一种鱼型头挂口罩生产机的制作方法
1.本实用新型涉及口罩机技术领域,尤其是指一种鱼型头挂口罩生产机。
背景技术:
2.口罩为卫生用品,用熔喷布、纱布等制成,罩在嘴和鼻子上,防止灰尘和病菌侵入;口罩通过口罩机进行生产加工而成。随着口罩日益发展,呈现出了多样性,按照口罩结构来分类,有平面口罩、折叠口罩、立体口罩等;而按照口罩佩戴方式来分的话,又可以分为耳带口罩、头挂口罩等。在头挂口罩中,按照口罩形状也可以分为弧形头挂口罩、鱼型头挂口罩等。现有的鱼型头挂口罩生产是先生产成型出鱼型口罩本体,然后在将两条头挂带分别焊接在鱼型口罩本体上,以生产出鱼型头挂口罩。由于两条头挂带是独立的,所以两条头挂带与鱼型口罩本体之间会形成四个焊接点,焊接工艺复杂,增加了焊接头的数量,头挂带容易脱离鱼型口罩本体,大大缩短鱼型头挂口罩的使用寿命,且外形缺乏美感。因此,缺陷十分明显,亟需提供一种解决方案。
技术实现要素:
3.为了解决上述技术问题,本实用新型的目的在于提供一种鱼型头挂口罩生产机。
4.为了实现上述目的,本实用新型采用如下技术方案:
5.一种鱼型头挂口罩生产机,其包括机台、装设于机台的输送装置、排列地设置于输送装置的多个口罩本体载具以及装设于机台并沿着输送装置的输送方向排列设置的环形头挂带成型装置、口罩本体翻耳装置、压耳焊接装置和下料装置,输送装置用于输送多个口罩本体载具,环形头挂带成型装置位于输送装置的上方,口罩本体载具包括与输送装置的输送端连接的载具本体、设置于载具本体的定位容腔及分别设置于载具本体的四个角落处的四个头挂带绕柱,环形头挂带成型装置用于将环形头挂带套设于四个头挂带绕柱上,口罩本体翻耳装置用于对口罩本体的两端进行向上翻折以形成翻耳,压耳焊接装置用于将口罩本体的两端翻耳分别压紧在环形头挂带的两侧并将翻耳、环形头挂带和口罩本体的端部焊接在一起以形成鱼型头挂口罩,下料装置用于将鱼型头挂口罩从载具本体上取走并下料。
6.进一步地,环形头挂带成型装置包括装设于机台的头挂带定长裁剪模组、升降设置于口罩本体载具的上方的伸缩绕带治具、装设于机台并用于驱动伸缩绕带治具升降的套带升降驱动机构、设置于机台并用于将头挂带定长裁剪模组所裁剪出来的头挂带绕设于伸缩绕带治具的绕带成型机构及装设于机台的头挂带连接机构,头挂带连接机构用于将绕设于伸缩绕带治具的环形头挂带的对接端焊接在一起以形成环形头挂带,口罩本体载具上的四个头挂带绕柱显露于伸缩绕带治具内,伸缩绕带治具用于将环形头挂带套设在四个头挂带绕柱上。
7.进一步地,头挂带定长裁剪模组包括装设于机台的供头挂带机构、装设于机台的导带按压机构、装设于机台并位于导带按压机构的出带侧的剪切机构及装设于机台的牵带
机构,供头挂带机构所供应的头挂带贯穿导带按压机构后供牵带机构牵引,绕带成型机构拾取牵带机构所牵引的头挂带的两端。
8.进一步地,绕带成型机构包括装设于机台的纵向移动驱动机构、与纵向移动驱动机构的移动端连接的绕带升降驱动机构、设置于绕带升降驱动机构的升降端的对接驱动机构及与对接驱动机构的对接端连接的两个绕带成型机械手,两个绕带成型机械手相对设置,对接驱动机构用于驱动两个绕带成型机械手彼此靠近或远离,两个绕带成型机械手分别拾取头挂带的两端并将头挂带绕设在伸缩绕带治具上。
9.进一步地,绕带成型机械手包括与对接驱动机构的对接端连接的旋转驱动器、与旋转驱动器的旋转端连接的夹带驱动器及分别装设于夹带驱动器的两个夹持端的两个夹带臂,夹带驱动器用于驱动两个夹带臂彼此靠近或远离。
