双向顶出模具的制作方法
1.本实用新型涉及双向顶出模具领域,尤其是涉及一种能够实现双向顶出的双向顶出模具。
背景技术:
2.中国公开专利公告号为cn216267311u所阐述的墙座注塑模具,所公开的模具,在产品顶出脱模时,仅仅利用朝定模组方向进行直向顶出,从而实现在开模后的产品顶出。此类模具的顶出结构在脱模过程极易造成产品与成型腔内壁黏连现象,直接影响产品品质及产品加工效率。
3.因此,如何改进现有注塑模具的顶出结构,避免产品脱模过程中出现产品与成型腔内壁黏连现象,提高产品品质及加工效率是本领域技术人员需要解决的技术问题之一。
技术实现要素:
4.为解决现有技术中存在的技术问题,本实用新型的目的在于提供一种能够实现双向顶出的双向顶出模具。
5.为实现上述目的,本实用新型采用以下技术方案:
6.一种双向顶出模具,其包括动模组、定模组及模芯,其中:
7.所述模芯具有成型腔,包括相互扣合的动模芯及定模芯,所述动、定模芯分别嵌装于所述动、定模组内;
8.所述动模组内置顶针;顶针穿过动模芯伸入成型腔,并朝定模组的开模方向顶出产品;
9.所述定模芯包括定模镶块及活动芯子;所述活动芯子置于定模镶块的通孔内,并朝动模组的开模方向顶出产品。
10.进一步优选的:所述活动芯子通过拉料针装配于定模组。
11.进一步优选的:所述活动芯子的截面呈t字形,其两端与通孔的台阶面配合限位。
12.进一步优选的:所述台阶面是通孔内壁上凸台的上侧面,所述上侧面为朝向定模组的侧面。
13.进一步优选的:所述活动芯子具有嵌入凸起,所述嵌入凸起伸入成型腔。
14.进一步优选的:所述动模组及定模组之间通过开模限位块连接。
15.进一步优选的:所述定模组装配抽芯机构。
16.进一步优选的:所述顶针为直顶针。
17.采用上述技术方案后,本实用新型与背景技术相比,具有如下优点:
18.本实用新型增加朝动模组方向的顶出机构,配合动模组内的顶出机构,实现双向的产品顶出,达到产品脱模的目的,利用双向且依次顶出的操作避免产品与成型腔内壁的黏连,确保产品完整脱模,提升产品加工效率及降低加工成本。
附图说明
19.图1是本实用新型实施例中所述双向顶出模具的结构示意图;
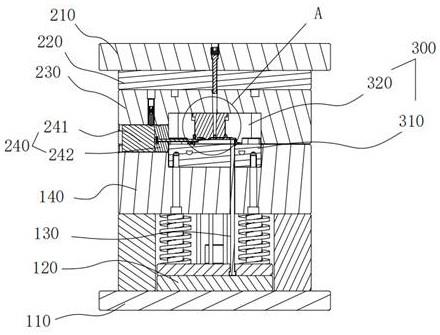
20.图2本实用新型实施例中所述双向顶出模具的结构示意图;
21.图3是图2所示结构中a处结构放大图;
22.图4是本实用新型实施例中所述动模组的结构示意图;
23.图5是本实用新型实施例中所述定模组的结构示意图;
24.图6是本实用新型实施例中所述定模镶块的结构分解示意图。
25.说明书附图标记说明如下:
26.q、产品,100、动模组,110、底板,120、顶针板组,130、顶针,140、动模板,200、定模组,210、顶板,220、固定板,230、定模板,321、定模镶,322、活动芯子,322-1、凸耳,323、通孔,324、台阶面,240、抽芯机构,241、驱动块,242、滑动块,243、抽芯杆。
具体实施方式
27.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
28.在本实用新型中需要说明的是,术语“上”“下”“左”“右”“竖直”“水平”“内”“外”等均为基于附图所示的方位或位置关系,仅仅是为了便于描述本实用新型和简化描述,而不是指示或暗示本实用新型的装置或元件必须具有特定的方位,因此不能理解为对本实用新型的限制。
29.实施例
30.如图1及图2所示,一种双向顶出模具,其包括动模组100、定模组200及模芯300。
31.如图1、图2及图3所示,所述模芯300包括相互扣合的动模芯310模及定模芯320,所述动模芯310模及定模芯320均开设有成型槽,两个所述成型槽相互扣合,获得成型腔,所述成型腔与待成型加工的产品q相一致,用于注塑成型所用的腔体。
32.如图1、图2及图4所示,所述动模组100包括底板110、顶针板组120、顶针130及动模板140,所述底板110之上装配顶针板组120及方铁,所述顶针130装配于所述顶针板组120之上,所述动模板140固定于所述方铁之上,所述动模板140上开设嵌槽,所述嵌槽内装配动模芯310模;所述动模板140及动模芯310模之上均开设让位孔,动模板140的让位孔与动模芯310模的让位孔连通,并允许顶针130穿设。
