一种注塑机的伺服阀控制机构的制作方法
本技术涉及注塑机的,尤其涉及一种注塑机的伺服阀控制机构。
背景技术:
1、注塑机注射单元是整台设备的核心注射单元,而螺杆又是射台单元的关键部件。注塑机正是通过螺杆将原料输送、熔融,并最终注射到模具里成型。因此注射螺杆在完成注射动作的过程中,需轴向运动和旋转运动。
2、目前,注塑机的动力依靠液压传动为主,因此螺杆进行轴向运动则需要依靠液压油缸来驱动;那么,要保证注射工作,就需要对液压油缸的运行速度进行精准的控制,现有的产品中,通过上位机给压力,流量,位置值三个信号给控制器,控制器经过内部的运算再将指令给阀,阀再根据控制器给出的指令进行阀芯输出,并且在整个控制过程中,油缸的位置或者压力值会反馈给控制器,控制器将上位机的指令和油缸的反馈指令进行对比,然后进行运算校准,只到上位机的指令值和油缸的反馈值达到一致为止。
技术实现思路
1、(一)要解决的技术问题
2、本实用新型要解决的技术问题是提供一种注塑机的伺服阀控制机构,取消了控制器,油缸的位置直接反馈到上位机,也直接由上位机进行分析计算,计算更为迅速精准;且减少了线路的连接,整个接线布局更加简单,降低了电路干扰的可能性,大大降低了机台成本及售后成本。
3、(二)技术方案
4、本实用新型解决上述技术问题所采用的方案是一种注塑机的伺服阀控制机构,所述注塑机包括螺杆、用于驱使所述螺杆的旋转运动的马达、以及用于驱使所述螺杆的轴向运动的油缸;所述伺服阀控制机构用于控制所述油缸的运行速度,包括与所述油缸连接的用于调节所述油缸的运行速度的比例阀、以及与所述比例阀连接的用于调节所述比例阀的阀口大小的上位机。
5、进一步的,所述伺服阀控制机构还包括用于检测所述油缸的位置的电阻尺,且所述电阻尺与所述上位机电连接;所述上位机包括对所述电阻尺的反馈进行分析计算的控制模块。
6、进一步的,所述控制模块包括pid控制系统。
7、采用上述方案,取消了控制器,减少了线路的连接,整个接线布局更加简单,降低了电路干扰的可能性,大大降低了机台成本及售后成本。
8、本实用新型解决上述技术问题所采用的方案是一种注塑机的伺服阀控制系统,所述伺服阀控制系统包括
9、油缸驱动模块,用于驱使螺杆的轴向运动;
10、比例阀控制模块,与所述油缸驱动模块连接,且用于控制所述油缸驱动模块的轴向运动的速度;