10.进一步地,伸缩绕带治具包括与套带升降驱动机构的升降端连接的两组伸缩绕带组件,两组伸缩绕带组件相对设置,两组伸缩绕带组件分别位于输送装置的两侧,伸缩绕带组件包括装设于套带升降驱动机构的升降端的伸缩驱动器、装设于伸缩驱动器的伸缩端的移动板及装设于移动板的两个绕带柱。
11.进一步地,头挂带连接机构包括装设于机台并架设于输送装置的上方的焊接底座、升降设置于焊接底座的第一焊接器及装设于机台并用于驱动第一焊接器靠近或远离焊接底座的第一焊接升降驱动模组。
12.进一步地,口罩本体翻耳装置包括装设于机台并位于口罩本体载具的上方的第一下压机构、装设于机台的两个翻耳机构及装设于机台并分别位于输送装置的两侧的两个导向板,两个翻耳机构分别与两个导向板一一对应设置,翻耳机构位于导向板的内侧,两个翻耳机构分别与口罩本体的两端对应设置,导向板的进料端设置有倾斜向上的导斜面,导向板延伸至压耳焊接装置。
13.进一步地,压耳焊接装置包括装设于机台并位于口罩本体载具的上方的第二下压机构、升降设置于机台并位于口罩本体载具的上方的两组第二焊接器、装设于机台并用于驱动两组第二焊接器升降的第二焊接升降驱动模组、装设于机台的两个焊接底模及分别设置于输送装置的两侧的两个压耳机构,两个压耳机构相对设置,两个焊接底模分别与两组第二焊接器对应设置。
14.进一步地,下料装置包括架设于机台的下料架、装设于下料架的下料移动驱动机构、装设于下料移动驱动机构的移动端的下料升降驱动机构、装设于下料升降驱动机构的升降端的升降板及分别装设于升降板的多个夹持机构。
15.本实用新型的有益效果:在实际应用中,口罩本体载具承载鱼型口罩本体,鱼型口罩本体位于定位容腔内,定位容腔对鱼型口罩本体进行定位,保证了鱼型口罩本体的位置精度和稳定性,鱼型口罩本体的两端分别突伸至两个加工缺口内,输送装置将口罩本体载具连带鱼型口罩本体输送至环形头挂带成型装置处,环形头挂带成型装置成型出环形头挂带并将环形头挂带套设在口罩本体载具的四个头挂带绕柱上,环形头挂带的两侧分别位于鱼型口罩本体的两端上,输送装置将口罩本体载具连带鱼型口罩本体和环形头挂带移动至口罩本体翻耳装置处,口罩本体翻耳装置将鱼型口罩本体的两端向上翻折,以形成翻耳,输送装置将口罩本体载具连带翻耳后的鱼型口罩本体和环形头挂带移动至压耳焊接装置处,压耳焊接装置先将鱼型口罩本体的两翻耳压合,使得翻耳包覆环形头挂带,再将翻耳连带
环形头挂带焊接在鱼型口罩本体上,以实现鱼型口罩本体与环形头挂带的焊接,从而生产出鱼型头挂口罩,当鱼型头挂口罩移动至下料装置处时,下料装置将鱼型头挂口罩从口罩本体载具上取走并放置在预设位置上,以实现鱼型头挂口罩的下料。本实用新型自动化地实现环形头挂带的成型以及环形头挂带与鱼型口罩本体的焊接,不但能够生产出具有环形头挂带的鱼型头挂口罩,还提高了生产具有环形头挂带的鱼型头挂口罩的效率,且环形头挂带与鱼型口罩本体的连接牢固,鱼型头挂口罩的使用寿命长,鱼型头挂口罩的结构新颖、外形美观。
附图说明
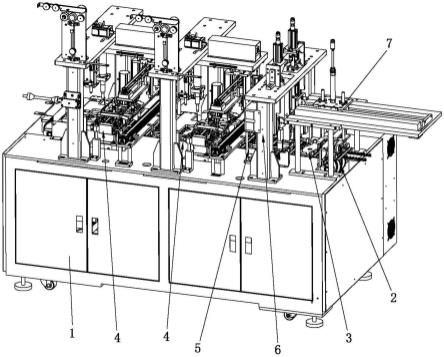
16.图1为本实用新型的立体结构示意图。
17.图2为本实用新型的输送装置、口罩本体载具和压耳焊接装置的立体结构示意图。
18.图3为本实用新型的口罩本体载具、口罩本体翻耳装置和压耳焊接装置的立体结构示意图。
19.图4为本实用新型的环形头挂带成型装置的立体结构示意图。
20.图5为本实用新型的下料装置的立体结构示意图。
21.图6为本实用新型的剪切机构、牵带机构和导带按压机构的立体结构示意图。
22.图7为本实用新型的环形头挂带、套带升降驱动机构和伸缩绕带治具的立体结构示意图。