33.需要说明的是:所述顶针130为直顶针,也就是说,动模组100在开模运动后,所述顶针板组120驱动顶针130,继而带动顶针130进行顶出位移。
34.如图1、图2及图5所示,所述定模组200包括顶板210、固定板220、定模板230、开模限位块(未视出)及抽芯机构240。所述顶板210、固定板220、定模板230依次叠设并连接,所述顶板210上装配注胶嘴;所述定模板230上开设有嵌槽,所述定模芯320装配在嵌槽内。
35.如图1、图2、图3及图6所示,所述定模芯320包括定模镶块321及活动芯子322,所述活动芯子322置于定模镶块321开设的通孔323内。具体的说:所述定模镶块321嵌设于定模板230的嵌槽内,所述定模镶块321上开设通孔323,所述通孔323沿开模方向贯通,所述通孔323的侧壁朝其中心方向设置台阶凸台,该台阶凸起的台阶面324朝向顶板210方向,所述活
动芯子322为活动体,并装配在所述通孔323内。
36.需要说明的是:如图1、图2、图3及图6所示,所述活动芯子322为截面呈t字形块体,其两端的凸耳322-1,且其内开设针状孔,该针状孔内装配拉料针,所述拉料针依次穿过顶板210、固定板220、定模板230插入至活动芯子322上的针状孔内。定模组200所述活动芯子322与定模镶块321之间存在间隙,该间隙使得活动芯子322可由注塑成型的产品q驱动沿动模组100开模方向移动,继而实现产品q顶出;所述活动芯子322在顶出移动过程中,其两端的凸耳322-1抵于台阶凸台的台阶面324上,实现对活动芯子322的活动限制。所述活动芯子322的位移行程为5mm。
37.需要说明的是:为了实现活动芯子322的定出位移,所述拉料针在顶板210处设置活动间隙,以满足活动芯子322的顶出功能以及顶出行程。
38.结合图1至图6所示,因所述活动芯子322具有嵌入凸起,所述嵌入凸起伸入成型腔,继而在产品q成型后,所述嵌入凸起嵌装于产品q对应的孔或槽内,从而利用产品q驱动活动芯子322进行顶出位移运动,又因,定模镶块321通孔323内的台阶面324与活动芯子322配合抵压限位,继而将活动芯子322与产品q顶出并脱模,达到产品q完全脱模的目的。
39.结合图1至图6所示,所述定模组200的固定板220与动模组100的动模板140之间设置有所述开模限位块,所述开模限位块为条形块体,并沿开模方向设置;具体的说:所述开模限位板的一端为固定端,沿开模方向开设有限位滑槽;所述固定端开设有固定孔,固定孔内穿设螺钉并与固定板220连接并固定,所述动模板140上安装滑动杆,所述滑动杆穿过所述限位滑槽,并由开模动作驱动沿所述限位滑槽方向进行滑动位移,继而实现开模限位。
40.结合图1至图6所示,所述抽芯机构240包括驱动块241、滑动块242及抽芯杆243,所述驱动块241具有驱动斜面并与滑动块242连接,所述抽芯杆253与滑动块连接并联动,驱动块241驱动滑动块242朝远离成型腔的方向进行抽芯运动。
41.需要说明的是:所述成型腔的数量可以为多个,并间隔分布,活动芯子322的数量及位置与所述成型腔的数量相适配。
42.结合图1至图6所示,上述双向顶出模具的具体产品q脱模过程如下:
43.动模组100朝远离定模组200方向位移,使得动模组100与定模组200分离(动模组100与定模组200的分离距离收到开模限位块的限制),此时,抽芯机构中驱动块驱动滑动块朝远离成型腔的方向进行抽芯运动;
44.顶针130由顶针板组120驱动将产品q从动模芯310模的成型槽内脱离,产品q实现第一次顶出脱模;
45.活动芯子322在开模过程中,并由产品q驱动朝动模组100顶出位移,致使产品q从定模芯320的成型槽内完全脱出,此时,产品q实现第二次顶出脱模,达到产品q完全脱模的目的。
46.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应该以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1