一种高阻隔复合膜制备用流延装置的制作方法
1.本技术涉及流延膜技术领域,尤其涉及一种高阻隔复合膜制备用流延装置。
背景技术:
2.高阻隔复合膜通常是指利用聚偏氯乙烯(pvdc)、乙烯-乙烯醇共聚物(evoh)、聚酰胺(pa)、聚酯类(pet、pen)等高分子材质制作而成的一种复合膜,这种复合膜主要应用于食品与药品包装、电子器件封装、太阳能电池封装、oled封装,对气体和有机化合物等具有非常低的透过性,可以有效保持产品的原始性能,延长产品寿命,这种阻隔复合膜制通常利用流延装置生产,流延装置主要用于流延膜制品成型、流延成型材料配方研制、流延成型材料性能研究等领域,生产时通过电机控制物料的输送速度,由于制作不同形状和材质的制品。
3.但是现有的高阻隔复合膜制备用流延装置还存在一些缺陷,当流延装置利用聚偏氯乙烯(pvdc)等高分子材质制做高阻隔复合膜时,需要将这些原料升温和加压,当原料处于熔融状态下,对原料进行搅拌,确保原料充分混合,经过拉伸、加热和烘干后形成高阻隔复合膜,但是部分熔融的原料可能粘连在高阻隔复合膜上,随着流延装置的运作滴落在流延装置表面,这些粘连在流延装置表面的原料不仅可能再次粘连上高阻隔复合膜,影响高阻隔复合膜的产品质量,还有可能冷却后硬化,划破高阻隔复合膜,影响装置的正常运作。
技术实现要素:
4.本实用新型的目的在于提供一种高阻隔复合膜制备用流延装置,以解决上述背景技术中提出的问题。
5.本技术实施例采用下述技术方案:
6.一种高阻隔复合膜制备用流延装置,包括安装板,所述安装板的后侧固定连接有复合膜制备设备,所述安装板顶面分别固定连接有自动填料机构、卷绕机构和取卷机构,所述复合膜制备设备的前侧固定连接有除脏机构,所述除脏机构包括与复合膜制备设备前侧固定连接的滑道,所述滑道的顶面滑动连接有往复板,所述往复板的后侧固定连接有铲刀,所述往复板的前侧开设有避让孔,所述避让孔的内壁滑动连接有连接杆,所述连接杆的后侧固定连接有连接块,所述滑道的内壁分别转动连接有第二主动轮和第二从动轮,所述第二主动轮的表面搭接有第二传动皮带,所述第二从动轮通过第二传动皮带与第二主动轮传动连接,所述连接块的底面与第二传动皮带的表面固定连接。
7.优选的,所述除脏机构还包括与滑道内壁固定连接的电机,所述电机的输出端固定连接有第一主动轮,所述第二主动轮前侧固定连接有第一从动轮,所述第一主动轮的表面搭接有第一传动皮带,所述第一从动轮通过第一传动皮带与第一主动轮传动连接。
8.优选的,所述取卷机构包括与安装板顶面固定连接的电动滑台,所述电动滑台包括驱动部和移动部,所述移动部的顶面固定连接滑动板,所述滑动板的顶面开设有滑槽,所述滑槽的数量为两个,两个所述滑槽以滑动板正面的竖直中线为对称轴对称设置在滑动板
顶面的两侧,两个所述滑槽的内顶壁均滑动连接有滑块。
9.优选的,两个所述滑块的顶面均固定连接有微型马达,所述微型马达的输出端固定连接有齿轮,所述滑动板的左右两侧均固定连接有齿条,所述齿轮与齿条相互啮合。
10.优选的,两个所述齿轮的相背面均固定连接有翻转臂,两个所述翻转臂的相对面固定连接有同一个翻转块,所述翻转块的顶面固定连接有盛料座。
11.优选的,所述盛料座的数量为两个,两个所述盛料座以翻转块前侧的竖直中线为对称轴对称设置在翻转块顶面的两侧。
12.优本技术实施例采用的上述至少一个技术方案能够达到以下有益效果:
13.其一,本实用新型通过除脏机构中的电机驱动两组传动皮带结构运动,从而带动往复板做左右的往复运动,进而带动铲刀将高阻隔复合膜制备用流延装置表面粘连的原料铲除,防止原料与高阻隔复合膜粘连,避免这些原料影响高阻隔复合膜的产品质量。
14.其二,本实用新型通过取卷机构将卷绕结束的卷筒翻向远离加工设备的收集箱中,相比于传统的高阻隔复合膜制备用流延装置,不需要生产者探入加工设备将卷筒取出,降低了生产时的安全隐患,保护了生产者的人身安全。
附图说明
15.此处所说明的附图用来提供对本技术的进一步理解,构成本技术的一部分,本技术的示意性实施例及其说明用于解释本技术,并不构成对本技术的不当限定。在附图中:
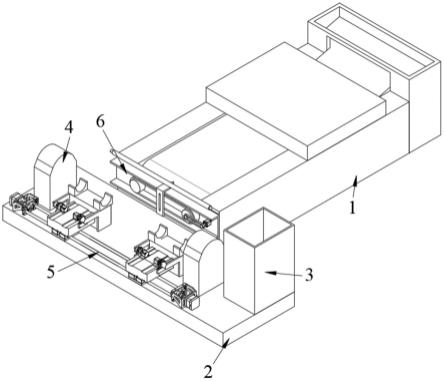
16.图1为:本实用新型的结构示意图;
17.图2为:本实用新型除脏机构的结构示意图;
18.图3为:本实用新型除脏机构的剖视结构示意图;