23.图8为本实用新型的绕带成型机构和头挂带连接机构的立体结构示意图。
24.图9为本实用新型的口罩本体载具、具有翻耳的鱼型口罩本体和环形头挂带的立体结构示意图。
25.附图标记说明:
26.1、机台;2、输送装置;3、口罩本体载具;31、载具本体;32、定位容腔; 33、头挂带绕柱;4、环形头挂带成型装置;41、头挂带定长裁剪模组;411、供头挂带机构;412、导带按压机构;413、剪切机构;414、牵带机构;415、牵带驱动模组;416、夹带模组;417、导带座;4171、导带孔;418、按压块;419、按压气缸;42、伸缩绕带治具;421、伸缩绕带组件;422、伸缩驱动器;423、移动板;424、绕带柱;43、套带升降驱动机构;431、纵向移动驱动机构;432、绕带升降驱动机构;433、对接驱动机构;434、绕带成型机械手;435、旋转驱动器;436、夹带驱动器;437、夹带臂;44、绕带成型机构;45、头挂带连接机构;451、焊接底座;452、第一焊接器;453、第一焊接升降驱动模组;5、口罩本体翻耳装置;51、第一下压机构;52、翻耳机构;53、导向板;54、导斜面; 55、翻耳驱动器;56、翻耳块;6、压耳焊接装置;61、第二下压机构;611、下压座;612、下压驱动器;613、下压块;62、第二焊接器;63、第二焊接升降驱动模组;64、焊接底模;65、压耳机构;66、压耳驱动器;67、压耳块;7、下料装置;71、下料架;72、下料移动驱动机构;73、下料升降驱动机构;74、升降板;75、夹持机构;8、鱼型口罩本体;81、翻耳;82、环形头挂带。
具体实施方式
27.为了便于本领域技术人员的理解,下面结合实施例与附图对本实用新型作进一步的说明,实施方式提及的内容并非对本实用新型的限定。
28.如图1至图9所示,本实用新型提供的一种鱼型头挂口罩生产机,其包括机台1、装设于机台1的输送装置2、排列地设置于输送装置2的多个口罩本体载具3以及装设于机台1并沿着输送装置2的输送方向排列设置的环形头挂带成型装置4、口罩本体翻耳装置5、压耳焊接装置6和下料装置7,输送装置2用于输送多个口罩本体载具3,环形头挂带成型装置4位于输送装置2的上方,口罩本体载具3包括与输送装置2的输送端连接的载具本体31、设置于载具本体31 的定位容腔32及分别设置于载具本体31的四个角落处的四个头挂带绕柱33,四个头挂带绕柱33呈矩形分布于载具本体31上,环形头挂带成型装置4用于将环形头挂带82套设于四个头挂带绕柱33上,口罩本体翻耳装置5用于对口罩本体的两端进行向上翻折以形成翻耳81,压耳焊接装置6用于将口罩本体(鱼型口罩本体8)的两端翻耳81分别压紧在环形头挂带82的两侧并将翻耳81、环形头挂带82和口罩本体的端部焊接在一起以形成鱼型头挂口罩,下料装置7用于将鱼型头挂口罩从载具本体31上取走并下料;具体地,输送装置2优选为循环输送机构,循环输送机构对多个口罩本体载具3进行循环输送,口罩本体载具3 的两端设置有加工缺口。
29.在实际应用中,口罩本体载具3承载鱼型口罩本体8,鱼型口罩本体8位于定位容腔32内,定位容腔32对鱼型口罩本体8进行定位,保证了鱼型口罩本体 8的位置精度和稳定性,鱼型口罩本体8的两端分别突伸至两个加工缺口内,输送装置2将口罩本体载具3连带鱼型口罩本体8输送至环形头挂带成型装置4处,环形头挂带成型装置4成型出环形头挂带82并将环形头挂带82套设在口罩本体载具3的四个头挂带绕柱33上,环形头挂带82的两侧分别位于鱼型口罩本体8 