一种3D打印头的冷却结构及3D打印机的制作方法
一种3d打印头的冷却结构及3d打印机
技术领域
1.本实用新型涉及3d打印技术领域,具体涉及一种fdm型3d打印头的冷却结构。
背景技术:
2.fdm(熔融沉积)型3d打印机通过加热打印喷头使打印材料熔化并沉积至打印平台,熔化打印材料接触打印平台时受冷迅速凝结,打印头沿着设定好的打印路径将打印材料层层沉积到打印平台上,从而构造具有三维结构的模型。
3.传统3d打印头的冷却结构通常是在喉管的外周设置散热块,通过散热风扇对散热块进行散热,从而避免上端的打印材料软化导致的堵料。在打印常规材料时上述冷却结构基本可以满足需求,然而打印高温材料如peek-cf时,喉管加热段内温度高达400-500℃,常规冷却结构难以满足散热需求。因此,如何设计一种特别适用于打印高温材料的快速冷却结构从而避免打印材料软化导致的堵料,是一个待改善的技术问题。
技术实现要素:
4.为解决以上技术问题,本实用新型提供一种3d打印头的冷却结构及一种3d 打印机。
5.本实用新型采用以下技术方案:
6.一种3d打印头的冷却结构,所述3d打印头包括喉管、喷嘴和加热块,所述 3d打印头具有进料通道,所述喷嘴与所述进料通道通过所述喉管连通,所述喉管具有加热段,所述加热段位于所述加热块内并与所述加热块接触,所述冷却结构包括高压空气产生装置和高压空气管路,所述高压空气产生装置和高压空气管路连通,所述高压空气管路的出口设置于位于所述进料通道和所述加热段之间的该段喉管的外周。
7.进一步,所述喉管包括隔热散热段,所述隔热散热段为薄壁结构,所述隔热散热段位于所述进料通道和所述加热段之间,所述高压空气管路的出口部分或全部设置于所述隔热散热段的外周。
8.进一步,所述隔热散热段的壁厚为0.2mm。
9.进一步,所述喉管还包括第二散热段,所述第二散热段位于所述进料通道和所述隔热散热段之间,所述高压空气管路的出口部分设置于所述隔热散热段的外周。
10.进一步,所述冷却结构包括连接件和导向件,所述连接件连接固定所述进料通道和所述高压空气管路;所述导向件与所述连接件固定连接或一体成型,所述导向件设置于所述隔热散热段的外周,所述导向件倾斜设置并逐渐趋近于所述隔热散热段。
11.进一步,所述冷却结构还包括流量调节阀,所述流量调节阀设置于所述高压空气管路;所述高压空气管路内的压力为1~8个标准大气压。
12.进一步,所述冷却结构包括径向风扇、风道以及驱动电机,所述驱动电机与径向风扇传动连接,所述径向风扇与所述风道连通,所述风道的出风嘴位于所述喷嘴外周并对准所述喷嘴的喷嘴口设置。
13.进一步,所述风道呈弧形设置于所述3d打印头的外周,所述风道具有两个及以上所述出风嘴,所述出风嘴之间间隔一定角度。
14.本技术还提供一种3d打印机,包括3d打印头以及所述的3d打印头的冷却结构。
15.进一步,所述高压空气产生装置位于所述3d打印机主体的外部,所述高压空气管路的一部分位于所述3d打印机主体的外部,所述高压空气管路的另一部分位于所述3d打印机主体内部。
16.与现有技术相比,本实用新型具有以下优点:高压空气产生装置能够将外部空气压缩为高压空气,通过高压空气管路输送能够快速冷却位于进料通道和加热段之间的该段喉管,阻止热量往上传递,从而避免上端的打印材料软化导致的堵料;隔热散热段设置为薄壁结构,保证足够的支撑强度的前提下能够有效减少热量向上传导;冷却结构散热效率高,特别适用于打印高温材料的快速冷却,不需要额外设置散热块进行散热就能够满足需求。
附图说明
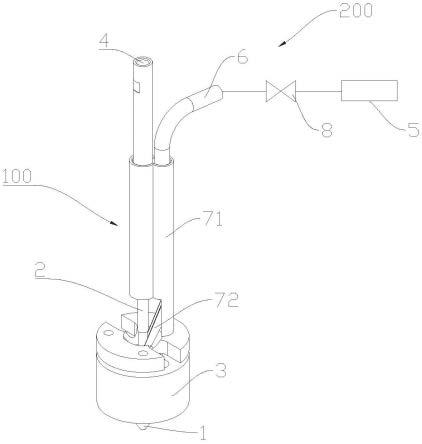