19.图4为:本实用新型图3中a处的放大结构示意图;
20.图5为:本实用新型的取卷机构结构示意图;
21.图6为:本实用新型取卷机构部分零件的结构示意图;
22.图7为:本实用新型图6中b处的放大结构示意图。
23.图中:1、复合膜制备设备;2、安装板;3、自动填料机构;4、卷绕机构;5、取卷机构;501、电动滑台;502、滑动板;503、滑槽;504、翻转块;505、盛料座;506、翻转臂;507、滑块;508、微型马达;509、齿轮;510、齿条;6、除脏机构;601、滑道;602、电机;603、第一主动轮;604、第一从动轮;605、第一传动皮带;606、第二主动轮;607、第二从动轮;608、第二传动皮带;609、往复板;610、避让孔;611、铲刀;612、连接块;613、连接杆。
具体实施方式
24.为使本技术的目的、技术方案和优点更加清楚,下面将结合本技术具体实施例及相应的附图对本技术技术方案进行清楚、完整地描述。显然,所描述的实施例仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
25.以下结合附图,详细说明本技术各实施例提供的技术方案。
26.请参阅图1-7,本实用新型提供一种高阻隔复合膜制备用流延装置技术方案:
27.一种高阻隔复合膜制备用流延装置,包括安装板2,安装板2的后侧固定连接有复
合膜制备设备1,安装板2顶面分别固定连接有自动填料机构3、卷绕机构4和取卷机构5,复合膜制备设备1的前侧固定连接有除脏机构6,除脏机构6包括与复合膜制备设备1前侧固定连接的滑道601,滑道601的顶面滑动连接有往复板609,往复板609的后侧固定连接有铲刀611,往复板609的前侧开设有避让孔610,避让孔610的内壁滑动连接有连接杆613,连接杆613的后侧固定连接有连接块612,滑道601的内壁分别转动连接有第二主动轮606和第二从动轮607,第二主动轮606的表面搭接有第二传动皮带608,第二从动轮607通过第二传动皮带608与第二主动轮606传动连接,连接块612的底面与第二传动皮带608的表面固定连接。
28.除脏机构6还包括与滑道601内壁固定连接的电机602,电机602的输出端固定连接有第一主动轮603,第二主动轮606前侧固定连接有第一从动轮604,第一主动轮603的表面搭接有第一传动皮带605,第一从动轮604通过第一传动皮带605与第一主动轮603传动连接。
29.具体的,复合膜制备设备1就是常见的高阻隔复合膜制备用流延装置,高阻隔复合膜制备用流延装置生产完高阻隔复合膜后,需要生者利用卷绕机构4带动卷筒转动,将高阻隔复合膜卷绕在卷筒,方便生产者搬运和运输,自动填料机构3用于存放没有卷绕高阻隔复合膜的干净卷筒,同时可以在上一个卷筒卷绕完高阻隔复合膜后自动将新的卷筒送出,方便使用者取用,自动填料机构3的结构是现有机构,如中国专利授权号cn 205928051 u所公布的一种短节棒料上料机构,二者的工作原理基本类似,当使用者启动电机602时,电机602转动,电机602转动时带动第一主动轮603转动,第一主动轮603转动时吗,在第一传动皮带605的驱使下,第一主动轮603带动第一从动轮604转动,当第一从动轮604转动时带动第二主动轮606转动,在第二传动皮带608的驱使下,第二主动轮606带动第二从动轮607转动,此时,第二传动皮带608带动连接块612运动,连接块612带动连接杆613运动,连接杆613沿着避让孔610的内壁移动,进而带动往复板609沿着滑道601的顶面滑动,做左右的往复运动,带动铲刀611将复合膜制备设备1原料运输传送带上粘连的原料铲下,避免这些原料与已经制造好的高阻隔复合膜粘连,影响高阻隔复合膜的生产品质。
30.本实施例中,如图5-7所示,取卷机构5包括与安装板2顶面固定连接的电动滑台501,电动滑台501包括驱动部和移动部,移动部的顶面固定连接滑动板502,滑动板502的顶面开设有滑槽503,滑槽503的数量为两个,两个滑槽503以滑动板502正面的竖直中线为对称轴对称设置在滑动板502顶面的两侧,两个滑槽503的内顶壁均滑动连接有滑块507。
31.两个滑块507的顶面均固定连接有微型马达508,微型马达508的输出端固定连接有齿轮509,滑动板502的左右两侧均固定连接有齿条510,齿轮509与齿条510相互啮合。