的两端上,输送装置2将口罩本体载具3连带鱼型口罩本体8和环形头挂带82 移动至口罩本体翻耳装置5处,口罩本体翻耳装置5将鱼型口罩本体8的两端向上翻折,以形成翻耳81,输送装置2将口罩本体载具3连带翻耳81后的鱼型口罩本体8和环形头挂带82移动至压耳焊接装置6处,压耳焊接装置6先将鱼型口罩本体8的两翻耳81压合,使得翻耳81包覆环形头挂带82,再将翻耳81连带环形头挂带82焊接在鱼型口罩本体8上,以实现鱼型口罩本体8与环形头挂带82的焊接,从而生产出鱼型头挂口罩,当鱼型头挂口罩移动至下料装置7处时,下料装置7将鱼型头挂口罩从口罩本体载具3上取走并放置在预设位置上,以实现鱼型头挂口罩的下料。本实用新型自动化地实现环形头挂带82的成型以及环形头挂带82与鱼型口罩本体8的焊接,不但能够生产出具有环形头挂带82 的鱼型头挂口罩,还提高了生产具有环形头挂带82的鱼型头挂口罩的效率,且环形头挂带82与鱼型口罩本体8的连接牢固,鱼型头挂口罩的使用寿命长,鱼型头挂口罩的结构新颖、外形美观。
30.本实施例中,环形头挂带成型装置4包括装设于机台1的头挂带定长裁剪模组41、升降设置于口罩本体载具3的上方的伸缩绕带治具42、装设于机台1并用于驱动伸缩绕带治具42升降的套带升降驱动机构43、设置于机台1并用于将头挂带定长裁剪模组41所裁剪出来的头挂带绕设于伸缩绕带治具42的绕带成型机构44及装设于机台1的头挂带连接机构45,头挂带连接机构45用于将绕设于伸缩绕带治具42的环形头挂带82的对接端焊接在一起以形成环形头挂带82,口罩本体载具3上的四个头挂带绕柱33显露于伸缩绕带治具42内,伸缩绕带治具42用于将环形头挂带82套设在四个头挂带绕柱33上。
31.在实际应用中,头挂带定长裁剪模组41生产成型出定长的头挂带,绕带成型机构44拾取头挂带的两端并将头挂带呈环形地绕设在处于伸展状态的伸缩绕带治具42上,头挂带连接机构45将绕设在伸缩绕带治具42上的头挂带的两端连接在一起,使得环形头挂带82
绕设在伸缩绕带治具42上,接着,套带升降驱动机构43驱动伸缩绕带治具42连带环形头挂带82下降,直至环形头挂带82与鱼型口罩本体8抵触,且四个头挂带绕柱33位于环形头挂带82内,此时伸缩绕带治具42收缩,使得环形头挂带82在回弹力作用下卡设在四个头挂带绕柱33 上,伸缩绕带治具42继续下降,直至环形头挂带82脱离伸缩绕带治具42后,套带升降驱动机构43驱动伸缩绕带治具42上升并复位,以便于供下一条定长的头挂带绕设成型,套设在四个头挂带绕柱33上的环形头挂带82跟随口罩本体载具3移动至后续的工位中。该环形头挂带成型装置4自动化地实现了环形头挂带 82的成型以及向口罩本体载具3上供应环形头挂带82,便于生产出具有环形头挂带82的鱼型头挂口罩。
32.本实施例中,头挂带定长裁剪模组41包括装设于机台1的供头挂带机构411、装设于机台1的导带按压机构412、装设于机台1并位于导带按压机构412的出带侧的剪切机构413及装设于机台1的牵带机构414,供头挂带机构411所供应的头挂带贯穿导带按压机构412后供牵带机构414牵引,绕带成型机构44拾取牵带机构414所牵引的头挂带的两端;导带按压机构412不但能够对头挂带进行导向,还能够按压头挂带。
33.在实际应用中,供头挂带机构411所供应的头挂带贯穿导带按压机构412后,牵带机构414牵引该头挂带,在牵带机构414牵拉头挂带时,供头挂带机构411 释放头挂带,使得以拉动头挂带一定的长度,接着绕带成型机构44拾取被拉动一定长度的头挂带的两端,然后剪切机构413对头挂带进行剪切,使得绕带成型机构44拾取单条定长的头挂带,并将该头挂带绕设在伸缩绕带治具42上。该结构设计,实现了单条定长头挂带的成型。