17.图1是3d打印头及冷却结构的第一实施例的结构示意图;
18.图2是图1所示3d打印头及冷却结构的局部剖面结构示意图;
19.图3是图1所示喉管的剖面结构示意图;
20.图4是图1所示的连接件和导向件的立体结构示意图;
21.图5是图1所示3d打印头带喷嘴冷却结构的一个角度的立体结构示意图;
22.图6是图1所示3d打印头带喷嘴冷却结构的另一个角度的立体结构示意图;
23.图7是3d打印头及冷却结构的第二实施例的局部剖面结构示意图。
具体实施方式
24.为了便于理解本实用新型技术方案,以下结合附图与具体实施例进行详细说明。在本实用新型的描述中,需要理解的是,术语“上”、“下”、“顶”、“底”、“内”、“外”、“纵”、“横”、“水平”、“竖直”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量,由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连接。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本实用新型中的具体含义。
25.一种3d打印头100及其冷却结构200,如图1-6所示。3d打印头100可以应用于fdm型3d打印机,3d打印头100包括喷嘴1、喉管2、加热块3,喷嘴 1内部具有喷嘴腔11,喷嘴腔11沿喷嘴1的轴向设置,3d打印头100具有用于进打印材料的进料通道4,打印材料通常为丝状打印材料,喉管2的一端与进料通道4连通,喉管2的另一端与喷嘴腔11连通,通过喉管2连通进料通道4和喷嘴腔11,打印材料通过进料通道4进料,经过喉管2进入喷嘴腔11。加热块3 设
置于喉管1以及喷嘴1的外周,打印材料由加热块3加热熔融后由喷嘴11的喷嘴口12喷出,进行3d打印。
26.结合图2、图3,喉管2包括加热段21和隔热散热段22,加热段21位于加热块3内并与加热块3直接接触导热,加热块3在3d打印头工作时加热加热段 21,确保打印材料加热充分;隔热散热段22位于加热段21与进料通道4之间,隔热散热段22不与加热块3直接接触,隔热散热段22用于阻隔喷嘴1和加热段 21的热量向上传递,从而避免上端的打印材料软化导致的堵料。隔热散热段22 可以设置为薄壁结构,例如0.2mm的壁厚,保证足够的支撑强度的前提下能够有效减少热量向上传导。本实施例中加热块3的上端具有一凹部31,隔热散热段22 的一部分位于该凹部31内,隔热散热段22与加热块3保持一定间距。
27.优选地,喉管2还可以包括第二散热段23,第二散热段23位于隔热散热段 22和进料通道4之间,隔热散热段22为主要散热部位,设置第二散热段23用于辅助散热,避免打印材料软化导致的堵料;在隔热散热段22足以散热的情况下,第二散热段23可以省略。第二散热段23具有一定长度,从而增加散热面积。如图3所示,第二散热段23、隔热散热段22、加热段21依次从上而下设置。
28.喉管2的一端与进料通道4固定连接,喉管2的另一端与喷嘴1固定连接。进料通道4的管材可以是聚四氟乙烯(ptfe)材质,喉管2为金属材质,喉管2 可以是一体式式喉管也可以是分体式喉管,喉管的各个段的组成材质可以相同或不同。喉管2采用金属材质可承受高温,适用于各种塑料打印材料,例如从常规的聚乳酸(pla)到需要400-500℃高温打印的热塑性复合材料peek-cf等均适用。
