的平面结构示意图。
24.图4是本实用新型的镜片定型组件结构示意图。
25.图5是本实用新型中图4的平面结构示意图。
26.图中:1-烘干箱,2-风机安装外壳,3-风机,4-加热板,5-防护门,6-滑轨,7-开口槽,8-镜片定型组件,9-底脚;
27.81-滑移架,82-下端夹臂,83-上端夹臂,84-c型架,85-螺杆,86-滑槽,87-凸起定型模,88-凹型定型模,89-橡胶块,80-驱动轴。
具体实施方式
28.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
29.请参阅图1-5,本实用新型实施例中,一种tac镜片定型烘干装置,包括烘干箱1,该
烘干箱1的一侧固定安装有加热板4,在加热板4的对立侧开设有开口槽7;所述的开口槽7内滑动连接有镜片定型组件8;所述的镜片定型组件8至少设有一个;
30.所述的镜片定型组件8包括凸起定型模87和凹型定型模88;所述的凸起定型模87和凹型定型模88通过橡胶块89分别与下端夹臂82和上端夹臂83固定安装;所述的下端夹臂82和上端夹臂83与c型架84活动连接,并与滑移架81铰接;所述的c型架84的一侧还设置有螺杆85。
31.本实施例中,所述的加热板4的外侧设置有风机安装外壳2,该风机安装外壳2与烘干箱1通过螺钉连接,并在风机安装外壳2上嵌装有风机3。
32.作为本实施例的进一步优化,加热板4和风机3采用单独控制方式设计,加热板4单独一个开关,风机3单独一个开关,能够根据实际情况进行单独的操作;
33.通过采用上述技术方案,可以根据眼镜镜片实际定型的数量进行选择镜片定型组件8的数量,待镜片夹持在镜片定型组件8上后,将镜片定型组件8沿着滑轨6推送到烘干箱1内部,然后关上防护门5,接通电源,加热板4开始加热,风机3将加热板4产生的热量吹送到镜片定型组件8上,对镜片进行加热,加热25-30min后,关闭加热板4,风机3开始吹冷风,使得镜片逐渐降温,在镜片定型组件8的持续夹持下实现镜片的定型;该加热方式采用间接加热,避免镜片出现起斑点或者皲裂的情况出现。
34.本实施例中,所述的烘干箱1的一端活动连接有防护门5,并在烘干箱1底部的四角处螺纹连接有底脚9。
35.作为本实施例的进一步优化,防护门5可以设置为单开状,将防护门5的上端与烘干箱1通过铰链活动连接,在使用的时候,将防护门5向上掀开即可;或者将防护门5的下端与烘干箱1通过铰链活动连接,在使用的时候,将防护门5向下掀开即可;
36.也可以将防护门5设置为对开状,能够双向开启,在两个防护门5相接触的位置嵌装有磁铁,在防护门5关闭的时候能够起到吸合式的闭合作用。
37.本实施例中,所述的滑移架81设置为u型状,该滑移架81的上端和下端均开设有可在滑轨6上滑动的滑槽86;所述的滑轨6设置有两个,呈对称式安装在烘干箱1内部的顶侧和底侧。
38.本实施例中,所述的下端夹臂82和上端夹臂83的中间位置通过转轴与滑移架81活动连接,在下端夹臂82和上端夹臂83靠近c型架84的一端开设有双圆头通槽。
39.通过采用上述技术方案,在对镜片进行夹持的时候,首先将镜片放置到凸起定型模87和凹型定型模88之间,随后逆时针旋转螺杆85,螺杆85带动c型架84上移,驱动轴80在双圆头滑槽内向上拉动,并迫使下端夹臂82和上端夹臂83下端向内闭合,从而实现对镜片的夹持。
40.本实施例中,所述的c型架84内部的中间位置设置有驱动轴80,该驱动轴80通过双圆头通槽贯穿下端夹臂82和上端夹臂83。
41.通过采用上述技术方案,由于下端夹臂82和上端夹臂83在动作的时候属于偏转夹持,势必会导致凸起定型模87,凹型定型模88无法正常闭合,因此凸起定型模87和凹型定型模88是通过橡胶块89与下端夹臂82和上端夹臂83连接,橡胶块89具有一定的弹性和形变能力,能够满足下端夹臂82和上端夹臂83偏转位移补偿,保证凸起定型模87和凹型定型模88正常闭合,从而实现镜片的夹持固定。
42.本实用新型的工作原理是:可以根据眼镜镜片实际定型的数量进行选择镜片定型组件8的数量,在对镜片进行夹持的时候,首先将镜片放置到凸起定型模87和凹型定型模88之间,随后逆时针旋转螺杆85,螺杆85带动c型架84上移,驱动轴80在双圆头滑槽内向上拉动,并迫使下端夹臂82和上端夹臂83下端向内闭合,从而实现对镜片的夹持;由于下端夹臂82和上端夹臂83在动作的时候属于偏转夹持,势必会导致凸起定型模87,凹型定型模88无法正常闭合,因此凸起定型模87和凹型定型模88是通过橡胶块89与下端夹臂82和上端夹臂83连接,橡胶块89具有一定的弹性和形变能力,能够满足下端夹臂82和上端夹臂83偏转位移补偿,保证凸起定型模87和凹型定型模88正常闭合,从而实现镜片的夹持固定;待镜片夹持在镜片定型组件8上后,将镜片定型组件8沿着滑轨6推送到烘干箱1内部,然后关上防护门5,接通电源,加热板4开始加热,风机3将加热板4产生的热量吹送到镜片定型组件8上,对镜片进行加热,加热25-30min后,关闭加热板4,风机3开始吹冷风,使得镜片逐渐降温,在镜片定型组件8的持续夹持下实现镜片的定型;该加热方式采用间接加热,避免镜片出现起斑点或者皲裂的情况出现。
43.对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
44.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1