34.具体地,牵带机构414包括装设于机台1的牵带驱动模组415及与牵带驱动模组415的牵带端连接的夹带模组416,夹带模组416与导带按压机构412相对设置,牵带驱动模组415用于驱动夹带模组416靠近或远离导带按压机构412。
35.在实际应用中,夹带模组416夹持导带按压机构412所导出的头挂带,接着牵带驱动模组415驱动夹带模组416连带头挂带移动,以牵拉头挂带,使得头挂带被拉动一定的长度,然后导带按压机构412按压头挂带,不但保证了头挂带的稳定性,还便于剪切机构413对头挂带进行剪切。
36.具体地,导带按压机构412包括导带座417、按压块418及按压气缸419,按压块418装设于按压气缸419的活塞杆,按压气缸419的主体装设于机台1,导带座417开设有导带孔4171及与导带孔4171的出带端连通的按压槽,按压块 418能够突伸至按压槽内,供头挂带机构411所供应的头挂带贯穿导带孔4171 和按压槽,剪切机构413位于按压槽的外侧。
37.在牵带机构414牵拉头挂带的过程中,头挂带沿着导带孔4171移动,导带孔4171对头挂带的移动起到导向的作用,提高了头挂带移动的稳定性,当头挂带被拉动的长度达到所需长度时,牵带机构414停止牵拉头挂带,按压气缸419 驱动按压块418将头挂带按压在按压槽的内壁上,以实现对头挂带进行固定,不但便于剪切机构413对头挂带进行剪切,还有利于牵带机构414下次对头挂带进行夹持并牵拉。
38.本实施例中,绕带成型机构44包括装设于机台1的纵向移动驱动机构431、与纵向移动驱动机构431的移动端连接的绕带升降驱动机构432、设置于绕带升降驱动机构432的升降端的对接驱动机构433及与对接驱动机构433的对接端连接的两个绕带成型机械手434,两个绕带成型机械手434相对设置,对接驱动机构433用于驱动两个绕带成型机械手434彼此靠近或远离,两个绕带成型机械手 434分别拾取头挂带的两端并将头挂带绕设在
伸缩绕带治具42上,纵向移动驱动机构431的移动方向与输送装置2的输送方向平行,两个绕带成型机械手434 的移动方向与输送装置2的输送方向垂直。
39.在实际应用中,在两个绕带成型机械手434夹持单条头挂带的两端后,纵向移动驱动机构431驱动两个绕带成型机械手434连带头挂带靠近伸缩绕带治具 42移动,在纵向移动驱动机构431、绕带升降驱动机构432、对接驱动机构433 和两个绕带成型机械手434的协同工作下,使得头挂带绕设在伸缩绕带治具42 上,且头挂带的两端对接在一起,以便于头挂带连接机构45将头挂带的两端连接在一起,以形成环形头挂带82。
40.本实施例中,绕带成型机械手434包括与对接驱动机构433的对接端连接的旋转驱动器435、与旋转驱动器435的旋转端连接的夹带驱动器436及分别装设于夹带驱动器436的两个夹持端的两个夹带臂437,夹带驱动器436用于驱动两个夹带臂437彼此靠近或远离;旋转驱动器435可以采用旋转气缸或电机,夹带驱动器436可以采用手指气缸。
41.在实际应用中,夹带驱动器436驱动两个夹带臂437闭合以夹持头挂带的端部,当头挂带与伸缩绕带治具42抵触后,对接驱动机构433驱动两个绕带成型机械手434逐渐靠近,当头挂带围绕伸缩绕带治具42绕设呈凵字型时,旋转驱动器435驱动夹带驱动器436连带两个夹带臂437和头挂带的端部旋转一定角度,直至头挂带的两个端部对接在一起,以实现头挂带的绕设成型。