32.两个齿轮509的相背面均固定连接有翻转臂506,两个翻转臂506的相对面固定连接有同一个翻转块504,翻转块504的顶面固定连接有盛料座505。
33.盛料座505的数量为两个,两个盛料座505以翻转块504前侧的竖直中线为对称轴对称设置在翻转块504顶面的两侧。
34.具体的,使用者首先将当使用自动填料机构3推出的卷筒放在两个盛料座505上,接着启动电动滑台501,将电动滑台501的移动部移动到合适的位置,使卷筒与卷绕机构4连接,确保卷绕机构4可以带动卷筒转动,然后启动复合膜制备设备1,开始制造高阻隔复合膜,将高阻隔复合膜缠绕在卷筒上,接着启动卷绕机构4,使卷绕机构4带动卷筒转动,将高阻隔复合膜缠绕在卷筒上,当一卷卷筒卷绕完成后,使用者停止复合膜制备设备1和卷绕机
构4,再将卷筒末端的高阻隔复合膜割开,将卷筒与卷绕机构4分离,接着启动微型马达508,微型马达508转动时带动齿轮509转动,由于齿轮509与齿条510相互啮合,当齿轮509被微型马达508带动时,齿轮509向远离复合膜制备设备1的方向转动,进而带动翻转臂506转动,翻转臂506带动翻转块504转动,翻转块504带动盛料座505转动,将卷绕结束的卷筒翻向远离加工设备的收集箱中,相比于传统的高阻隔复合膜制备用流延装置,不需要生产者探入加工设备将卷筒取出,降低了生产时的安全隐患,保护了生产者的人身安全。
35.工作原理:当该种高阻隔复合膜制备用流延装置使用时,使用者首先将当使用自动填料机构3推出的卷筒放在两个盛料座505上,接着启动电动滑台501,将电动滑台501的移动部移动到合适的位置,使卷筒与卷绕机构4连接,确保卷绕机构4可以带动卷筒转动,然后启动复合膜制备设备1,开始制造高阻隔复合膜,将高阻隔复合膜缠绕在卷筒上,接着启动卷绕机构4,使卷绕机构4带动卷筒转动,将高阻隔复合膜缠绕在卷筒上,当一卷卷筒卷绕完成后,使用者停止复合膜制备设备1和卷绕机构4,再将卷筒末端的高阻隔复合膜割开,将卷筒与卷绕机构4分离,接着启动微型马达508,微型马达508转动时带动齿轮509转动,由于齿轮509与齿条510相互啮合,当齿轮509被微型马达508带动时,齿轮509向远离复合膜制备设备1的方向转动,进而带动翻转臂506转动,翻转臂506带动翻转块504转动,翻转块504带动盛料座505转动,将卷绕结束的卷筒翻向远离加工设备的收集箱中,重复上述步骤,开始对高阻隔复合膜的生产,相比于传统的高阻隔复合膜制备用流延装置,不需要生产者探入加工设备将卷筒取出,降低了生产时的安全隐患,保护了生产者的人身安全,启动复合膜制备设备1的同时启动电机602时,并保持电机602运作,电机602转动,电机602转动时带动第一主动轮603转动,第一主动轮603转动时吗,在第一传动皮带605的驱使下,第一主动轮603带动第一从动轮604转动,当第一从动轮604转动时带动第二主动轮606转动,在第二传动皮带608的驱使下,第二主动轮606带动第二从动轮607转动,此时,第二传动皮带608带动连接块612运动,连接块612带动连接杆613运动,连接杆613沿着避让孔610的内壁移动,进而带动往复板609沿着滑道601的顶面滑动,做左右的往复运动,带动铲刀611将复合膜制备设备1原料运输传送带上粘连的原料铲下,避免这些原料与已经制造好的高阻隔复合膜粘连,影响高阻隔复合膜的生产品质。
36.还需要说明的是,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、商品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、商品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、商品或者设备中还存在另外的相同要素。
37.以上所述仅为本技术的实施例而已,并不用于限制本技术。对于本领域技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原理之内所作的任何修改、等同替换、改进等,均应包含在本技术的权利要求范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1