29.本实施例的3d打印机还包括冷却结构200,冷却结构200包括高压空气产生装置5和高压空气管路6,高压空气产生装置5与高压空气管路6连通,高压空气管路5的出口对准喉管2的隔热散热段22并设置于隔热散热段22的外周,高压空气吹向隔热散热段22进行散热。高压空气产生装置5位于3d打印机主体的外部,高压空气管路6的一部分位于3d打印机主体的外部,高压空气管路6的另一部分位于3d打印机主体内部,通过高压空气管路6将高压空气输送至3d打印机主体的内部。将高压空气产生装置设置于3d打印机主体的外部,有利于缩小3d打印机主体体积。
30.本文中的高压是相对于标准大气压而言,比标准大气压高的称为高压。高压空气的压力优选1~8个标准大气压。高压空气产生装置5可以是空气压缩机、气泵等,高压空气产生装置5将外部空气压缩为高压空气,能够快速冷却隔热散热段22,阻止热量往上传递。
31.如图1、图4所示,为了固定高压空气管路6,本实施例的冷却结构200还包括连接件71,连接件71与进料通道4的设置方向相同,进料通道4的一部分和高压空气管路6的末端位于连接件71内,连接件71使进料通道4和高压空气管路6固定在一起,实现了高压空气管路6的固定。此外,冷却结构200还包括导向件72,导向件72与连接件71固定连接或一体成型,导向件72设置于隔热散热段22的外周,导向件72倾斜设置并逐渐趋近于隔热散热段22。导向件72能够引导高压空气精准吹向隔热散热段22,提高散热效率。
32.由于本实施例采用外部的高压空气冷却隔热散热段22,通过调节合适的压力以及流量能够使隔热散热段22被迅速冷却,因此传递至第二散热段23的热量较少,第二散热段23可以不额外设置散热块进行散热就能够满足需求。当然,高压空气可以不仅吹向隔热散热段22,也可以部分吹向第二散热段23,本实施例所给出的导向件72不仅设置于隔热散热
段22的外周,也设置于第二散热段23的外周,通过导向件72部分高压空气也吹向了散热段23,同时对第二散热段23进行散热,减少了传递至进料通道4的热量。
33.进一步地,冷却结构200还包括流量调节阀8,流量调节阀8设置于高压空气管路6,用于调节高压空气的流量大小。流量调节阀8可以是电控阀,通过3d 打印机的控制器根据所需温度自动控制流量调节阀8调节流量。
34.参见图5、图6,在喷嘴1挤出打印材料后,还需要对打印材料进行快速冷却,使其尽快塑型,满足打印需求。因此,冷却结构200还包括径向风扇91、风道92 以及驱动电机93,驱动电机93与径向风扇91传动连接,径向风扇91与风道92 连通,风道92呈弧形设置于3d打印头100的外周,风道92具有两个及以上出风嘴921,出风嘴921之间间隔一定角度,出风嘴921位于喷嘴1外周并对准喷嘴口12设置。驱动电机93带动径向风扇91转动,风从风道92的出风嘴921吹出,设置两个及以上出风嘴921能够从多个角度对喷嘴口12挤出的打印材料进行快速冷却。
35.参见图7,为本技术的3d打印头100及加热结构200的第二实施例。与图2 所示的第一实施例不同的是,本实施例中加热块3未设置凹部,喉管2的隔热散热段22位于加热块3的上方;调整了导向件72和高压空气管路6的位置,使得导向件72引导高压空气主要吹向隔热散热段22,而不吹向或者少量吹向第二散热段22。由于本实施例采用高压空气冷却隔热散热段22,隔热散热段22被迅速冷却,因此传递至散热段的热量较少,第二散热段23可以不额外设置散热块也不需要高压空气冷却散热。
36.以上仅是本实用新型的优选实施方式,本实用新型的保护范围以权利要求所限定的范围为准,本领域技术人员在不脱离本实用新型的精神和范围内做出的若干改进和润饰,也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1