42.本实施例中,伸缩绕带治具42包括与套带升降驱动机构43的升降端连接的两组伸缩绕带组件421,两组伸缩绕带组件421相对设置,两组伸缩绕带组件421 分别位于输送装置2的两侧,伸缩绕带组件421包括装设于套带升降驱动机构 43的升降端的伸缩驱动器422、装设于伸缩驱动器422的伸缩端的移动板423及装设于移动板423的两个绕带柱424,两个绕带柱424的中心轴线共面,伸缩驱动器422可以采用气缸。
43.当焊接后的环形头挂带82套设在两组伸缩绕带组件421的四个绕带柱424 上后,套带升降驱动机构43驱动两组伸缩绕带组件421连带环形头挂带82下降,直至环形头挂带82与口罩本体载具3所承载的鱼型口罩本体8,且四个头挂带绕柱33位于环形头挂带82内,此时,伸缩驱动器422驱动移动板423连带两个绕带柱424朝另一组伸缩绕带组件421的方向移动,直至环形头挂带82在回弹力作用下套设在四个头挂带绕柱33上,且套带升降驱动机构43驱动两组伸缩绕带组件421下降,直至两组伸缩绕带组件421的绕带柱424与环形头挂带82分离,套带升降驱动机构43即可驱动两组伸缩绕带组件421上升并复位,以实现环形头挂带82从伸缩绕带治具42转移至四个头挂带绕柱33上。
44.本实施例中,头挂带连接机构45包括装设于机台1并架设于输送装置2的上方的焊接底座451、升降设置于焊接底座451的第一焊接器452及装设于机台 1并用于驱动第一焊接器452靠近或远离焊接底座451的第一焊接升降驱动模组 453。在实际应用中,在头挂带的两个端部对接后,第一焊接升降驱动模组453 驱动第一焊接器452下降,直至第一焊接器452的焊接头与焊接底座451配合以将头挂带的两端焊接在一起,以形成环形头挂带82。
45.本实施例中,口罩本体翻耳装置5包括装设于机台1并位于口罩本体载具3 的上方的第一下压机构51、装设于机台1的两个翻耳机构52及装设于机台1并分别位于输送装置2的两侧的两个导向板53,两个翻耳机构52分别与两个导向板53一一对应设置,翻耳机构52位于导向板53的内侧,两个翻耳机构52分别与口罩本体的两端对应设置,导向板53的进料端设置有倾斜向上的导斜面54。
46.当口罩本体载具3连带鱼型口罩本体8和环形头挂带82朝口罩本体翻耳装置5移动的过程中,鱼型口罩本体8的两个端部分别与两个导向板53的导斜面 54抵触,导斜面54驱动鱼型口罩本体8的端部向上预翻,当鱼型口罩本体8的端部对准翻耳机构52时,第一下压机构51的下压端将鱼型口罩本体8下压在口罩本体载具3上,保证了鱼型口罩本体8的稳定性和位置精度,然后两个翻耳机构52的翻耳端驱动预翻后的鱼型口罩本体8的两端分别绕环形头挂带82的两侧向上翻折,以在鱼型口罩本体8的两端上翻折出翻耳81。
47.具体地,翻耳机构52包括装设于机台1的翻耳驱动器55及装设于翻耳驱动器55的驱动端的翻耳块56,翻耳驱动器55用于驱动翻耳块56升降,翻耳块56 用于抵触口罩本体的端部向上翻折,翻耳驱动器55可以采用竖直设置的气缸。
48.在实际应用中,当预翻后的鱼型口罩本体8的端部位于翻耳块56的上方时,翻耳驱动器55驱动翻耳块56上升,使得翻耳块56抵触鱼型口罩本体8的端部向上翻折,以使得鱼型口罩本体8的端部翻折成翻耳81,环形头挂带82位于翻耳81的内侧。
49.本实施例中,压耳焊接装置6包括装设于机台1并位于口罩本体载具3的上方的第二下压机构61、升降设置于机台1并位于口罩本体载具3的上方的两组第二焊接器62、装设于机台1并用于驱动两组第二焊接器62升降的第二焊接升降驱动模组63、装设于机台1的两个焊接底模64及分别设置于输送装置2的两侧的两个压耳机构65,两个压耳机构65相对设置,两个焊接底模64分别与两组第二焊接器62对应设置。