11、上位机控制模块,分别与所述比例阀控制模块和所述油缸驱动模块连接,用于根据所述油缸驱动模块的位置值分析计算,并将信号给所述比例阀控制模块。
12、进一步的,还包括位置检测模块,分别与所述油缸驱动模块和所述上位机控制模块连接,用于检测所述油缸驱动模块的位置,并将信号给所述上位机控制模块。
13、优选的,所述位置检测模块包括电阻尺。
14、进一步的,所述上位机控制模块包括预设模块、以及与所述预设模块连接的pid控制模块;所述预设模块包括预设速度值,所述pid控制模块分别与所述油缸驱动模块和所述比例阀控制模块连接,用于将所述油缸驱动模块的位置进行分析计算得到实际速度值,并与所述预设速度值进行比较,若所述实际速度值小于所述预设速度值,则控制所述比例阀控制模块的阀口开大;若所述实际速度值大于所述预设速度值,则控制所述比例阀控制模块的阀口关小。
15、进一步的,所述pid控制模块包括pid计算单元,采用微分计算对所述油缸驱动模块的位置进行计算、以及速度pid控制单元,用于比较实际速度值和预设速度值。
16、进一步的,所述预设模块还包括预设位置值,所述pid控制模块用于将所述预设位置值分析计算得到速度值,并与所述预设速度值进行比较,若所述速度值小于所述预设速度值,则控制所述比例阀控制模块的阀口开启;若所述速度值大于所述预设速度值,则控制所述比例阀控制模块的阀口关闭。
17、进一步的,所述pid控制模块包括pid计算单元,采用积分计算对所述预设位置值分析计算、以及速度pid控制单元,用于比较速度值和预设速度值。
18、具体的,注塑机在做各动作时,上位机会将压力,流量等信号送给比例阀,比例阀收到指令后开始工作,同时比例阀会将当前的工作状态时时反馈给上位机,上位机根据比例阀反馈回来的数值和目标值进行比对,并进行优化,以形成力和流量的闭环控制。
19、进一步的,还包括马达驱动模块,用于驱使螺杆的旋转运动。
20、具体的,操作者设定预设速度值和预设位置值后,上位机的pid计算单元会根据预设位置值通过积分计算得到一个速度值,并且将这个速度值发送给速度pid控制单元,上位机的速度pid控制单元会根据预设速度值和该速度值做对比,然后控制比例阀的开关,用以控制油缸的动作;