50.当口罩本体载具3连带具有翻耳81的鱼型口罩本体8和环形头挂带82移动至压耳焊接装置6处时,第二下压机构61的下压端将鱼型口罩本体8下压在口罩本体载具3上,保证了鱼型口罩本体8的稳定性和位置精度,接着两个压耳机构65的压耳端分别将鱼型口罩本体8两端的翻耳81压紧在环形头挂带82上,然后第二焊接升降驱动模组63驱动两组第二焊接器62下移,直至两组第二焊接器62的焊接头分别与两个焊接底模64抵触配合,以将翻耳81、环形头挂带82 和鱼型口罩本体8焊接在一起,以实现环形头挂带82与鱼型口罩本体8的焊接,从而形成鱼型头挂口罩。
51.具体地,第一下压机构51和第二下压机构61均包括架设于机台1的下压座 611、装设于下压座611的下压驱动器612及装设于下压驱动器612的下压端并位于口罩本体载具3的上方的下压块613;具体地,下压驱动器612可以采用下压气缸。在实际应用中,下压驱动器612驱动下压块613下移,直至下压块613 将鱼型口罩本体8下压在口罩本体载具3上。
52.具体地,压耳机构65包括装设于机台1的压耳驱动器66及装设于压耳驱动器66的驱动端的压耳块67,压耳块67用于将口罩本体的翻耳81压紧在环形头挂带82的一侧上;具体地,压耳驱动器66可以采用水平设置的气缸。在实际应用中,压耳驱动器66驱动压耳块67水平移动,使得压耳块67抵触翻耳81,使得翻耳81朝靠近环形头挂带82的方向转动,直至压耳块67将翻转后的翻耳81 压紧在环形头挂带82上,使得翻耳81包覆在环形头挂带82上。
53.具体地,导向板53延伸至压耳焊接装置6处,导向板53远离导斜面54的一端开设有过槽,压耳块67贯穿过槽。过槽为压耳块67的往复移动提供避让空间。
54.本实施例中,下料装置7包括架设于机台1的下料架71、装设于下料架71 的下料移动驱动机构72、装设于下料移动驱动机构72的移动端的下料升降驱动机构73、装设于下料升降驱动机构73的升降端的升降板74及分别装设于升降板74的多个夹持机构75,多个夹持机构75分别与环形头挂带82的四个侧边对应。
55.在实际应用中,当口罩本体载具3连带鱼型头挂口罩移动至下料装置7处时,下料升降驱动机构73驱动升降板74连带多个夹持机构75下移,使得多个夹持机构75分别夹持环形头挂带82的不同位置以及鱼型头挂口罩,接着下料升降驱动机构73驱动升降板74连带多个夹持机构75和鱼型头挂口罩上升,使得鱼型头挂口罩与口罩本体载具3分离,然后下料移动驱动机构72驱动鱼型头挂口罩远离口罩本体载具3移动,当鱼型头挂口罩移动至预设下料位置时,多个夹持机构75释放鱼型头挂口罩,使得鱼型头挂口罩下料至预设位置,以实现鱼型头挂口罩的下料。
56.具体地,第一焊接器452和第二焊接器62均可以采用超声波焊接机。
57.具体地,环形头挂带成型装置4的数量为多个,多个环形头挂带成型装置4 并排设置;该结构设计,提高了环形头挂带82的成型效率,进而提高了生产鱼型头挂口罩的效率。
58.本实施例中的所有技术特征均可根据实际需要而进行自由组合。
59.上述实施例为本实用新型较佳的实现方案,除此之外,本实用新型还可以其它方式实现,在不脱离本技术方案构思的前提下任何显而易见的替换均在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1