21、当油缸开始运动后,油缸的位置通过电阻尺反馈给上位机,上位机的pid计算单元根据电阻尺的反馈做微分计算得到当前的实际速度值,又通过和预设速度值做比较,如果实际速度值慢了,就控制比例阀把阀口开大,以此来达到油缸速度和预设速度值一致。
22、(三)有益效果
23、与现有技术相比,本实用新型设计一种注塑机的伺服阀控制机构,取消了控制器,油缸的位置直接反馈到上位机,也直接由上位机进行分析计算,计算更为迅速精准;且减少了线路的连接,整个接线布局更加简单,降低了电路干扰的可能性,大大降低了机台成本及售后成本。
技术特征:
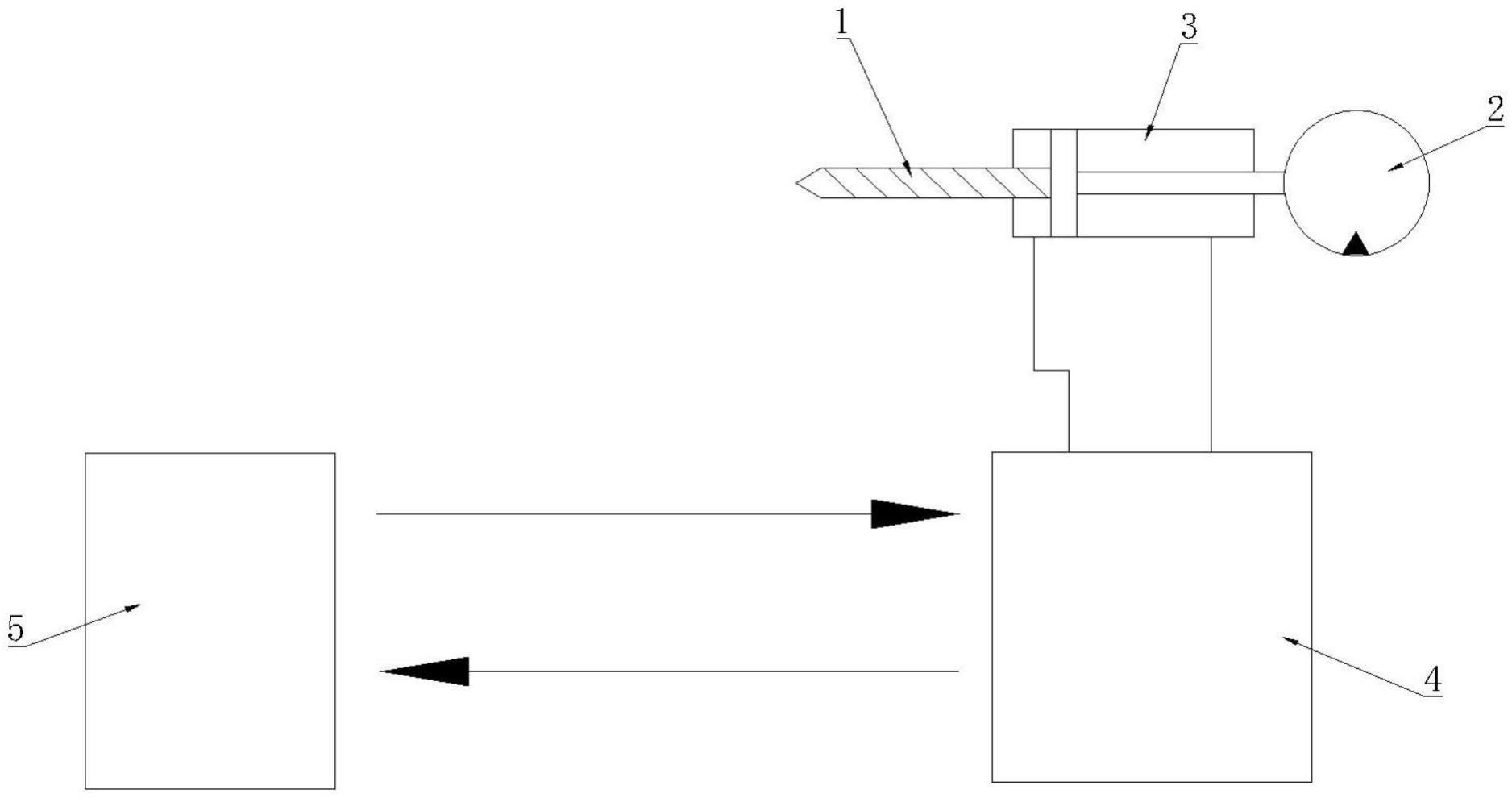
1.一种注塑机的伺服阀控制机构,所述注塑机包括螺杆(1)、用于驱使所述螺杆(1)的旋转运动的马达(2)、以及用于驱使所述螺杆(1)的轴向运动的油缸(3);其特征在于:所述伺服阀控制机构用于控制所述油缸(3)的运行速度,包括与所述油缸(3)连接的用于调节所述油缸(3)的运行速度的比例阀(4)、以及与所述比例阀(4)连接的用于调节所述比例阀(4)的阀口大小的上位机(5)。
2.根据权利要求1所述的注塑机的伺服阀控制机构,其特征在于:所述伺服阀控制机构还包括用于检测所述油缸(3)的位置的电阻尺,且所述电阻尺与所述上位机(5)电连接;所述上位机(5)包括对所述电阻尺的反馈进行分析计算的控制模块。
3.根据权利要求2所述的注塑机的伺服阀控制机构,其特征在于:所述控制模块包括pid控制系统。
技术总结
本技术一种注塑机的伺服阀控制机构,所述注塑机包括螺杆、用于驱使所述螺杆的旋转运动的马达、以及用于驱使所述螺杆的轴向运动的油缸;其特征在于:所述伺服阀控制机构用于控制所述油缸的运行速度,包括与所述油缸连接的用于调节所述油缸的运行速度的比例阀、以及与所述比例阀连接的用于调节所述比例阀的阀口大小的上位机。本技术取消了控制器,油缸的位置直接反馈到上位机,也直接由上位机进行分析计算,计算更为迅速精准;且减少了线路的连接,整个接线布局更加简单,降低了电路干扰的可能性,大大降低了机台成本及售后成本。
技术研发人员:季小波,陈晓周,周武彬,胡永康,吴玉林
受保护的技术使用者:富强鑫(宁波)精密科技股份有限公司
技术研发日:20220901
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!